Изобретение относится к технологическому сварочному оборудованию, в частности к приспособлениям для подачи сварочной проволоки в зону сварки.
Известно устройство для подачи сварочной проволоки, содержащее полый вал электродвигателя, приводной элемент, прижимную гайку, обжимные ролики (см. авт. свид. SU 1542732 А1, В 23 К 9/12).
Недостатками известного устройства являются деформация проволоки и прерывистость ее движения.
Наиболее близким по технической сущности и достигаемому результату является механизм импульсной подачи сварочной проволоки, взятый за прототип, содержащий две электромагнитные катушки с якорями, имеющими хвостовик, расположенные внутри корпуса, и два зажима для проволоки (см. описание к патенту RU 2154560 С1, МПК7, кл. В 23 К 9/12, дата публикации 20.08.2000 г. ).
Недостатками прототипа являются прерывность подачи сварочной проволоки, имеющая место вследствие того, что хвостовик с отверстием является общим для якорей и при поочередном включении электромагнитных катушек возникает пауза в продвижении сварочной проволоки, и ее деформация, возникающая в результате движения якорей и хвостовика с проволокой в направлении, перпендикулярном оси прохождения проволоки, при поочередном заклинивании проволоки в зажимах механизма.
Техническая задача - достижение плавности подачи сварочной проволоки и устранение ее деформации при подаче в зону сварки.
Технический результат достигается тем, что в механизме подачи сварочной проволоки, содержащем зажимы для проволоки, в отличие от известного, имеется два пневмогидроцилиндра, каждый из которых содержит полый шток для прохождения проволоки и поршень, в котором расположен зажим для проволоки, причем пневмогидроцилиндры связаны между собой узлом управления, который может состоять из дросселя, гидроклапана и пневмораспределителя. Зажимы для проволоки могут быть выполнены в виде зажимных клиноплунжерных пар.
Плавность подачи сварочной проволоки достигается за счет того, что когда проволока зажимается зажимом одного из пневмогидроцилиндров и проталкивается на величину хода поршня, поршень другого пневмогидроцилиндра возвращается в исходное положение посредством узла управления и уже в другом месте зажимает проволоку своим зажимом и начинает ее проталкивать, как только в первом пневмогидроцилиндре проволока отпускается. Таким образом паузы между концом работы одного пневмогидроцилиндра и началом работы другого нет.
Деформация сварочной проволоки отсутствует вследствие ее прямолинейного движения вместе с полым штоком пневмогидроцилиндра, который направляет ее движение.
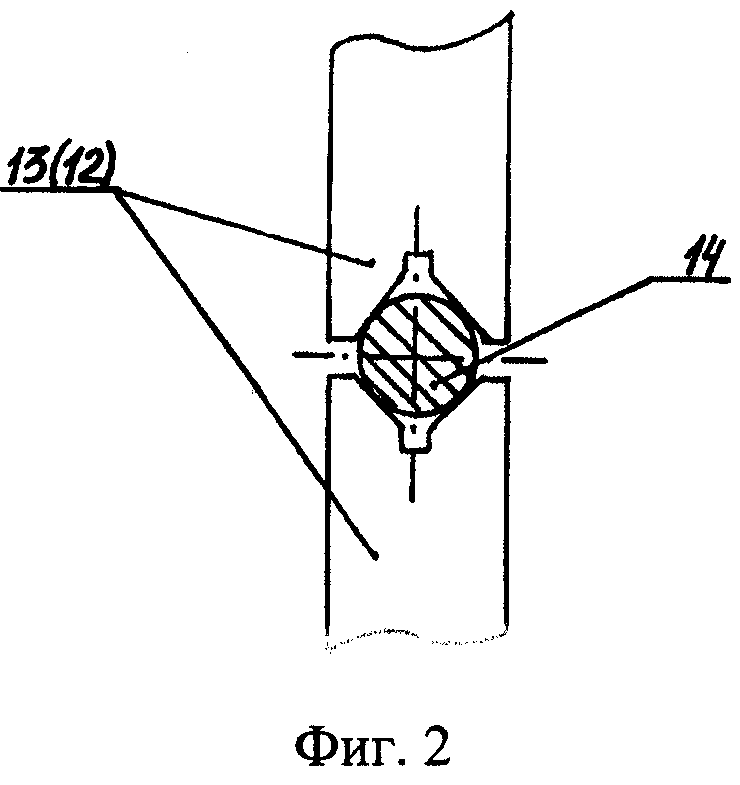
На фиг. 1 представлена схема механизма подачи сварочной проволоки.
На фиг. 2 представлена схема закрепления сварочной проволоки плунжерами механизма зажима.
Механизм содержит станину 1, на которой соосно расположены два пневмогидроцилиндра 2 и 3, каждый из которых имеет полый шток 4, 5 и поршень 6, 7, состоящий из левой части поршня 8, 9, правой части поршня 10, 11 и содержащий зажим для проволоки, выполненный в виде зажимной клиноплунжерной пары 12, 13. Проволока 14 разматывается с бобины 15. Механизм снабжен узлом управления, содержащим дроссель 16, гидроклапан 17 и пневмораспределитель 18, соединенные между собой, а также с пневмогидроцилиндрами при помощи трубопровода 19 и воздуховода 20. Сварочная проволока подается в наконечник сварочной горелки 21.
Механизм подачи сварочной проволоки работает следующим образом.
Сварочную проволоку 14 разматывают с бобины 15 и заводят в отверстие полого штока 4, проталкивают в отверстие полого штока 5 и подают в наконечник сварочной горелки 21. С помощью пневмораспределителя 18 и воздуховода 20 подается давление воздуха в левую полость пневмогидроцилиндра 3, при этом перемещается левая часть поршня 9, фиксирует проволоку 14 в зажиме 13 (см. фиг. 2), и поршень 7 плавно перемещается вместе с полым штоком 5 и сварочной проволокой 14, которая подается в наконечник сварочной горелки 21.
В правой полости пневмогидроцилиндра 3 находится жидкость, которая выпускается при перемещении поршня 7 посредством дросселя 16, гидроклапана 17 и трубопровода 19 в пневмогидроцилиндр 2, поршень 6 которого перемещается в исходное положение - вытесняется воздух, выходящий посредством пневмораспределителя 18 и воздуховода 20. Когда поршень 7 пневмогидроцилиндра 3 вытесняет всю жидкость из правой полости пневмогидроцилиндра 3 и доходит до конечной точки хода поршня, давление воздуха перестает подаваться в левую полость пневмогидроцилиндра 3, при этом перемещение левой части поршня 9 прекращается и зажим 13 разжимается, проволока 14 оказывается не зажатой.
В этот момент поршень 6 пневмогидроцилиндра 2 находится в исходном положении. С помощью пневмораспределителя 18 и воздуховода 20 подается давление воздуха в левую полость пневмогидроцилиндра 2, при этом перемещается левая часть поршня 8, которая фиксирует проволоку 14 в зажиме 12 (см. фиг.2), и поршень 6 плавно перемещается вместе с полым штоком 4 и сварочной проволокой 14, которая подается в наконечник сварочной горелки 21.
Из правой полости пневмогидроцилиндра 2 выпускается жидкость при перемещении поршня 6 посредством дросселя 18, гидроклапана 17 и трубопровода 19 в пневмогидроцилиндр 3, поршень 7 которого перемещается в исходное положение - воздух вытесняется и выходит посредством пневмораспределителя 18 и воздуховода 20. Когда поршень 6 пневмогидроцилиндра 2 вытесняет всю жидкость из правой полости пневмогидроцилиндра 2 и доходит до конечной точки хода поршня, давление воздуха перестает подаваться в левую полость пневмогидроцилиндра 2, при этом перемещение левой части поршня 8 прекращается и зажим 12 разжимается, проволока 14 оказывается не зажатой.
Затем сварочная проволока 14 зажимается в зажиме пневмогидроцилиндра 3 и процесс повторяется необходимое число раз.
Таким образом паузы между последовательной работой пневмгидроцилиндров 2 и 3 нет и сварочная проволока 14 подается непрерывно - плавно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования полых оболочек (ее варианты) | 1982 |
|
SU1101312A1 |
| УСТРОЙСТВО ДЛЯ СМАЗЫВАНИЯ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1994 |
|
RU2085422C1 |
| СИЛОВАЯ ГОЛОВКА | 1992 |
|
RU2009784C1 |
| Механизм привода сжатия машины для приварки стержней в тавр | 1989 |
|
SU1742003A1 |
| ПОРШНЕВАЯ МАШИНА | 2004 |
|
RU2267012C1 |
| ЗАГРУЗОЧНОЕ УСТРОЙСТВО ДЛЯ ДОЗИРОВАНИЯ СЫПУЧЕГО МАТЕРИАЛА | 1994 |
|
RU2091717C1 |
| ПОРШНЕВАЯ МАШИНА | 2005 |
|
RU2301343C1 |
| УСТРОЙСТВО ДЛЯ РЕКУПЕРАЦИИ ЭНЕРГИИ ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2193977C2 |
| ПОРШНЕВАЯ МАШИНА | 2007 |
|
RU2336419C1 |
| Многопозиционный агрегатный станок | 1989 |
|
SU1779544A1 |
Изобретение относится к технологическому сварочному оборудованию, в частности к приспособлениям для подачи сварочной проволоки в зону сварки. Механизм снабжен двумя пневмогидроцилинцрами, каждый из которых содержат полый шток для прохождения проволоки и поршень, в котором расположен зажим для проволоки. Пневмогидроцилиндры связаны между собой узлом управления. Зажимы могут быть выполнены в виде клиноплунжерных пар. Узел управления может состоять из дросселя, гидроклапана и пневмораспределителя. Таким выполнением механизма достигается плавность подачи сварочной проволоки и устранение ее деформации при подаче в зону сварки. 2 з.п. ф-лы, 2 ил.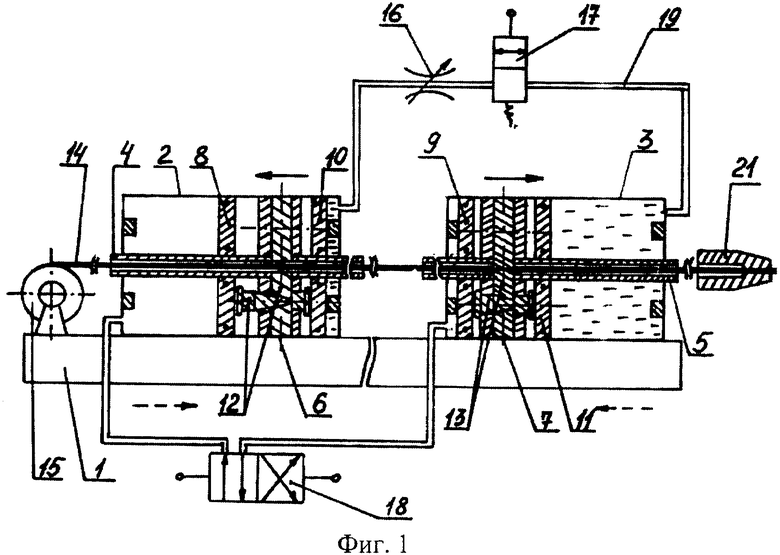
| МЕХАНИЗМ ИМПУЛЬСНОЙ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 1999 |
|
RU2154560C1 |
| Механизм для подачи сварочной проволоки | 1978 |
|
SU703266A1 |
| Устройство для измерения тепловых потоков | 1959 |
|
SU124170A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US 5399837, 21.03.1995. | |||

