Изобретение относится к области обработки металлов давлением, в частности к способу изготовления крупногабаритных полых высоких деталей из плоских листовых заготовок, относительная толщина которых (отношение начальной толщины к исходному диаметру заготовки) превышает величину 0,0080.
Известен способ штамповки, заключающийся в формовке плоской заготовки из листа в коническую чашку и последующей вытяжке этой чашки через коническую матрицу (см. а.с. N 852407. Штамп для вытяжки полых деталей. /Попов И. П., Чистяков В. П. Опубл. в БИ N 29, 1981 г.).
Низкое предельное формоизменение за переход при вытяжке по этому способу приводит к необходимости изготовления нескольких штампов и увеличивает себестоимость деталей.
Наиболее близким по технической сущности к заявляемому способу является способ вытяжки полых деталей, включающий предварительную вытяжку плоской заготовки из листа на определенную глубину, ее разупрочняющий отжиг и окончательную вытяжку этой заготовки в том же штампе (см. С.И. Вдовин, Н.Н. Убизький, В.С. Шубин. Вытяжка крупногабаритных деталей из сплава АМг6. - Кузнечно-штамповочное производство, N 5, 1986 г., стр. 10 - 11).
Недостатком способа является малая глубина вытяжки в одном штампе. Поставлена задача разработать такой способ, который позволит увеличить глубину вытяжки в одном штампе. Поставленная задача достигается тем, что в способе штамповки полых деталей, включающем предварительную вытяжку заготовки, ее разупрочняющий отжиг и завершающую вытяжку, согласно изобретению на этапе предварительной вытяжки плоскую заготовку из листа формуют коническим прижимом в коническую чашку, величину диаметра меньшего основания которой определяют по зависимости
d = Dз - (35-40)S, (1)
где S - толщина исходной заготовки из листа;
Dз - диаметр исходной заготовки из листа.
Существенными признаками заявляемого объекта, общими с прототипом, являются предварительное формоизменение путем вытяжки плоской заготовки из листа на определенную глубину, разупрочняющий отжиг этой заготовки и ее окончательная вытяжка в том же штампе.
Существенными признаками заявляемого объекта, характеризующими новизну технического решения, являются следующие: на предварительном этапе деформирования плоскую заготовку из листа формуют в коническую чашку, величину меньшего основания которой определяют по формуле
d = Dз - (35 - 40)S.
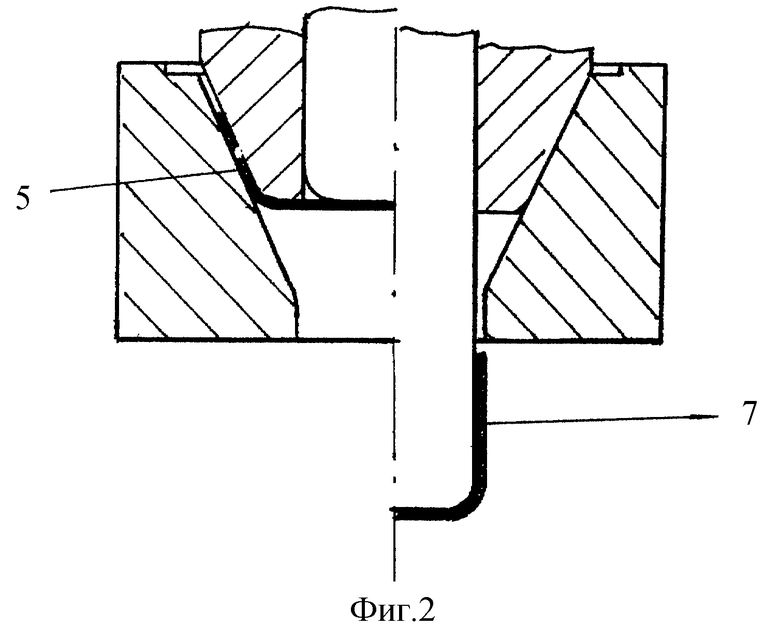
Указанного сочетания существенных признаков при проведении патентных исследований в других объектах не обнаружено. Способ штамповки поясняется чертежом, где на фиг. 1 показан предварительный этап деформирования, а на фиг. 2 - заключительный этап деформирования после разупрочняющего отжига. Слева от оси симметрии показаны начальные стадии этапов, справа - завершающие.
Для осуществления способа используется штамп, состоящий из конической матрицы 1 с диаметром цилиндрического выхода, равным диаметру готовой детали, конического формующего прижима 2, имеющего диаметр меньшего основания, равный d = Dз - (35-40)S, и цилиндрического пуансона 3, диаметр которого равен внутреннему диаметру готового изделия.
Способ осуществляется следующим образом.
Плоскую заготовку из листа 4 центрируют в конической матрице 1, а затем с помощью конического формующего прижима 2 формуют в коническую чашку 5.
После предварительного этапа деформирования производят разупрочняющий отжиг конической чашки 5.
На заключительном этапе деформирования отожженную чашку 5 устанавливают повторно в коническую матрицу 1 того же штампа. Коническим прижимом 2 удерживают кромку чашки 5 от гофрообразования, а цилиндрическим пуансоном 3 осуществляют вытяжку полой детали 7.
При формовке конической чашки на предварительном этапе деформирования происходит интенсивное упрочнение (наклеп) элементов конического фланца заготовки. Чем на большую глубину (на меньшую величину диаметра дна чашки) отформована чашка, тем больший наклеп получают элементы кромки.
Предварительная глубина чашки ограничена гофрообразованием на ее коническом фланце, поскольку, на промежуточных стадиях формовки прижим не прижимает его к конической поверхности матрицы. Чем больше относительная толщина плоской заготовки из листа, тем выше устойчивость кромки заготовки и тем на большую глубину можно отформовать чашку.
Обработка результатов экспериментов по определению предельной глубины формовки конической чашки из листа позволила установить зависимость величины диаметра меньшего основания конической чашки от относительной толщины штампуемой заготовки
d = Dз - (35-40)S.
Предварительный этап деформирования завершается разупрочняющим отжигом. Чем на большую глубину отформована чашка (больше упрочнение элементов ее конического фланца), тем больше снятие наклепа при разупрочняющем отжиге и тем на большую глубину (с меньшими коэффициентами) можно вытянуть полую деталь.
Если формовать коническую чашку, диаметр которой превышает величину, определяемую по формуле (1), то есть на меньшую глубину, эффект снятия наклепа при разупрочняющем отжиге произойдет не полностью и не будет достигнута максимальная глубина вытяжки в одном штампе.
Если же формовать чашку на диаметр, величина которого меньше, чем при расчете по зависимости (1), то есть на большую глубину, снижается устойчивость фланца, происходит его гофрообразование, что приводит к неисправимому браку деталей.
Конусность матрицы целесообразно выбирать в пределах 20-25o. Именно в этих пределах растягивающие напряжения σρmax в опасном сечении достигают минимальной величины и обеспечивают максимальную глубину вытяжки (см. Попов Е. А. Основы теории листовой штамповки. - М.: Машиностроение, 1977 г., стр. 160, рис. 54, формула 198).
Пример конкретного исполнения.
Из медной заготовки диаметром 1000 мм и толщиной 15 мм изготавливается полый цилиндр высотой 700 мм и диаметром 370 мм. По базовой технологии, которая принята за прототип, штамповка осуществляется в двух крупногабаритных штампах с коэффициентами m1 = 0,46 и m2 = 0,75.
Использование предлагаемого способа штамповки позволило изготовить деталь в одном штампе с углом конусности матрицы 25o. На предварительном этапе деформирования отформована коническая чашка диаметром меньшего основания 400 мм. После отжига эта чашка вытягивается цилиндрическим пуансоном на диаметр 370 мм (суммарный коэффициент вытяжки в одном штампе m = 0,37).
Стоимость одного крупногабаритного штампа, изготовленного из высокопрочного чугуна, составляет 24000000 (Двадцать четыре миллиона) рублей, срок службы штампа - 3 года. Внедрение заявляемого способа штамповки на детали одного размера позволяет отказаться от изготовления второго штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2183525C2 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2069593C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173597C1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ | 1994 |
|
RU2086331C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЭЛАСТИЧНОЙ СРЕДОЙ | 2000 |
|
RU2173230C1 |
Изобретение относится к области обработки металлов давлением, в частности к способу изготовления крупногабаритных полых высоких деталей из плоских листовых заготовок, относительная толщина которых превышает величину 0,0080. Способ штамповки высоких полых деталей состоит из предварительной вытяжки заготовки, разупрочняющего отжига и вытяжки. На этапе предварительной вытяжки плоскую заготовку из листа формуют коническим прижимом в чашку, величину диаметра меньшего основания которой определяют по зависимости d = Dз-(35-40)S, где S - толщина исходной заготовки из листа, Dз - диаметр исходной заготовки из листа. Техническим результатом изобретения является увеличение глубины вытяжки в одном штампе. 2 ил.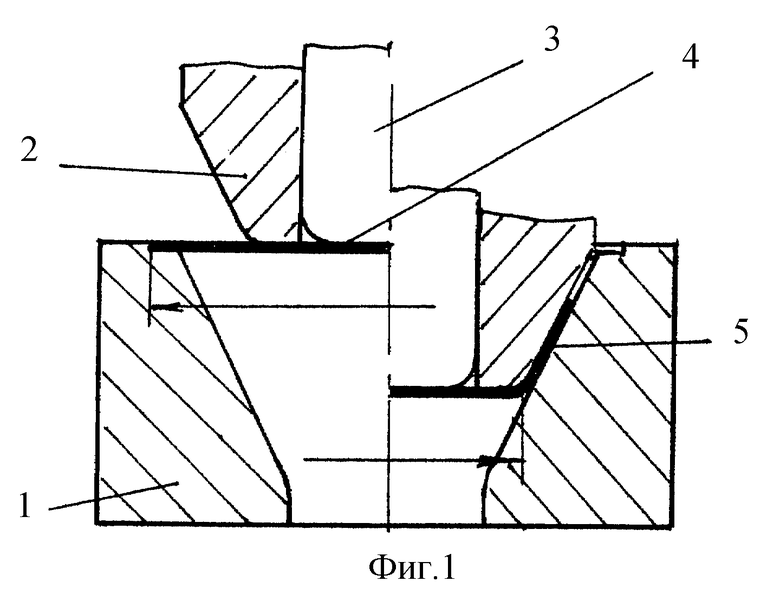
Способ штамповки высоких полых деталей, включающий предварительную вытяжку заготовки, ее разупрочняющий отжиг и завершающую вытяжку заготовки в той же матрице, отличающийся тем, что на этапе предварительной вытяжки плоскую заготовку из листа формуют коническим прижимом в чашку, величину диаметра меньшего основания которой определяют по зависимости
d = D3 - (35 - 40) S,
где S - толщина исходной заготовки из листа;
D3 - диаметр исходной заготовки из листа.
| ВДОВИН С.И | |||
| и др | |||
| Вытяжка крупногабаритных изделий | |||
| Кузнечно-штамповочное производство, 1986, N 5, с.10 - 11 | |||
| Штамп для вытяжки полых деталей | 1982 |
|
SU1038007A2 |
| Штамп для вытяжки полых деталей | 1979 |
|
SU852407A1 |
| Способ вытяжки | 1954 |
|
SU142281A1 |
| Штамп для вытяжки полых деталей за два последовательных перехода при одном ходе полузн пресса | 1978 |
|
SU730415A1 |
