Изобретение относится к технологии тиснения фольгой по рулонному материалу и может быть использовано в полиграфии, в частности, для нанесения голографических меток на товарные этикетки.
Известен ротационный позолотный пресс, в котором горячее тиснение производится при прохождении запечатываемого материала и фольги между двумя вращающимися цилиндрами - формным и опорным. Включение подачи фольги осуществляется периодически за счет воздействия на храповой механизм программных горок, расположенных на формном цилиндре (см. а.с. СССР 167817, МПК В 44 С 1/14, 1965).
К недостаткам реализованного в данном прессе способа тиснения относится то, что храповой механизм может передвигать фольгу только на определенное расстояние, то есть отсутствует возможность плавного регулирования подачи фольги.
Известен также способ горячего тиснения фольгой по рулонному материалу, перемещаемому с помощью опорного цилиндра под нагреваемый формный цилиндр, согласно которому подачу фольги осуществляют путем непрерывного перематывания с одного рулона на другой со скоростью, равной скорости перемещения запечатываемого материала (см. заявку Великобритании 2338434, МПК В 44 С 1/17, 1999).
Данный способ реализован, в частности, в печатной машине модели К 61-35 фирмы KAMMANN. К недостаткам способа относится неэффективное использование фольги в случае, когда шаг тиснения существенно превышает размер наносимого изображения. На отработанной фольге при этом остаются большие неиспользованные участки.
Задачей изобретения является повышение экономичности процесса горячего тиснения и обеспечение возможности плавного регулирования скорости подачи фольги.
Поставленная задача решается путем того, что в способе горячего тиснения фольгой по гибкому материалу, перемещаемому по опорному цилиндру под нагреваемый формный цилиндр, который заключается в том, что фольгу под формный цилиндр подают перематыванием с рулона, размещенного на валу подающего устройства, на рулон, размещенный на валу принимающего устройства, согласно изобретению устанавливают скорость подачи фольги меньше скорости перемещения запечатываемого материала путем одновременного торможения валов подающего и принимающего устройств, обеспечивая за счет этого проскальзывание фольги относительно поверхности формного цилиндра при отсутствии ее контакта с запечатываемым материалом, а выравнивание упомянутых скоростей при наличии контакта достигают за счет воздействия на фольгу штампов, расположенных на формном цилиндре.
За счет регулирования соотношения тормозных усилий, прикладываемых к валам подающего и принимающего устройств, можно плавно изменять скорость подачи фольги, не останавливая работу печатной машины. При этом обеспечивается высокое качество получаемых оттисков и повышается эффективность использования фольги.
На чертеже представлено устройство, реализующее описанный выше способ.
Устройство содержит нагреваемый формный цилиндр 1 с расположенными на нем выступающими штампами 2 и обрезиненный опорный цилиндр 3, по которому перемещается гибкий запечатываемый материал 4. Рулон 5 с фольгой 6 размещают на валу 7 подающего устройства. Отработанная фольга сматывается в рулон 8, размещенный на валу 9 принимающего устройства. Тормозные устройства 10 и 11, с помощью которых осуществляется воздействие на валы 7 и 9, могут быть выполнены в виде фрикционных элементов (например, тормозных колодок), контактирующих с дисками, жестко закрепленными на упомянутых валах (на чертеже не показано). Вал 9 принимающего устройства может приводиться во вращение через муфту, допускающую его проворачивание относительно ведущего вала (на чертеже не показано).
Способ реализуется следующим образом.
Формный и опорный цилиндры 1 и 3 вращаются синхронно с одинаковой угловой скоростью. Запечатываемый материал 4, например бумажная лента, подается в зону тиснения с помощью опорного цилиндра 3. Фольга 6 непрерывно перематывается с рулона 5 на рулон 8.
С помощью ручной регулировки тормозных устройств 10 и 11 устанавливают требуемую скорость перематывания фольги 6, которая при отсутствии контакта с запечатываемым материалом 4 проскальзывает относительно поверхности формного цилиндра 1.
Во время тиснения штамп 2 вдавливает фольгу в запечатываемый материал 4, находящийся на поверхности опорного цилиндра 3. При этом за счет преодоления тормозных усилий на валах 7 и 9 обеспечивается выравнивание скоростей перемещения фольги 6 и запечатываемого материала 4 на время их контакта.
При изменении скорости подачи запечатываемого материала 4 и шага получения оттисков соответственно изменяют скорость подачи фольги 6.
На чертеже показана отработанная фольга 6 и гибкий материал 4, на который нанесены оттиски с помощью этой фольги. При равенстве скоростей перемещения фольги и материала (верхнее изображение) размер пробельных участков на отработанной фольге равен расстоянию между оттисками. При реализации предлагаемого способа (нижнее изображение) пробельные участки могут быть малы настолько, насколько это допустимо с точки зрения предотвращения разрыва фольги.
Способ горячего тиснения фольгой для повышения экономичности заключается в том, что устанавливают скорость подачи фольги меньше скорости перемещения запечатываемого материала путем одновременного торможения валов подающего и принимающего устройств. 1 ил.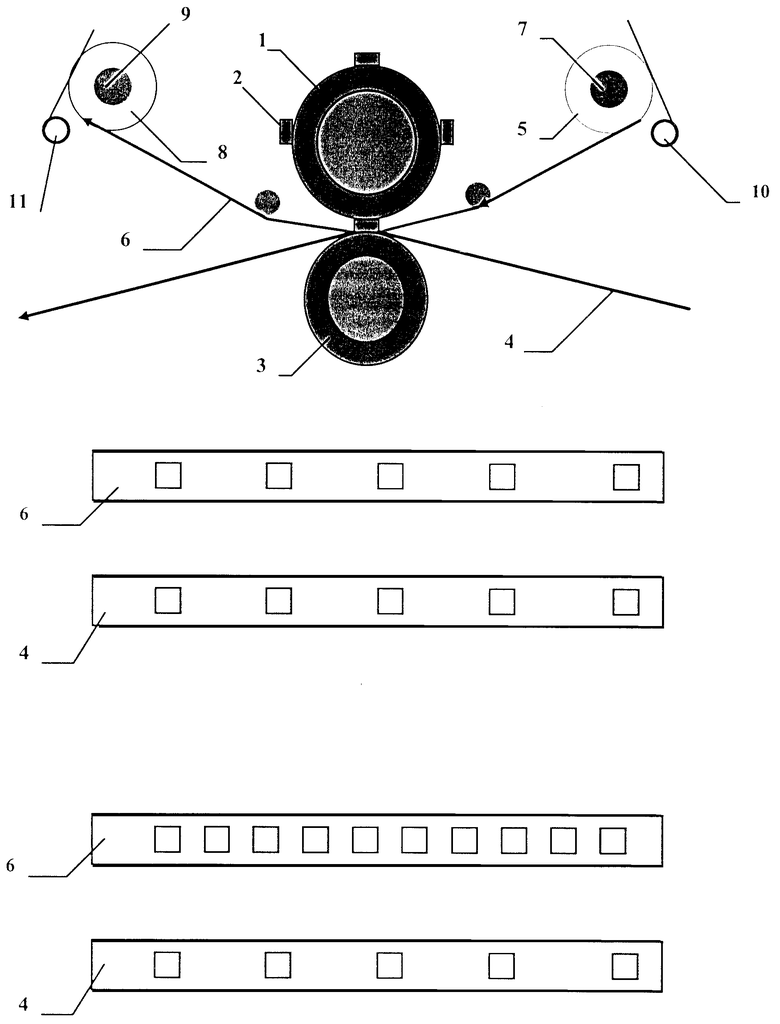
Способ горячего тиснения фольгой по гибкому материалу, который перемещают по опорному цилиндру под нагреваемый формный цилиндр, заключающийся в том, что фольгу под формный цилиндр подают перематыванием с рулона, размещенного на валу подающего устройства, на рулон, размещенный на валу принимающего устройства, отличающийся тем, что устанавливают скорость подачи фольги меньшей скорости перемещения запечатываемого материала путем одновременного торможения валов подающего и принимающего устройств, обеспечивая за счет этого проскальзывание фольги относительно поверхности формного цилиндра при отсутствии ее контакта с запечатываемым материалом, а выравнивание упомянутых скоростей при наличии контакта достигают за счет воздействия на фольгу штампов, расположенных на формном цилиндре.
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "ГОВЯДИНА С ЗЕЛЕНЫМ ГОРОШКОМ" СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2338434C1 |
| ФОЛЬГОВЫЙ АППАРАТ РОТАЦИОННЫХ ПОЗОЛОТНЫХПРЕССОВ | 0 |
|
SU167817A1 |
| US 3585093 A, 15.06.1971 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОНСЕРВИРОВАННОГО ПРОДУКТА "СИЧЕНИКИ РЫБНЫЕ УКРАИНСКИЕ" | 2007 |
|
RU2350213C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С ВОЗДУШНО-ВОДЯНЫМ ОХЛАЖДЕНИЕМ | 2023 |
|
RU2800635C1 |
