(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОКРЫТИЯ В ПРОЦЕССЕ ГОРЯЧЕГО ЦИНКОВАНИЯ
Недостатком такого устройства является то, эдо в нем не учитъшаняся изменения тe шepaтypы ЖИДКОГО даака з ванне.
С увеличением температуры жидкого цинка толЬдатеа п жрытия уменьшается, а при снижении тебгшературы - увеличивается. Температура жидкого цинка 3 ванне цйнковашш зависит от целого ряда факторов; температуры полосы, входящей 3 Baiaiy из пеш отжига, разгукров полосы, скоросга ее ДВИЖЕНИЯ, уровня цинка в ванне, количесгва загружаемою твердого цинка и других. Отсутсгвке в известном устройстве коррекции по температуре цинкового расплава приводит к увеличению раззютотди шосш цинкового покрытия, ухудшению качества оцинкованного листа и перерасхог ду пинка.
Цель изобретения - повыше1ше равномернос1й покрытия по толщине путем введения коррекции по температуре расплава.
Это достагается тем, что предлагаемое устройспво снабжено дагожом температуры расплава, схемой сравне}шя и блоком задания температуры, ярнчем входы схемы сравнения ссвдинены с дат-ttiKOM и блоком задания температуры, а выход ее - с входом блока суммирования.
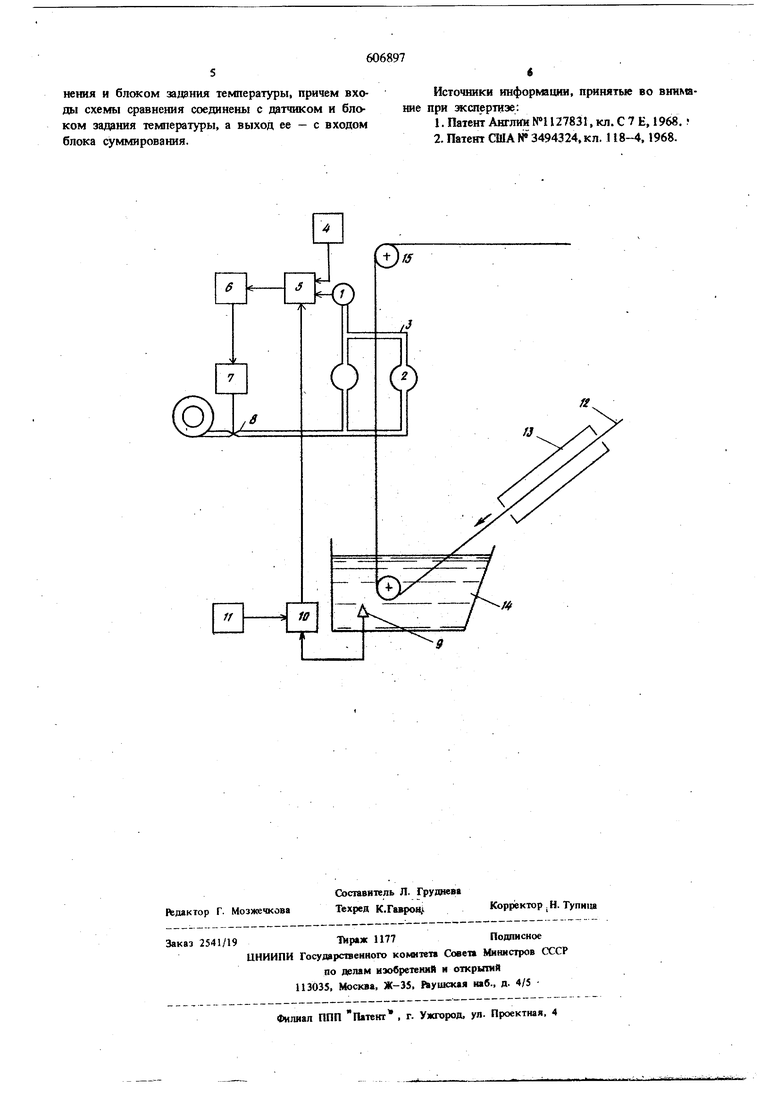
На чертеже показана блок-схема предлагаемого устройства.
Устройство состоит из датчика 1 давления воз.пуха, воздушных, ножей 2, трубопроводов 3, да тчикa 4 скорости, блока 5 суммирования, усилителя 6, двигателя 7, клапана 8, датчика 9 температуры расплава, схемы 10 сравнения и блока 11 .задания температуры.
Стальная полоса 12, выходящая из печи 13 отжига, проходит через ванну 14 С расплавом цинка и затем, даигаясь вертикально вверх, проходит меж. воздуившнии ножами 2. Далее полоса огибает тянущий ролик 15 и уходит ш холодильшпс. с помощью трубопроводов 3 к воздушным ножам 2 нодключен датчик I, измеряющий давление воздуха в возДуип№1х ножах. Дэтчик давления подключен к одному из входов блока 5 суммирования.
Второй вход блока суммирования соединен с датчиком 4 скорости полосы 12, кинематически связанным с тянущим роликом 5. Третий вход блока суммирования сигдалой подключен к выходу схемы 10 сравне1шя, один вход которой соеди№н с блоком 11 задания температуры, а второй с датчиком 9 температуры.расплава, установленным в вание 14.,,
К выходу блока 5 суммирования подключен усилитель 6, питающий двигатель 7, кинематически связанньп с клапаном 8, регулируннцим подачу воздуха к воздушным ножам 2.
Устройство работает следующим образом.
Допустим, что температура жидкого цинка в ванне 14 цинкования равна заданной. В этом случае на выходе схемы 10 сравнения сигнал равен нулю
При измене1ши скорости движения полосы 12 изменяется величина сигнала, вьщаваемого датчиком 4 скорости в блок 5 суммирования. На выходе блока суммирования появляется сигнал рассогласования, и усилитель 6 подает команду на даигатель 7 воздушного клапана 8. Заслонка клапана 8 поворачивается до тех пор, пока давление воздуха в воздушных ножах, измеряемое датчиком 1, не уравновесит сигнал датчика 4 скорости полосы 12 и сигнал на выходе блока суммирования не станет равным нулю. При зтом новому значению скорости полосы соответствует новое значение давления воздуха в воздзопных ножах, а именно, если скорость полосы увеличивается, давление воздуха в воздушных ножах также увеличивается, и наоборот. Толщина цинкового покрьгшя остается при этом неизменной.
Допустим, что температура цинкового расплава отклоншась от заданной, например стала выше заданной. При этом на выходе схемы 10 сравнения появляется отрицательньш сигнал рассогласования, который поступает на вход блока 5 суммирования. На его вькоде также появляется при этом отрицательньш сигнал, который усиливается усшштелем 5 6 и подается на вход двигателя 7. Воздушньв} клапан 8 уменьшает давление воздуха в воздушных ножах 2 до тех пор, пока на входах блока суммирования сигналы взаимно не уравновесятся. Так как при повышении температуры вязкость цинка уменьцгается, то для поддержания толщины цинкового покрытия неизменной необходимо в этом случае сништь давпеш е воздуха в воздушных ножах.
ЕСЛИ температур цишса падает, то давление воздуха в воздушных ножах возрастает, что необходимо для сдувания с fionocM 12 излишнего цинка.
1-1а выходе блока суммирования появляется положитгльный шгнал, Двигатель 7 приводится в действие и давление в воздуишых ножах увегага вается..
Ишьпання опытного образда предложенного устройства, проведенные на агрегате цинкования, показывают, о применение коррекции по температуре жидкш-о цинка позволяет снизить разнотолшишость цинкового покрытия с ± .до ± I/, «по приводит к улучшению качества оцинкованного листа и экономии дефицитного цинка.
Формула изобретения
Устройство для автоматического регулирования толщины покрытия в процессе горячего цинкования, содержащее датчик давления воздуха, в оздзшшые ножи, датчик скорости полосы, блок суммирования, усилитель, двигатель и клапан, отличающееся тем, что, с целью повышения равномерности покрытия по толщине путем введения коррекции по температуре расплава, оно снабжено датчиком температуры расплава, схемой сравнения и 6л(жом задания температуры, причем входы схемы сравнения соединены с датчиком и блоком задания температуры, а выход ее - с входом блока суммирования.
Источники информации, принятые во внкмание при ясспертизе:
1.Патент Англии If 112783, кл. С 7 Е, 1968.
2.Патент США N 3494324, кп. 118-4.1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины покрытия в процессе горячего цинкования | 1980 |
|
SU910832A1 |
| Способ получения оцинкованной стальной полосы | 1981 |
|
SU969780A1 |
| ТЕРМОУСТАНОВКА НА ВАННЕ ДЛЯ ЦИНКОВАНИЯ | 2000 |
|
RU2198238C2 |
| Способ производства оцинкованной полосы | 2024 |
|
RU2841426C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЦИНКОВАНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2003 |
|
RU2235801C1 |
| СПОСОБ НЕПРЕРЫВНОГО ОТЖИГА И ПОДГОТОВКИ ПОЛОСЫ ИЗ ВЫСОКОПРОЧНОЙ СТАЛИ ДЛЯ ЕЕ ЦИНКОВАНИЯ ПУТЕМ ОКУНАНИЯ С ПОДОГРЕВОМ | 2007 |
|
RU2426815C2 |
| ВАННА ДЛЯ ЦИНКОВАНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1997 |
|
RU2128715C1 |
| Способ получения оцинкованной стальной полосы | 1987 |
|
SU1750434A3 |
| Способ регулирования толщины покрытия | 1980 |
|
SU901340A1 |
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ЦИНКОВЫМ СПЛАВОМ, НАНЕСЕННЫМ СПОСОБОМ ГОРЯЧЕГО ЦИНКОВАНИЯ ПОГРУЖЕНИЕМ В РАСПЛАВ, И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2005 |
|
RU2384648C2 |
