Изобретение относится к металлургической промышленности, а именно к ваннам горячего цинкования.
Известна ванна электропечи для горячего цинкования, содержащая стальной корпус, футеровку из огнеупорного материала, опорный корпус, размещенный под рабочим слоем, теплоизоляционный слой футеровки, толщина которого определяется из соотношения
где δ1 - толщина рабочего слоя футеровки,
δ2 - толщина теплоизоляционного слоя футеровки,
λ1 - коэффициент теплопроводности рабочего слоя футеровки,
λ2 - коэффициент теплопроводности теплоизоляционного слоя футеровки
(патент РФ 216358, МКП С 21 D 1/48, 1998).
Недостатком известной ванны электропечи для горячего цинкования являются низкие эксплуатационные качества.
Наиболее близким аналогом предлагаемого изобретения является установка на ванне для нанесения горячих покрытий, включающая колпак над поверхностью ванны, воздушные ножи, воздухопровод и вентилятор (DE 4010801 А1, МПК 7 С 23 С 2/20, 1991).
В указанном аналоге задачей изобретения является получение тонкого равномерного горячего покрытия на поверхности металлопродукции. Недостатком этой установки является окисление цинка на поверхности ванны с расплавом.
Задачей предложенного изобретения является предотвращение окисления цинка на поверхности ванны жидкого цинкования при покрытии стального листа, улучшение качества оцинкованной поверхности металлопродукции и снижение отходов горячего цинкования - дросса.
Образование дроссов связано с тем, что оно происходит за счет окисления цинка и добавок алюминия и свинца, находящихся в горячем расплаве, где образуются интерметаллиды при прохождении полосы через него. Образующиеся в ванне цинкования легкие соединения всплывают на поверхность расплава в зоне погружения листа в ванну, налипают на стальную поверхность и ухудшают ее качество. Удаление дросса - трудоемкая операция, требующая остановки процесса горячего цинкования и не всегда обеспечивающая полное его удаление.
Техническим результатом изобретения является предотвращение образования дросса и за счет этого - улучшение качества поверхности оцинкованного листа.
Указанный технический результат достигается тем, что термоустановка на ванне для цинковая содержит над поверхностью ванны колпак с патрубком, к которому присоединен вентилятор и воздушные ножи с воздухопроводом, при этом ванна дополнительно содержит нагревательные элементы, установленные в нижней части колпака, выполненного разъемным, и горелки, установленные в воздухопроводе воздушных ножей, а воздухопровод воздушных ножей может быть соединен с воздухопроводом отходящих газов печи отжига стального проката, а вентилятор установлен с возможностью создания пониженного давления под разъемным колпаком. В воздухопроводе воздушных ножей имеется фильтр.
Предлагаемая термоустановка на ванне горячего цинковая за счет имеющихся нагревательных элементов, находящихся в нижней части разъемного колпака, а также горелок, находящихся в воздухопроводе воздушных ножей при нагреве и горении в воздушном потоке образуют продукты горения СО2, NOx и др., способствующие предотвращению окисления цинкового расплава. Имеющийся вентилятор создает пониженное давление под разъемным колпаком, обеспечивая направленное движение продуктов горения над поверхностью расплава цинка в ванне цинкования. Отсутствие кислорода в потоке газов, проходящих через воздушные ножи и его пониженное содержание над поверхностью расплава цинка в ванне, позволяют снизить процесс окисления и образования дросса и, таким образом, способствуют улучшению качества поверхности стального листа. Улучшение качества поверхности стального листа при оцинковании может быть достигнуто и за счет использования отходящих газов печи отжига стального проката, приводящих к снижению или предотвращению окисления цинкового расплава и уменьшению образования дросса.
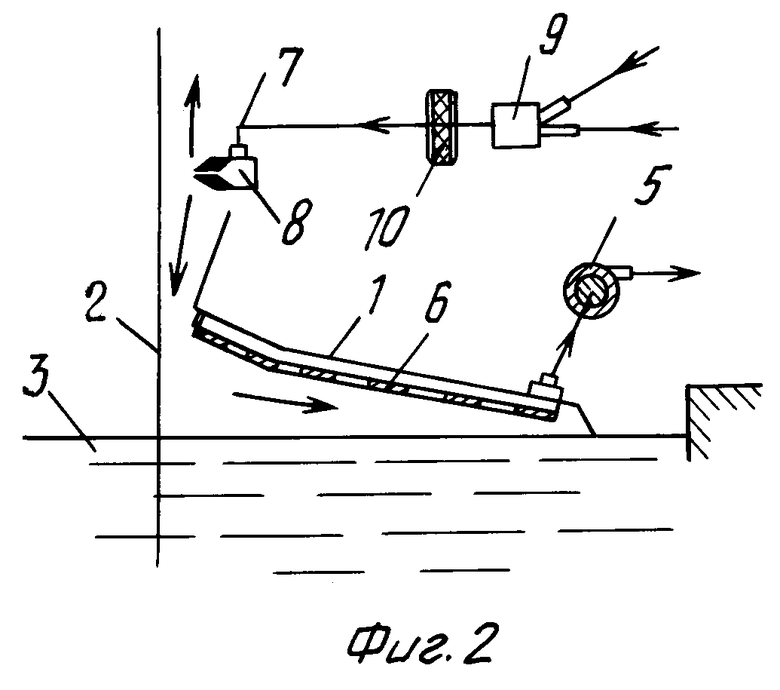
На чертежах показана термоустановка на ванне для цинкования: на фиг.1 - общий вид, на фиг.2 - схема.
Термоустановка на ванне для цинкования содержит разъемный колпак 1, установленный в области выхода стального листа 2 из ванны 3, при этом на колпаке имеется патрубок 4, соединенный с вентилятором 5, в нижней части колпака 1 находятся нагревательные элементы 6, а в воздухопроводе 7 воздушных ножей 8 имеются горелки 9 и фильтр 10, а разъемный колпак 1 соединен с кронштейнами 11, закрепленными на кожухе 12 ванны 3, шарнирно; воздухопровод 7 воздушных ножей 8 может быть присоединен к воздухопроводу отходящих газов печи отжига (на чертеже воздухопровод отходящих газов печи отжига не показан).
Принцип действия термоустановки на ванне для цинкования следующий. Воздушные ножи 8 обеспечивают съем расплава цинка с двигающегося стального листа 2 из горячей ванны 3; горелки 9 в воздухопроводе 7 снижают содержание кислорода в потоке воздуха, фильтр 10 очищает продукты горения, которые затем подают в воздушные ножи; вентилятор 5 создает пониженное давление под разъемным колпаком 1, обеспечивая тем самым направленное движение продуктов горения (СО3, NOx, ...) над поверхностью расплава цинка в ванне. Отсутствие кислорода в потоке газов через воздушные ножи 8, его пониженное содержание над поверхностью расплава цинка в ванне 3 позволяет снизить его окисление. Нагревательные элементы 6 также способствуют этому.
Таким образом, предлагаемая термоустановка предотвращает окисление цинкового расплава и способствует улучшению качества оцинкованной металлопродукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ДЛЯ ПЕРЕРАБОТКИ ДРОССА В ЛИНИИ АГРЕГАТА НЕПРЕРЫВНОГО ГОРЯЧЕГО ЦИНКОВАНИЯ | 2000 |
|
RU2206846C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИНКА ИЗ ЦИНКОВОГО ДРОССА | 1999 |
|
RU2150524C1 |
| КОЛПАКОВАЯ ПЕЧЬ | 1999 |
|
RU2173718C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ СТАЛИ | 1999 |
|
RU2185450C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО МЕТАЛЛА ВЫСШИХ КАТЕГОРИЙ ВЫТЯЖКИ С ТОНЧАЙШИМ ЦИНКОВЫМ ПОКРЫТИЕМ С ПРЕВОСХОДНОЙ ШТАМПУЕМОСТЬЮ | 1997 |
|
RU2128719C1 |
| СПОСОБ ЦИНКОВАНИЯ И ЦИНКОВАНИЯ ПОД ОТЖИГ ПРИ ИСПОЛЬЗОВАНИИ ВАННЫ С ЦИНКОМ И АЛЮМИНИЕМ | 1999 |
|
RU2241063C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦИНКА ИЗ ЦИНКОВОГО ДРОССА | 1994 |
|
RU2075525C1 |
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2003 |
|
RU2277605C2 |
| ПЕЧЬ-ВАННА ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ НАГРЕВА РАСПЛАВА | 2002 |
|
RU2221896C1 |
| ПРОТЯЖНАЯ ПЕЧЬ ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 1988 |
|
SU1570443A3 |
Изобретение относится к металлургической промышленности, а именно к ваннам горячего цинкования. Термоустановка на ванне для цинкования содержит над поверхностью ванны разъемный колпак с патрубком, присоединенным к вентилятору, воздушные ножи с воздухопроводом, в котором имеются горелки и фильтр, а в нижней части разъемного колпака имеются нагревательные элементы. Термоустановка обеспечивает снижение образования окислов в процессе цинкования стального листа. 1 з.п. ф-лы, 2 ил.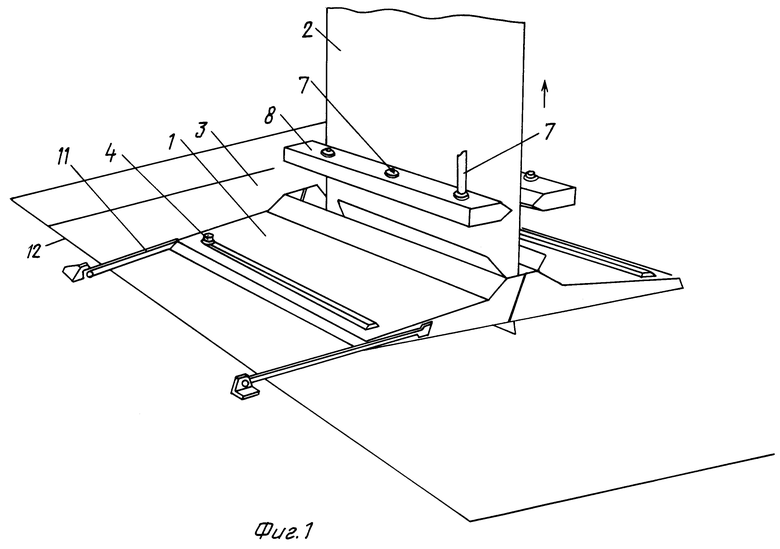
| DE 4010801 A1, 10.10.1991 | |||
| ВАННА ЭЛЕКТРОПЕЧИ ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ | 1997 |
|
RU2116358C1 |
| ВСЕСОЮЗНАЯ I^^^'^шз-шнтш^^iSl/'ЮТЕНЛ I | 0 |
|
SU359527A1 |
| Устройство для нанесения горячих покрытий на длинномерные изделия | 1978 |
|
SU729277A1 |
| Устройство для автоматического регулирования толщины покрытия в процессе горячего цинкования | 1975 |
|
SU606897A1 |

