Изобретение относится к области черной металлургии, в частности к производству стали в мартеновских печах.
Известна ванна мартеновской печи, содержащая задний и передний откосы, поперечные откосы и под. Задний и передние откосы выполнены с плавно изменяющимся углом наклона, убывающим по мере приближения к поду печи (Абросимов Е. А. и др. "Металлургия стали", М., ГНТИЛ по черной и цветной металлургии, с. 553 - 556, рис. 171б).
Мартеновский способ выплавки стали основан на технологии перемешивания слоев расплавленного металла в ванне печи в процессе выплавки. Основным недостатком этого исполнения ванны мартеновской печи является отсутствие установки донной продувки, что приводит к недостаточно активному участию в перемешивании тех слоев металла, которые не насыщены пузырьками газа донной продувки.
Известно применение для футеровки подины электродуговых печей набивной массы Ankerharth, разработанной фирмой Veitsch - Radex, высокие эксплуатационные свойства которой позволили применить донную продувку на базе системы VVS, конструктивные особенности которой позволяют осуществлять целенаправленную регулируемую подачу газа в расплав металла по возможно большей его поверхности, повысить эффективность перемешивания слоев расплавленного металла в ванне печи в процессе выплавки стали. При этом стойкость подины многократно повышается - свыше 600 плавок (Josse Bachmayer, Walter Hirtenlehner, "NEUSTE ERFAHRUNGEN MIT BEDECKTEMENE - OFENSPULEN", Vortrag gehalten beim Kurzseminar in Kladno, TSCHECHIEN am 30 Juni 1993, p. 1-20; Кузнецов A.B., Шумахер Э.А. "Опыт применения различных видов огнеупоров для футеровки сверхмощной электродуговой печи", Сталь N 1, 2000, Москва, ООО "Интермет Инжиниринг", с. 29-32).
Наиболее близкой по технической сущности и достигаемому результату к изобретению является ванна мартеновской печи, содержащая задний и передний откосы, внутренняя поверхность которых выполнена по высоте с изменяющимся углом наклона по мере приближения к сопряженному с ними поду, в котором размещена установка донной продувки на базе системы VVS, и поперечные откосы (Купшис Э. "Донная продувка мартеновских печей системы VVS", Сталь N 1, 2000, с. 21-22).
Специально разработанная для мартеновских печей технология продувки через подину печи нейтральными газами при помощи установки донной продувки на базе системы VVS позволяет повысить производительность на 3-7%, улучшить качество стали за счет интенсивного перемешивания жидкой ванны, снизить расход энергоресурсов и горячие простои в 3 раза, расход огнеупоров и магнезита в 2 раза.
Недостатком известной конструкции ванны мартеновской печи является недостаточное участие столбов металла, не насыщенных пузырьками газа донной продувки, в подпоре слоев металла, насыщенных указанными пузырьками, что приводит к снижению эффективности перемешивания слоев металла. Отмеченное не позволяет в полной мере использовать достоинства донной продувки на базе системы VVS.
Желаемым техническим результатом изобретения является устранение указанных недостатков, разработка конструкции ванны мартеновской печи, позволяющей повысить технико-экономические показатели плавки за счет создания условий для максимального использования достоинств донной продувки путем обеспечения дополнительного перемешивания слоев металла.
Это достигается тем, что в известной ванне мартеновской печи, содержащей задний и передний откосы, внутренняя поверхность которых выполнена по высоте с изменяющимся углом наклона по мере приближения к сопряженному с ними поду, в котором размещена установка донной продувки на базе системы VVS, и поперечные откосы, по изобретению внутренняя поверхность, по меньшей мере, заднего откоса выполнена по высоте с увеличивающимся углом наклона по мере приближения к поду при плавном переходе между внутренними поверхностями пода и откоса.
Кроме того, внутренняя поверхность, по меньшей мере, заднего откоса выполнена в виде кривой второго порядка или в виде ломаной кривой.
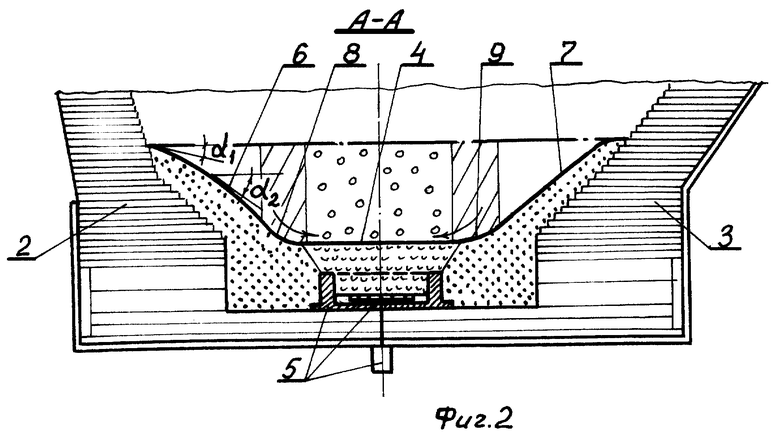
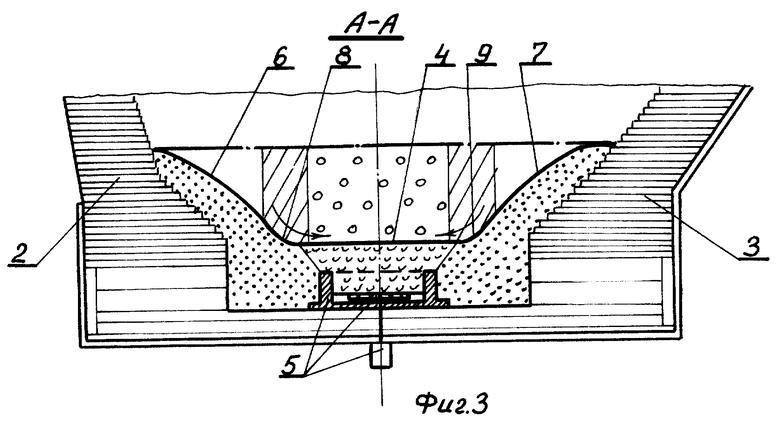
Ванна мартеновской печи пояснена схематически чертежами на фиг. 1 - 7. На фиг. 1 приведена схема продольного разреза ванны, на фиг. 2 и 3 - поперечный разрез А-А на фиг. 1 - варианты исполнения продольных откосов ванны, на фиг. 4 - 7 - исследованные варианты исполнения продольных откосов ванны.
Ванна содержит два поперечных откоса 1 (фиг. 1), два продольных откоса: 2 на стороне задней стенки и 3 на стороне передней стенки (фиг. 2 и 3), под 4 и элементы 5 донной продувки ванны нейтральным газом на базе системы VVS. Продольный откос 2 имеет внутреннюю поверхность 6, продольный откос 3 имеет внутреннюю поверхность 7. Набивка внутренней части ванны выполнена огнеупорной массой Ankerharth различной газопроницаемости. Внутренние поверхности 6 и 7 имеют плавный переход 8 и 9 соответственно в контакте с поверхностью пода.
Внутренняя поверхность по меньшей мере одного из продольных откосов ванны, например, 6 (фиг. 2), а по большей мере обоих продольных откосов ванны 6 и 7 (фиг. 3) выполнена с увеличивающимся углом наклона αi по мере приближения к поду 4 ванны с плавным переходом 8 и 9 между поверхностью пода 4 и соответственно поверхностями 6 и 7 откосов, т.е. углы α1 и α2 на фиг. 2 связаны соотношением α1< α2. Элементы 5 обеспечивают подачу нейтрального газа через под 4 ванны, образуя столбы металла, насыщенные этим газом (см. на фиг. 2 и 3). Каждый из этих столбов металла легче расположенного рядом столба металла без насыщения указанным газом (на фиг. 2 и 3 заштриховано). В результате столб металла без насыщения указанным нейтральным газом вытесняет столб металла, насыщенный этим газом (на фиг. 2 и 3 указано стрелками) и тем самым способствует дополнительному перемешиванию слоев металла.
Выполнение внутренних поверхностей 6 и 7 продольных откосов 2 и 3 соответственно с увеличивающимся углом наклона αi по мере приближения к поду ванны обеспечивает наилучшее перемешивание слоев металла, а наличие плавных переходов 8 и 9 между поверхностями пода и продольных откосов создает лучшие условия для затягивания металла в район действия подаваемого нейтрального газа.
Исполнение внутренних поверхностей 6 и 7 продольных откосов 2 и 3 ванны одинаково по очертанию (по форме), но в основном отличается размерами, что определено различием параметров продольных откосов 2 и 3. Это же относится к исполнению плавных переходов 8 и 9.
При этом очертание (форма) внутренних поверхностей 6 и 7 продольных откосов 2 и 3 может быть выполнено по кривой второго порядка или в виде ломаной кривой, но в любом случав исполнения угол наклона возрастает по мере приближения к поду ванны.
При исполнении внутренних поверхностей 6 и 7 продольных откосов 2 и 3 учитывают рекомендации о необходимости иметь углы αi наклона этих поверхностей не более 40...45o. Однако при необходимости иметь более крутые продольные откосы используют одноразовые шаблоны, сваренные из листовой стали. После набивки массу накрывают листами жести (см., например, "Сталь", N 1, 2000 г., с. 30).
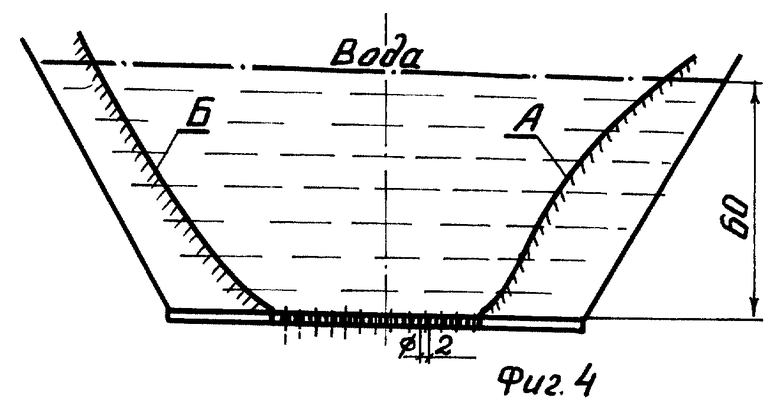
Для подтверждения указанных положений в масштабе 1:15 из плексигласа изготовили ванну 130 т мартеновской печи. В поде ванны просверлили отверстия диаметром 2 мм и под подом насыпали шлиф-корунд фракцией 0,5...0,8 мм. В соответствии с фиг. 1 к поду подвели воздух давлением около 1 атм.
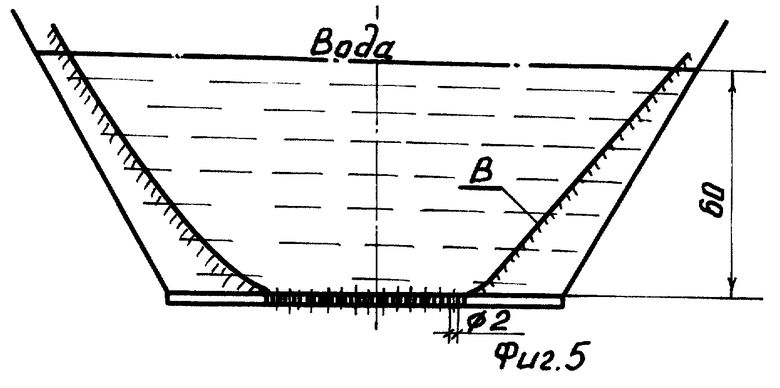
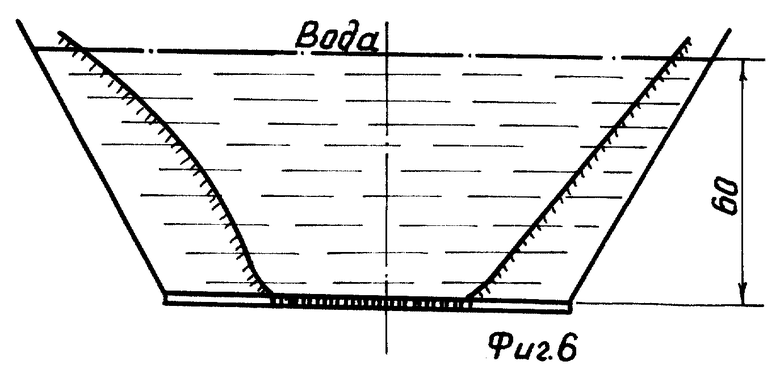
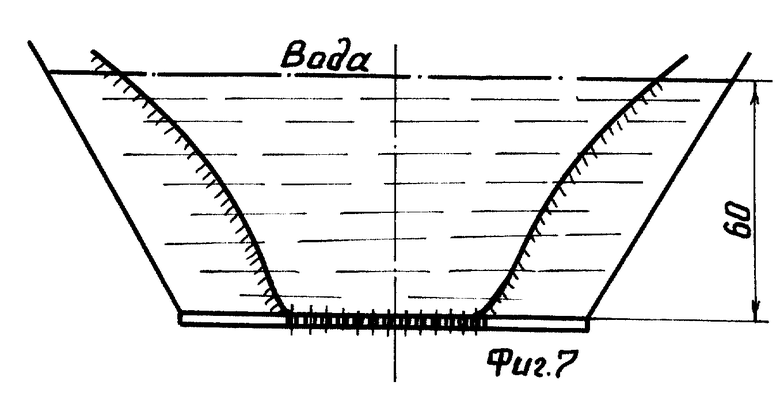
В ванну налили воду высотой 60 мм, уровень которой приняли постоянным. Исследовали влияние различных вариантов исполнения внутренней поверхности продольных откосов (см. А, Б и В на фиг. 4-7) на процесс перемешивания слоев воды. Интенсивность процесса перемешивания слоев воды оценивали по времени рассасывания капли чернил, подливаемой в воду. По каждой схеме на фиг. 4-7 выполнено 20 измерений на разных участках по длине ванны. Таким образом для варианта А имели данные 80 измерений, для Б - 40 измерений и для В - 40 измерений.
Получили:
- вариант В исполнения внутренней поверхности продольных откосов в сравнении с вариантом А в 2,1 раза хуже способствует перемешиванию слоев воды;
- вариант Б исполнения внутренней поверхности продольных откосов в сравнении с вариантом А в 1,8 раза хуже способствует перемешиванию слоев воды;
- наилучшие показатели по перемешиванию слоев воды получили при исполнении внутренней поверхности продольных откосов по варианту А (см. фиг. 4, 6 и 7).
Рекомендуемое настоящим техническим предложением исполнение поверхностей откосов ванны печи может быть реализовано и на поперечных откосах. Однако следует иметь в виду, что эффективность этой реализации будет заметно меньше рассмотренной на продольных откосах, хотя в целом может дополнительно улучшить перемешивание слоев металла.
Таким образом, применение предложенной ванны мартеновской печи позволяет дополнительно к скрытой донной продувке газами на базе системы VVS существенно повысить перемешивание слоев металла, что улучшает технико-экономические показатели процесса мартеновской плавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА МАРТЕНОВСКОЙ ПЕЧИ | 2000 |
|
RU2163331C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ И МАРТЕНОВСКАЯ ПЕЧЬ ДЛЯ ВЫПЛАВКИ СТАЛИ | 2001 |
|
RU2197534C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В МАРТЕНОВСКОЙ ПЕЧИ | 2001 |
|
RU2197533C2 |
| СПОСОБ ПЕРЕМЕШИВАНИЯ СТАЛИ В КОВШЕ | 2001 |
|
RU2197540C2 |
| ПРОДУВОЧНЫЙ ЭЛЕМЕНТ АГРЕГАТА ДЛЯ ПОЛУЧЕНИЯ ИЛИ ДОВОДКИ СТАЛИ | 2003 |
|
RU2230796C1 |
| СПОСОБ ВОЗДЕЙСТВИЯ НА ХИМИЧЕСКИЙ СОСТАВ ЖИДКОЙ СТАЛИ И КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288280C1 |
| СПОСОБ БОКОВОЙ ПОДАЧИ ГАЗА ПОД УРОВЕНЬ ЖИДКОГО МЕТАЛЛА ВАННЫ ЭЛЕКТРОДУГОВОЙ ПЕЧИ | 2003 |
|
RU2233891C1 |
| ПЕЧЬ ДЛЯ ПОЛУЧЕНИЯ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2006 |
|
RU2331031C2 |
| ФУРМЕННОЕ УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ ГАЗОВЫХ СРЕД ПОД УРОВЕНЬ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2235135C1 |
| СПОСОБ ПРОДУВКИ МЕТАЛЛА В ВАННЕ ПОДОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2004 |
|
RU2265063C1 |
Изобретение относится к металлургии, в частности к производству стали в мартеновских печах. Ванна мартеновской печи содержит задний и передний откосы, внутренняя поверхность которых выполнена по высоте с изменяющимся углом наклона по мере приближения к сопряженному с ними поду, в котором размещена установка донной продувки на базе системы VVS, и поперечные откосы. Внутренняя поверхность, по меньшей мере, заднего откоса выполнена по высоте с увеличивающимся углом наклона по мере приближения к поду при плавном переходе между внутренними поверхностями пода и откоса. Внутренняя поверхность, по меньшей мере, заднего откоса выполнена в виде кривой второго порядка или в виде ломаной кривой. Технический результат - разработка конструкции ванны мартеновской печи, позволяющей повысить технико-экономические показатели плавки за счет создания условий для максимального использования достоинств донной продувки путем обеспечения дополнительного перемешивания слоев металла. 2 з.п.ф-лы, 7 ил.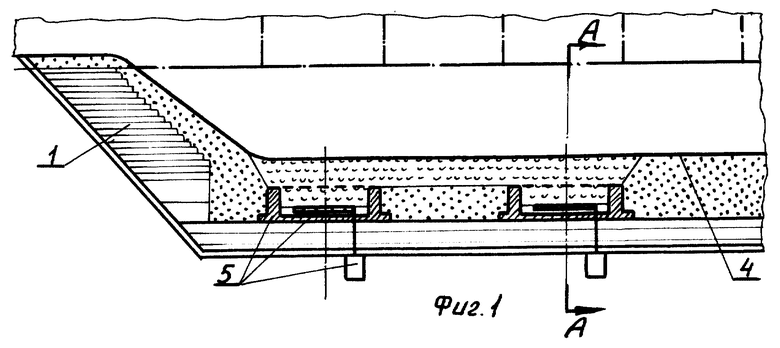
| КУПШИС Э | |||
| Донная продувка мартеновских печей системы VVS | |||
| - М.: ООО "Интермет Инжиниринг", Сталь, N 1, 2000, с.21-22 | |||
| Мартеновская печь | 1983 |
|
SU1164275A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ПОВРЕЖДЕНИЯ ЗЕРНА ВРЕДНОЙ ЧЕРЕПАШКОЙ | 0 |
|
SU257852A1 |
| RU 2064019 Cl, 27.07.1996 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| УПЛОТНЕНИЕ, СОДЕРЖАЩАЯ ЕГО СИСТЕМА И СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ | 2010 |
|
RU2504933C2 |
| DE 2951826, 19.05.1982 | |||
| Вакуумный термический деаэратор | 1974 |
|
SU560834A1 |
| US 4396178, 02.08.1983. | |||

