Изобретение относится к металлургии, к литейному производству и используется при разливке металлов и сплавов в формы.
Известна установка заливки жидкого металла и сплавов в формы на конвейере, содержащем тележку, имеющую рольганг, заливочное устройство и сменные ковши (чертеж А-1194 фирмы "Секаст"). Недостатками установки являются сложность заливочного устройства, невозможность его перемещения поперек конвейера, а также отсутствие устройства для слива остатков металла из ковша.
Наиболее близким техническим решением по выполняемым функциям и достигаемому результату является установка заливки жидкого металла и сплавов в формы (чертеж 4126.00.00.00 СБ "НИИТАвтопром"), включающая тележку с установленным на ней рольгангом, заливочное устройство и сменные ковши. Данное техническое устройство имеет следующие недостатки:
- установка может работать одновременно только с одним ковшом;
- установка не имеет устройства для слива остатков металла.
Решаемой задачей заявляемого технического решения является расширение технологических возможностей, повышение производительности труда, улучшение условий труда.
Указанная задача решается тем, что установка заливки жидкого металла в формы содержит тележку с приводом, устройство для заливки форм, сменные ковши. Рольганг на тележке имеет длину, достаточную для установки 3 ковшей с зазорами между ними. Тележка с противоположной стороны от заливочного устройства имеет устройство для слива остатков металла с вилами, а ковши - элемент с отверстиями под вилы.
Длина рольганга, позволяющая производить установку на него до 3 ковшей с зазорами между ними, позволяет производить с ними операции заливки форм или слива остатков металла и одновременную смену ковшей. Все это повышает производительность установки.
Наличие у сменных ковшей дополнительных элементов для работы с устройством для слива остатков металла позволяет расширить технологические возможности установки, а также улучшить условия труда.
Устройство для слива остатков металла, имеющее привод для опрокидывания ковша, позволяет повысить производительность установки, улучшить условия труда, расширяет технологические возможности установки.
На фиг. 1 показан общий вид установки со сменными ковшами в разных позициях; одновременно на установке может находиться от одного до 2 ковшей;
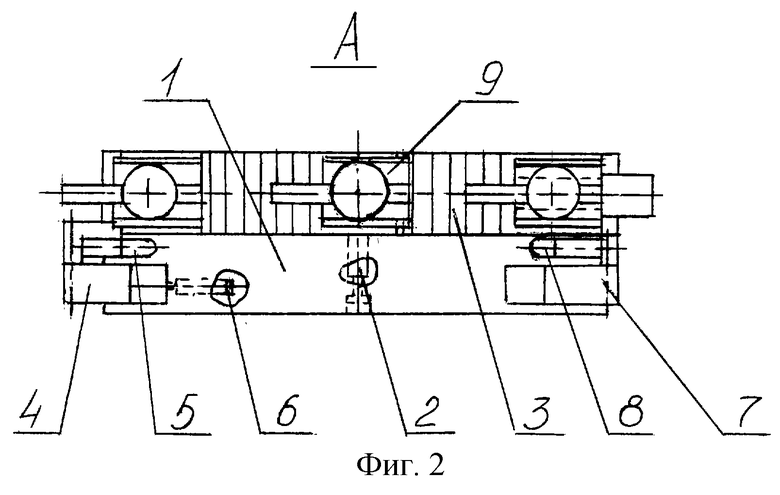
на фиг.2 - вид А на фиг.1;
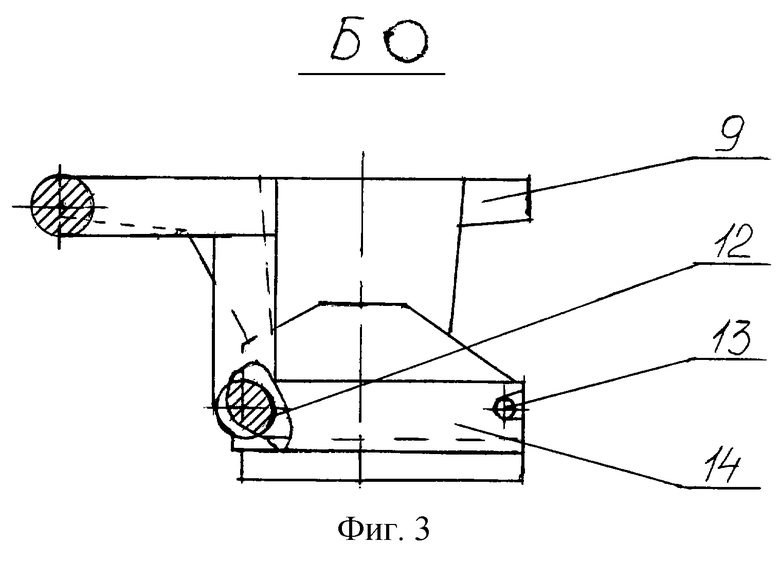
на фиг.3 - элемент Б на фиг.1;
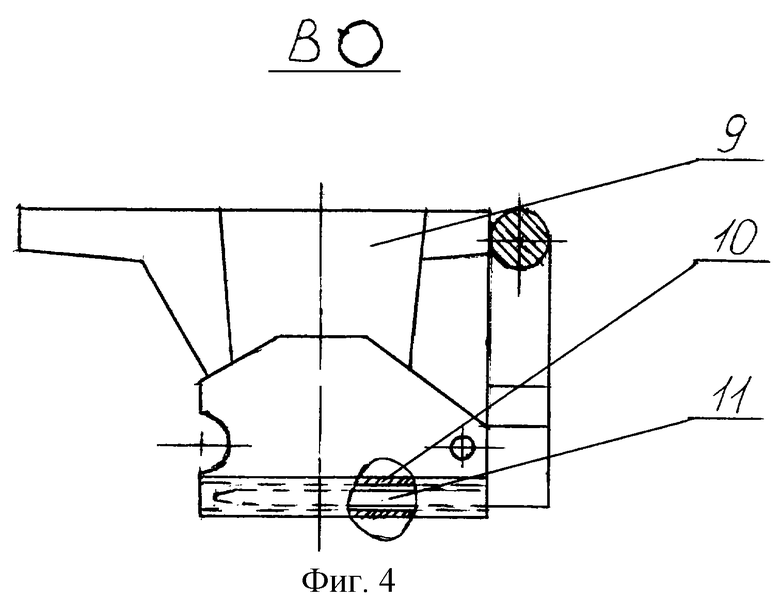
на фиг.4 - элемент В на фиг.1.
Установка заливки жидкого металла и сплавов в формы содержит тележку 1, снизу которой расположен привод ее перемещения 2, а сверху - приводной рольганг 3, заливочное устройство 4 с приводом опрокидывания ковша 5 и с приводом его перемещения 6, устройство для слива остатков металла 7 из ковшей с приводом их опрокидывания 8 и от одного до двух сменных ковшей 9, имеющих элементы 10 для ввода в их отверстия вил 11, а также опорные поверхности 12 цапфы 13 для опоры захватов 14.
Установка заливки жидкого металла и сплавов в формы работает следующим образом: один из ковшей 9 с жидким металлом ставится на рольганг 3 в центре тележки 1 и перемещается рольгангом к заливочному устройству 4 до контакта поверхностей 12 и цапф 13 с захватами 14. Привод 5 захватами 14 опрокидывает ковш 9, предварительно выставив его носок относительно заливочной чаши формы приводами 2 и 6. Начинается заливка форм. После опорожнения ковша он опускается на рольганг 3 и транспортируется им к устройству для слива остатков металла 7 до ввода в отверстия элементов 10 вил 11, которые с помощью привода 8 опрокидывают ковш, из которого сливаются остатки металла. Одновременно с этим на рольганг 3 в центре тележки 1 ставится второй ковш 9 с металлом. После опускания пустого ковша приводом 8 на рольганг 3 он включается и транспортирует полный ковш к заливочному устройству 4, а пустой - к середине тележки 1. Пустой ковш снимается с тележки для наполнения металлом, а полный - с помощью заливочного устройства 4 начинает заливку форм. Затем цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЗАБОРА И ТРАНСПОРТИРОВАНИЯ ЖИДКОГО АЛЮМИНИЯ | 2001 |
|
RU2207406C2 |
| КАМЕРА ПРЕССОВАНИЯ ДЛЯ ПРЕСС-ФОРМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2001 |
|
RU2205725C2 |
| Установка для литья по выплавляемым моделям | 1981 |
|
SU1003995A1 |
| СПОСОБ ПОЛУЧЕНИЯ МАЛОГАБАРИТНЫХ ОТЛИВОК ИЗ ВЫСОКОАКТИВНЫХ МЕТАЛЛОВ И СПЛАВОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319578C1 |
| УНИВЕРСАЛЬНЫЙ БЛОК ДЛЯ СМЕННЫХ ПАКЕТОВ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2135323C1 |
| ВЕНТИЛЬ ДЛЯ МЕТАЛЛУРГИЧЕСКИХ ЕМКОСТЕЙ | 1998 |
|
RU2135326C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| Установка для горизонтального непрерывного литья чугуна | 1983 |
|
SU1109247A1 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С КОМПАКТНЫМИ ВКЛЮЧЕНИЯМИ ГРАФИТА | 2001 |
|
RU2201967C2 |
Изобретение относится к литейному производству и может быть использовано при разливке металлов и сплавов в формы. Установка для заливки металла в формы содержит тележку с приводом, приводным рольгангом, устройством для заливки форм, устройством для слива остатков металла из ковша, снабженным вилами, и сменный ковш, выполненный с отверстиями для ввода вил. Устройство для слива остатков металла из ковша, размещенное на тележке с противоположной стороны от заливочного устройства и имеющее привод для опрокидывания ковша, расширяет технологические возможности установки. Длина рольганга, достаточная для установки на нем трех ковшей с зазорами между ними, позволяет производить операции заливки форм или слива остатков металла и одновременную смену ковшей. Следовательно, повышается производительность установки. 1 з.п. ф-лы, 4 ил.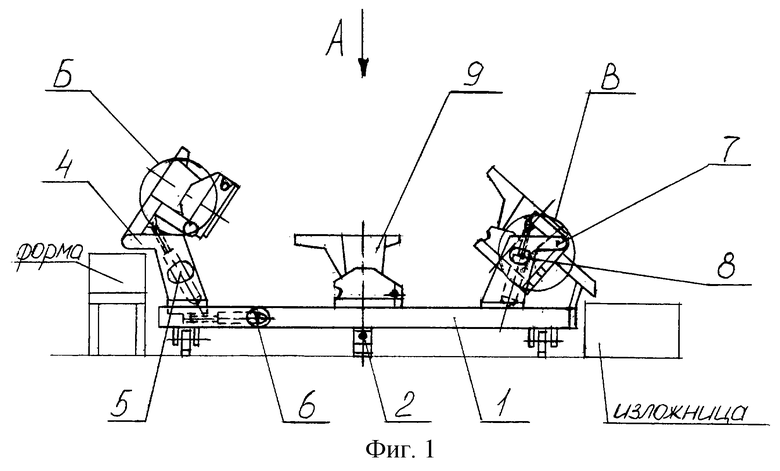
| Приспособление для автоматического передвижения мишеней | 1926 |
|
SU4126A1 |
| Заливочная машина | |||
| "НИИТАвтопром" | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| DE 3717220 A1, 08.12.1988 | |||
| US 3940021, 24.02.1974 | |||
| Устройство для заливки литейных форм | 1988 |
|
SU1733191A1 |

