Изобретение относится к области обработки металлов давлением и может быть использовано для получения армированного контактного провода, служащего для передачи электрической энергии наземному электрифицированному транспорту.
Известен способ армирования заготовок, описанный в статье Зайченко Ю.А. Индукционно-металлургический способ повышения надежности и долговечности узлов трения // Железные дороги мира, 1999, 9, стр.43-47.
Данный способ заключается в укладке армирующей проволоки в выполненную в заготовке канавку, которую затем закрывают, причем канавку выполняют путем удаления части материала заготовки, а после укладки проволоки канавку заполняют специальной смесью порошков, закрытие же канавки осуществляют путем нагрева поверхности заготовки высокочастотным электромагнитным полем до расплавления порошковой смеси.
Этот достаточно дорогой и сложный способ не может быть использован для получения качественного армированного провода, так как:
- удаление части материала заготовки при выполнении в ней канавки снижает электропроводность контактного провода, что приводит к увеличению потерь электроэнергии в контактной сети. Кроме того, выполнение канавки таким способом ведет к потерям дорогой электротехнической меди, из которой изготовлен контактный провод;
- нагрев поверхности заготовки при закрытии канавки приводит к разрушению наклепа, обеспечивающего твердость, пределы упругости и твердости контактного провода, которые необходимы для его качественной работы в условиях больших электрических (перегрузки, всплеск тока, короткие замыкания) и механических (ударных, истирающих, растягивающих) нагрузок.
Разрушение наклепа при реализации данного способа приводит к разупрочнению контактного провода, который становится мягким, тягучим и непригодным для эксплуатации.
Наиболее близким по технической сущности к заявляемому решению является способ армирования, описанный в а.с. СССР 184599 "Способ восстановления изношенных деталей", В 21 f 15/00, заявленный 25.07.62, опубликованный 21.07.66 и выбранный в качестве прототипа.
Данный способ заключается в укладке армирующей проволоки в выдавленную в заготовке канавку, которую затем закрывают путем деформирования, причем канавка имеет форму спирали, внешние выступы которой сглаживают до получения отвесных стенок канавки, закрытие которой осуществляют путем заглаживания разогретой поверхности заготовки, в результате чего проволока завальцовывается внутрь заготовки.
Используя данный способ, невозможно получить качественный армированный контактный провод, так как:
- при выполнении спиральной канавки по всей поверхности заготовки происходит разрушение наклепа, что приводит к разупрочнению заготовки, то есть к снижению качества контактного провода;
- нагрев поверхности заготовки при закрытии канавки приводит к дополнительному разрушению наклепа, в результате чего провод еще больше разупрочняется, становится мягким, тягучим и непригодным для эксплуатации;
- деформирование только поверхностного слоя заготовки при закрытии канавки не позволяет обеспечить надежного соединения армирующей проволоки с материалом заготовки, и поэтому провод, полученный с помощью данного способа, не сможет надежно работать в условиях больших растягивающих нагрузок.
Целью настоящего изобретения является получение простым способом качественного армированного контактного провода.
Поставленная цель достигается тем, что в способе армирования подвесного контактного провода, заключающемся в укладке армирующей проволоки в выдавленную в заготовке канавку, которую затем закрывают путем деформирования, согласно изобретению канавку выполняют вдоль продольной оси заготовки, а закрывают канавку, сдвигая ее стенки холодным деформированием заготовки, после чего стенки канавки сваривают.
Продольное расположение канавки позволяет выполнить эту операцию с помощью простых приспособлений, разрушая при этом наклеп заготовки лишь на площади, равной(соизмеримой) диаметру армирующей проволоки, что практически не влияет на качество наклепа, то есть не ухудшает первоначальных свойств заготовки.
Сдвигая стенки канавки холодным деформированием заготовки, осуществляют закрытие канавки с помощью операции, не требующей нагрева заготовки, а следовательно, и без разрушения наклепа. Кроме того, так как для сдвига стенок канавки деформируют заготовку, а не ее поверхностный слой, армирующая проволока надежно соединятся с материалом заготовки, что приводит к улучшению качества армированной заготовки.
Сваривание стенок канавки "встык" позволяет получить прочное неразъемное соединение без значительных разрушений наклепа заготовки.
При проведении поиска по источникам патентной и научно-технической информации не было обнаружено решений, содержащих совокупность предлагаемых признаков, что позволяет сделать вывод о соответствии предлагаемого способа критериям "новизна" и "изобретательский уровень".
Предлагаемое изобретение иллюстрируется чертежами, где:
- на фиг.1 представлено сечение заготовки;
- на фиг.2 - сечение заготовки с канавкой;
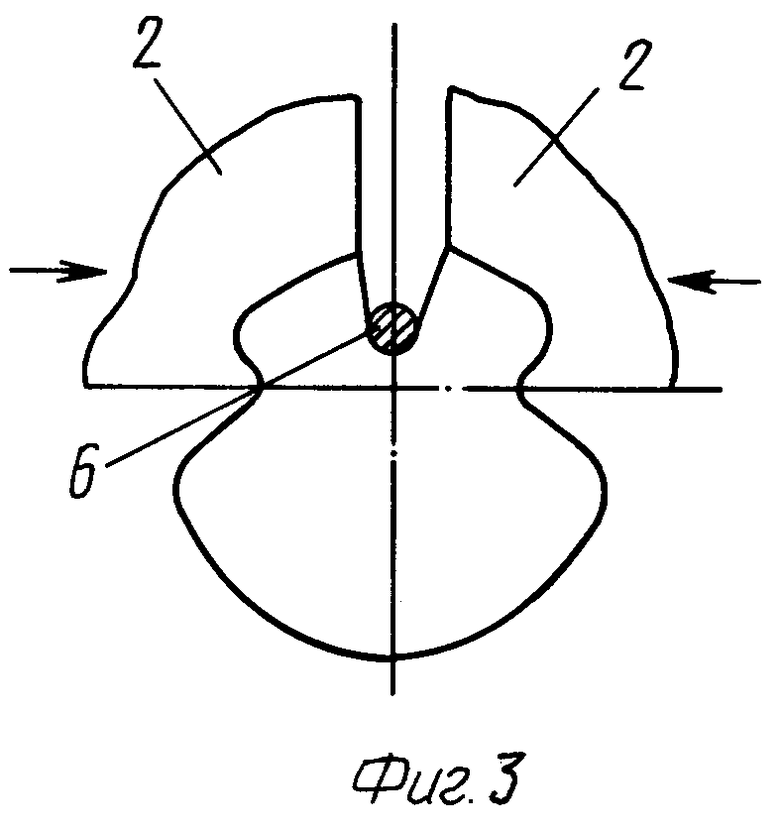
- на фиг. 3 схематично представлено закрытие канавки с армирующей проволокой;
- на фиг. 4 схематично изображен процесс сварки продольного шва и профилирования заготовки.
Способ армирования подвесного контактного провода заключается в том, что вдоль продольной оси заготовки выдавливают канавку, ширина которой равна диаметру армирующей проволоки, а высота канавки определяется необходимой глубиной залегания армирующей проволоки в заготовке. Проволоку укладывают в канавку, стенки которой сдвигают холодным деформированием заготовки в зоне расположения канавки, а полученный после закрытия канавки продольный шов сваривают, причем сварку шва проводят либо методом плавления в аргоне, гелии и азоте, либо методом холодной пластической деформации заготовки, осуществляя сжатие заготовки с приложением давления в зоне свариваемых поверхностей.
Устройство, с помощью которого реализуется предлагаемый способ армирования, не является предметом изобретения, известно из уровня техники и состоит из прокатного валка 1 с бочкой в форме усеченного конуса, двух обжимных валков 2 и четырех профилирующих валков 3.
Валок 1 служит для выдавливания канавки 4 в заготовке 5.
Обжимные валки 2 предназначены для закрытия канавки 4 холодным деформированием заготовки 5.
Профилирующие валки 3 служат для сваривания стенок канавки 4 методом холодной пластической деформации и возвращения заготовке 5 первоначального профиля.
Способ армирования контактного провода осуществляется следующим образом.
В заготовке 5, в качестве которой используют медный подвесной контактный провод МФ-100, при помощи валка 1 выдавливают продольную канавку 4, в которую укладывают стальную проволоку 6 диметром 2,5 мм. Затем стенки канавки 4 сдвигают путем локального обжатия заготовки 5 валками 2 с образованием шва 7, который затем заваривают с помощью давления, прикладываемого к заготовке 5 через валки 3. Одновременно со сваркой шва 7 в валках 3 происходит профилирование заготовки 5 с целью придания ей первоначального профиля, который был частично деформирован в ходе проведения операций способа.
Результатом последовательно осуществленных всех описанных выше операций способа является армированный контактный провод, в котором сохранены необходимые для качественного провода наклеп и профиль, а также увеличена прочность провода за счет надежного соединения армирующей проволоки с материалом проводад
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| ШАХТНАЯ ЗАТЯЖКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124637C1 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 2000 |
|
RU2192577C2 |
| ИННОВАЦИОННАЯ ПРОСТРАНСТВЕННАЯ ПОЛИМЕРНАЯ РЕШЕТКА (ВАРИАНТЫ) | 2011 |
|
RU2459040C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ | 2001 |
|
RU2190531C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2003 |
|
RU2252836C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕНА (ВАРИАНТЫ) | 2001 |
|
RU2197675C2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2300691C2 |
| Уплотнительная лента | 2002 |
|
RU2224937C1 |
| ИЗОЛЯТОР С КОМПОЗИТНЫМ СТЕРЖНЕМ, АРМИРОВАННЫМ ВЫСОКОМОДУЛЬНЫМИ ОРГАНИЧЕСКИМИ ВОЛОКНАМИ | 2007 |
|
RU2328787C1 |


Изобретение относится к области обработки металлов давлением и может быть использовано для получения армированного контактного провода, служащего для передачи электрической энергии наземному электрифицированному транспорту. Техническим результатом является получение простым способом качественного армированного контактного провода. В предлагаемом способе армирующую проволоку укладывают в выдавленную в заготовке продольную канавку, которую затем закрывают, сдвигая ее стенки холодным деформированием заготовки, после чего стенки канавки сваривают, например, методом холодной пластической деформации. 4 ил.
Способ армирования подвесного контактного провода, заключающийся в укладке армирующей проволоки в выдавленную в заготовке канавку, которую затем закрывают путем деформирования, отличающийся тем, что канавку располагают вдоль продольной оси заготовки, а закрывают канавку, сдвигая ее стенки холодным деформированием заготовки, после чего стенки канавки сваривают.
| 0 |
|
SU184599A1 | |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОНТАКТНОГО ПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2011566C1 |
| Тампонажное устройство | 1976 |
|
SU629320A1 |
| US 5456962 А, 10.10.1995 | |||
| ПРИЦЕПНОЕ УСТРОЙСТВО К ТРАКТОРУ | 0 |
|
SU298518A1 |
| 1972 |
|
SU415328A1 | |

