Область техники
Изобретение относится к прокатному стану для производства листового или полосового проката, более точно, к прокатному стану, валок в котором опирается на центральную опору, служащую для контроля за изгибом валка, за счет чего листовой или полосовой прокат отличается высокой точностью по толщине в поперечном сечении.
Уровень техники
Существуют разнообразные прокатные станы для производства листового или полосового проката. К наиболее распространенным прокатным станам относятся двухвалковые станы, четырехвалковые станы и прокатные станы НС. У этих обычных прокатных станов имеются некоторые недостатки. При прохождении катаного изделия через клеть прокатного стана валки подвергаются более значительной деформации изгиба, поскольку шейки валков испытывают воздействие огромного давления металла. Деформация валков приводит к погрешностям в толщине поперечного сечения катаных изделий (листовой или полосовой прокат), от чего серьезно страдает качество проката. Для решения названной проблемы предлагалось увеличить диаметр валков. Что касается четырехвалковых станов и станов НС, предлагалось увеличить диаметр опорных валков. Тем не менее с увеличением диаметра валков резко возрастает усилие на валки. Увеличение усилия на валки в свою очередь вызывает увеличение деформации изгиба валков, что по-прежнему приводит к значительным погрешностям в толщине поперечного сечения проката.
Цель изобретения
Таким образом, целью изобретения является решение названных выше проблем деформации изгиба бочек прокатных валков. Целью изобретения является обеспечение высокоточного прокатного стана для производства листового или полосового проката, деформация изгиба валков в котором существенно уменьшена, за счет чего значительно уменьшена погрешность линейных размеров проката.
Краткое изложение сущности изобретения
Цель настоящего изобретения достигается за счет создания прокатного стана для производства листового или полосового проката, включающего клеть стана, верхнюю поперечную балку и нижнюю поперечную балку, прижимное устройство, опорные поверхности валков, систему верхних валков и систему нижних валков, при этом на верхнем и нижнем концах клети стана установлены соответственно упомянутые верхняя и нижняя балки, на клети стана в области двух торцов поперечной балки установлено упомянутое прижимное устройство, способное перемещать, по меньшей мере, верхнюю или нижнюю поперечную балку для регулировки величины раствора двух валков, между верхней и нижней поперечными балками расположена система верхних и нижних валков и по меньшей мере одна из опорных поверхностей валков, между опорными поверхностями валков и верхней и нижней поперечными балками расположены предохранительные стаканы, между системами валков и опорными поверхностями валков расположены подшипники, при этом упомянутые предохранительные стаканы и упомянутые подшипники расположены таким образом, чтобы совмещаться с центральным участком систем валков в пределах длины валков.
Подшипники предпочтительно представляют собой дугообразные подшипники скольжения.
В соответствии с другим аспектом настоящего изобретения заявлен прокатный стан для производства листового или полосового проката, включающий клеть стана, верхнюю поперечную балку и нижнюю поперечную балку, прижимное устройство, опорные поверхности валков, систему верхних валков и систему нижних валков, при этом верхняя и нижняя балки закреплены соответственно на верхнем и нижнем концах клети стана, между верхней и нижней поперечной балками расположена по меньшей мере одна опорная поверхность валков и система верхних и нижних валков, а на центральном участке по меньшей мере верхней или нижней поперечной балки расположено упомянутое прижимное устройство, способное перемещать находящиеся в контакте с ним опорные поверхности валков вверх и вниз для регулировки величины раствора двух валков, между опорными поверхностями валков и системой верхних и нижних валков расположены подшипники, при этом упомянутые подшипники расположены таким образом, чтобы совмещаться с центральным участком систем валков в пределах длины валков.
В соответствии с настоящим изобретением имеются опоры, совмещающиеся с центральным участком валков, в отличие от известного уровня техники, в котором с центральным участком совмещаются две торцевые шейки валка. Таким образом, за счет наличия опорных средств, таких как подшипники, предохранительные стаканы или прижимные устройства и т.д., расположенных в области центрального участка оси бочки рабочего валка, деформация изгиба валков в процессе прокатки будет существенно уменьшена. В результате будет уменьшена погрешность в толщине поперечного сечения проката и погрешность линейных размеров проката.
Краткое описание чертежей
Варианты осуществления настоящего изобретения будут подробно описаны со ссылкой на приложенные чертежи, на которых:
на фиг.1 изображен схематический вид спереди первого варианта осуществления изобретения;
на фиг.2 изображен схематический вид сбоку первого варианта осуществления изобретения;
на фиг.3 изображен схематический вид спереди второго варианта осуществления изобретения;
на фиг. 4 изображен схематический вид сбоку второго первого варианта осуществления изобретения;
на фиг.5 изображен схематический вид спереди третьего варианта осуществления изобретения;
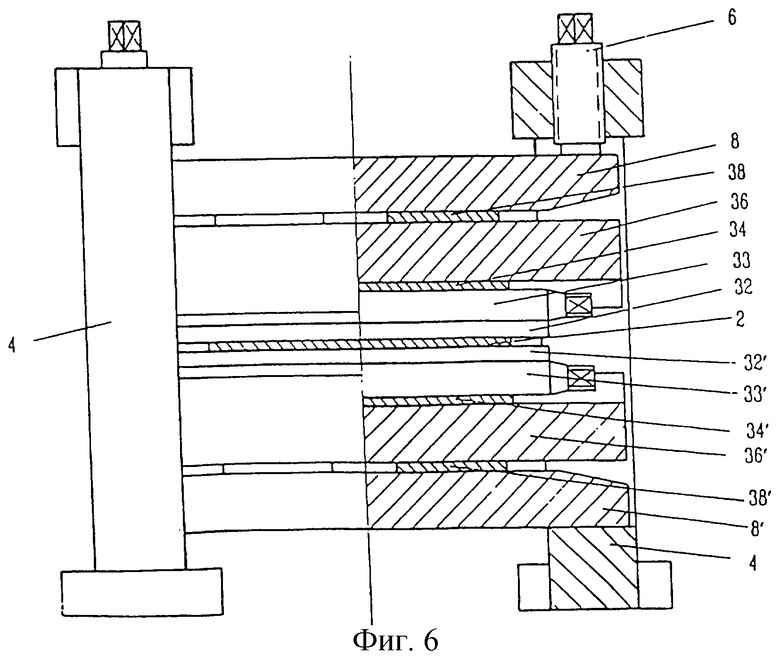
на фиг.6 изображен схематический вид сбоку третьего варианта осуществления изобретения;
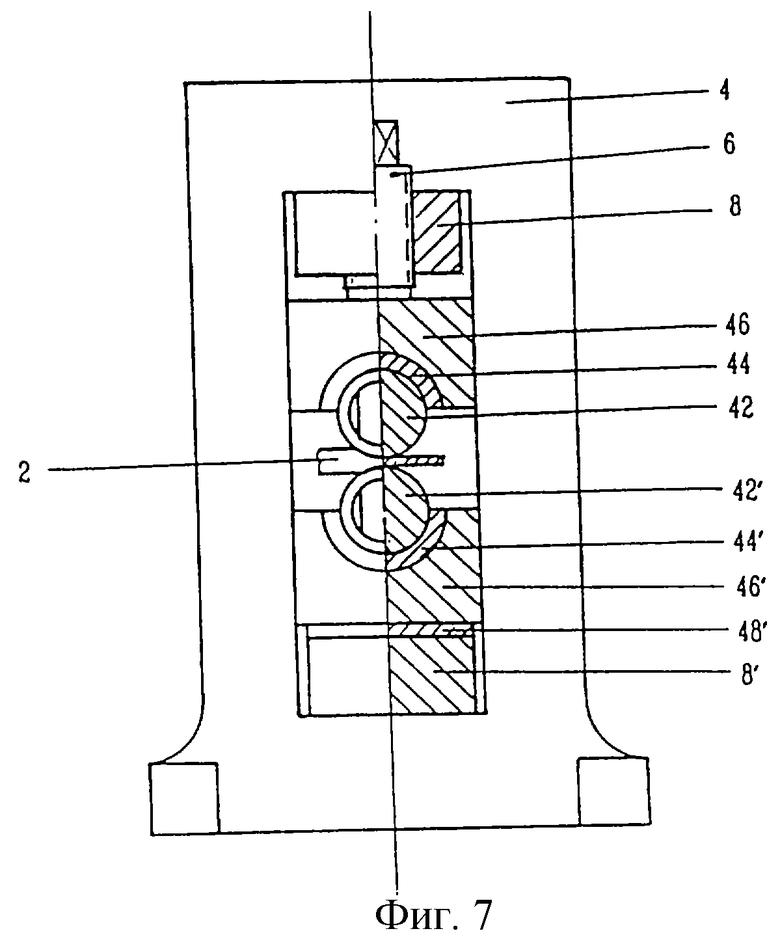
на фиг. 7 изображен схематический вид спереди четвертого варианта осуществления изобретения;
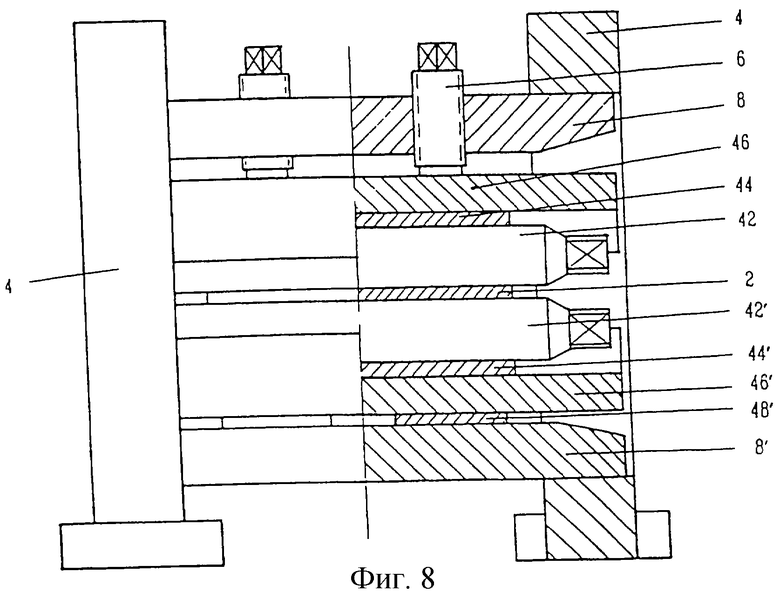
на фиг.8 изображен схематический вид сбоку четвертого варианта осуществления изобретения;
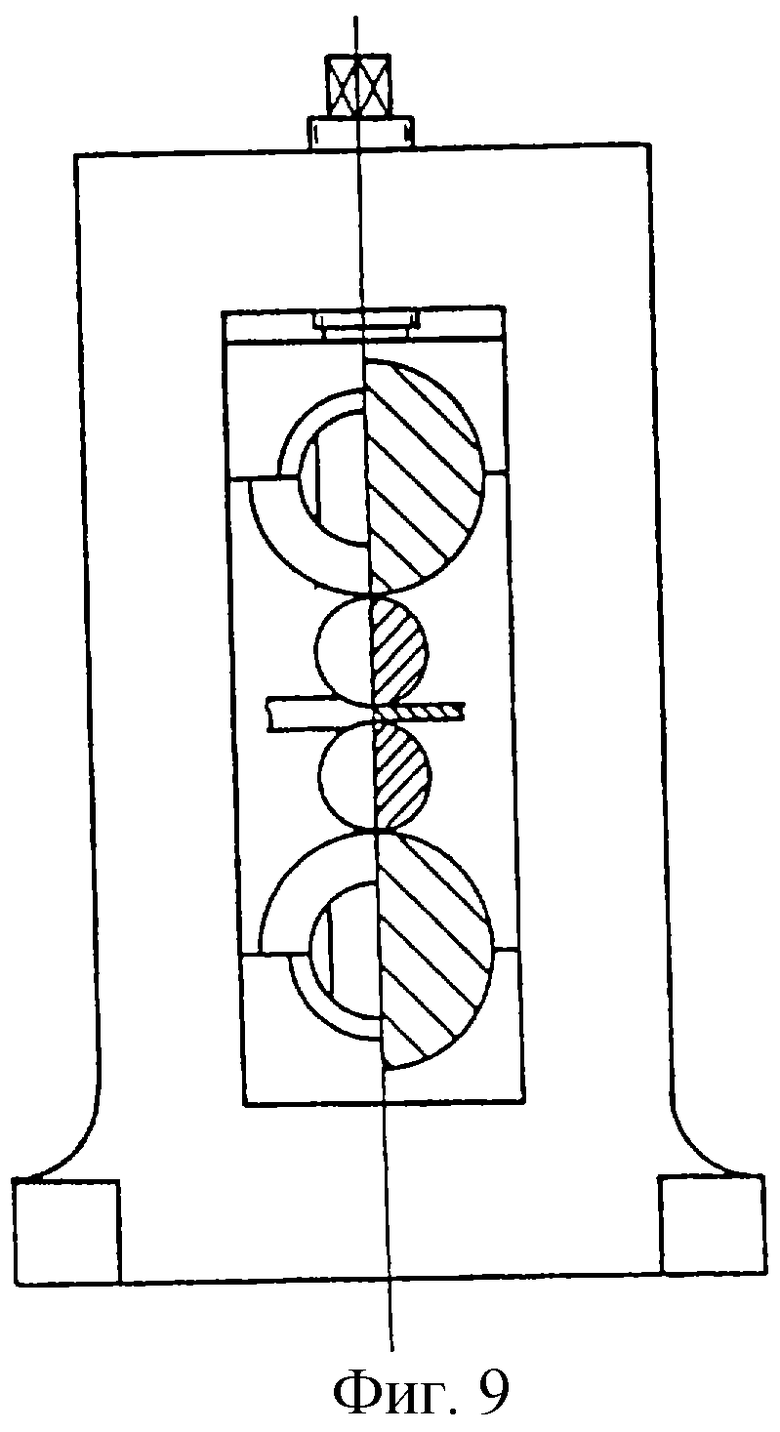
на фиг.9 изображен схематический вид спереди известного из техники четырехвалкового прокатного стана;
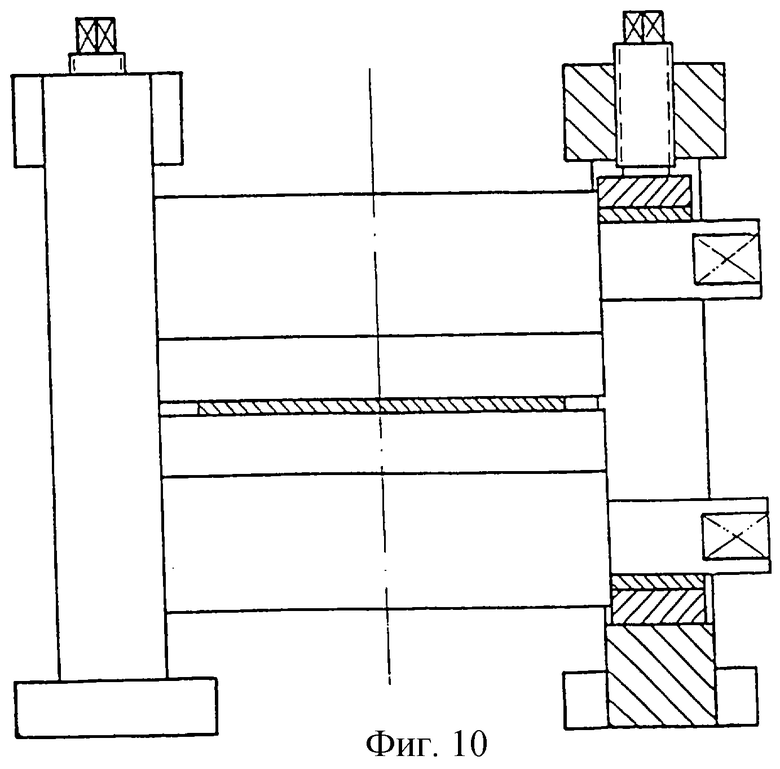
на фиг. 10 изображен схематический вид сбоку известного из техники четырехвалкового прокатного стана.
Описание предпочтительных вариантов осуществления
Ниже следует подробное описание настоящего изобретения. На приведенных схематических чертежах не показаны позиционные режимы рабочих валков всего прокатного стана. Аналогичные или схожие элементы на каждом чертеже снабжены одинаковыми цифровыми обозначениями.
На фиг.9 и 10 схематически изображены обычные четырехвалковые прокатные станы. Оба конца валков (рабочих валков или предохранительных стаканов) опираются на раму стана таким образом, что шейки валка испытывают огромное давление металла. В процессе прокатки неизбежно имеет место деформация изгиба валка, вызванная усилием на валки, в результате чего листовой или полосовой прокат имеет неравномерную толщину в поперечной плоскости. Толщина проката не отвечает требованиям точности, что существенно ухудшает качество изделий проката.
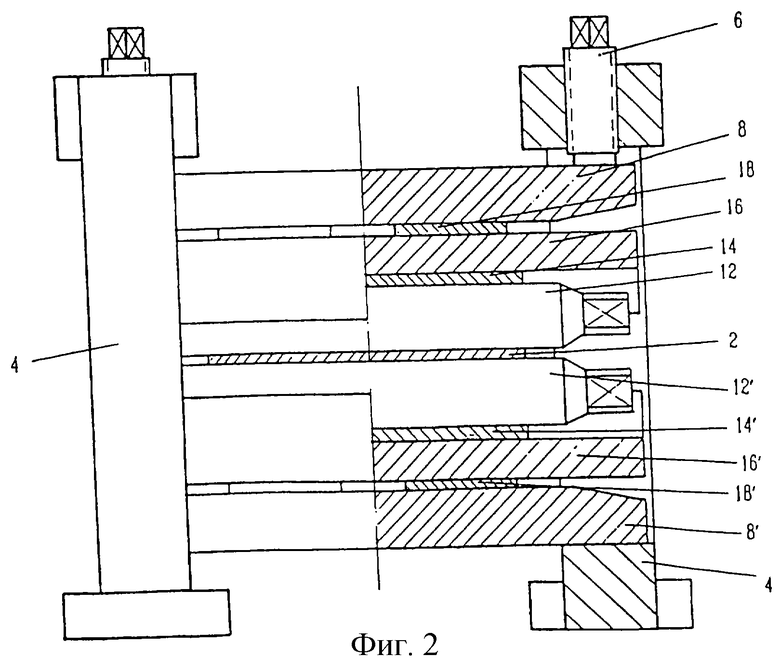
На фиг.1 и 2 показан первый вариант осуществления прокатного стана с центральной опорой согласно настоящему изобретению. Прокатный стан включает клеть 4, состоящую из правой и левой частей. Верхняя поперечная балка 8 и нижняя поперечная балка 8' установлены вплотную к верхнему и нижнему торцевым участкам клети 4 стана. В проеме клети стана между верхней и нижней поперечными балками расположены рабочие валки 12 и 12', подшипники 14 и 14', опорные поверхности 16 и 16' валков и центральные предохранительные стаканы 18 и 18'. Заготовка захватывается двумя рабочими валками 12 и 12'. Как показано на фиг.1 и 2, бочка верхнего рабочего валка 12 опирается на опорную поверхность 16 верхнего валка посредством верхнего подшипника 14. Подшипник 14 представляет собой дугообразный или полукруглый подшипник скольжения. Между опорной поверхностью 16 верхнего валка и верхней поперечной балкой 8 расположен предохранительный стакан 18. Предохранительный стакан 18 и подшипник скольжения 14 расположены в центральной части оси бочки рабочего валка. Они не должны быть расположены в области шеек на двух концах рабочего валка и должны находиться в пределах длины рабочего валка. Предохранительный стакан может состоять из одной или нескольких деталей. Согласно варианту, показанному на фиг.1 и 2, предохранительный стакан состоит из двух симметрично расположенных деталей. На двух концах верхней поперечной балки 8 клети 4 стана расположено прижимное устройство 6. Прижимное устройство 6 находится в контакте с двумя концами верхней поперечной балки 8 таким образом, что на него воздействует усилие на валки. Кроме того, перемещение прижимного устройства 6 вверх и вниз приводит к перемещению верхней поперечной балки 8 вверх и вниз внутри проема клети 4 стана, в результате чего регулируется раствор валков. Согласно варианту, показанному на фиг.1 и 2, прижимное устройство представляет собой нажимной механизм, однако для специалиста в данной области техники очевидно, что прижимное устройство может представлять собой гидравлический цилиндр.
Бочка нижнего рабочего валка 12' опирается на опорную поверхность 16' нижнего валка посредством нижнего подшипника 14'. Подшипник 14' также представляет собой дугообразный или полукруглый подшипник скольжения. Между опорной поверхностью 16' нижнего валка и нижней поперечной балкой 8' расположен предохранительный стакан 18'. Предохранительный стакан 18' и подшипник скольжения 14' расположены в центральной части оси бочки рабочего валка в пределах длины рабочего валка. Оба конца нижней поперечной балки 8' опираются на клеть 4 стана. Очевидно, что раствор двух валков (линия валка) может быть отрегулирован за счет изменения толщины центрального предохранительного стакана 18'. Вместо центрального предохранительного стакана для регулировка раствора двух валков (линии валка) может быть также использовано гидравлическое устройство или нажимной механизм. Кроме того, регулировку раствора валков (линии валка) можно также произвести, расположив стаканы между нижней поперечной балкой 8' и клетью 4 стана, либо с помощью гидравлического устройства или нажимного механизма.
Благодаря описанной выше конструкции прокатного стана согласно настоящему изобретению существенно уменьшается деформация изгиба валков. Это происходит в силу того, что прокатный стан согласно настоящему изобретению включает предохранительные стаканы, расположенные в области центрального участка оси бочки рабочего валка и в пределах длины бочки валка. Таким образом, прокатный стан согласно настоящему изобретению способен обеспечивать соответствующий образующий профиль, т.е. линейность образующей. В результате этого деформация изгиба рабочего валка не меняется при воздействии на него давления металла. Следовательно, деформация изгиба валка существенно уменьшается и снижается погрешность в толщине листового или полосового проката.
Прокатный стан согласно данному варианту осуществления может быть перевернут, а именно усилие прижимного устройства может быть направлено вверх, а результат его действия при этом останется таким же.
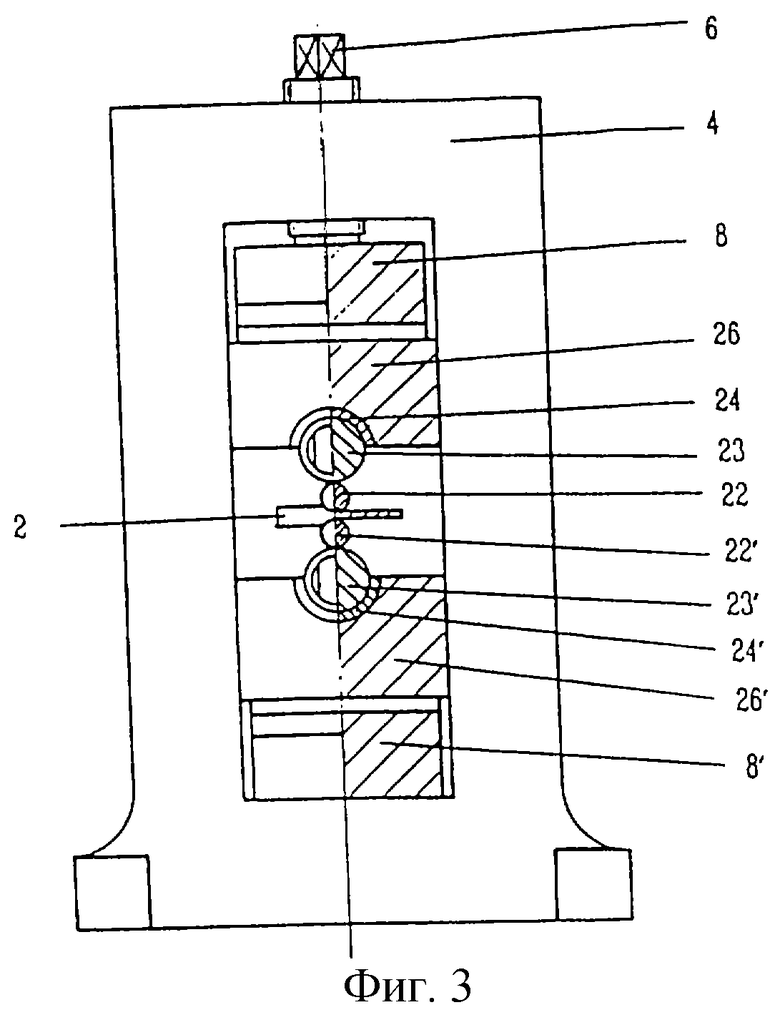
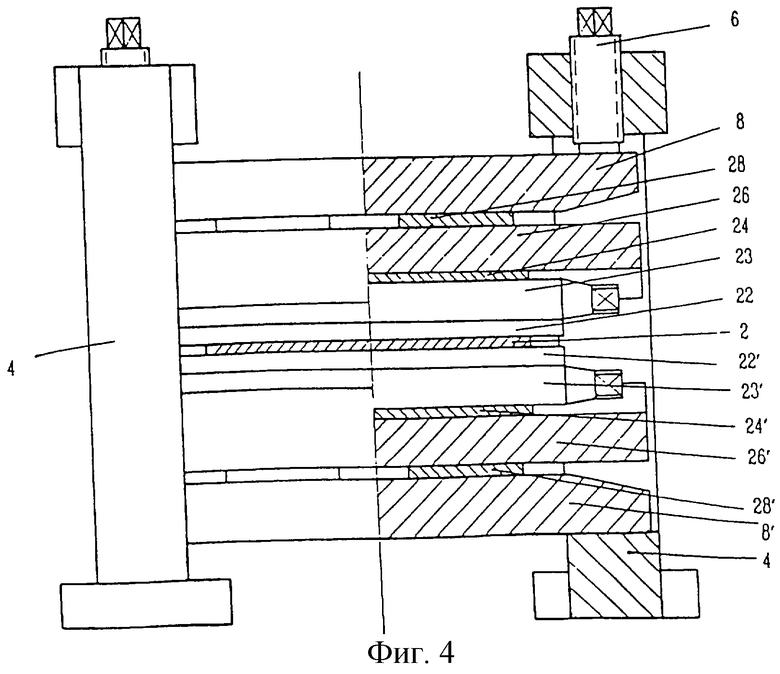
На фиг. 3 и 4 проиллюстрирован второй вариант осуществления прокатного стана согласно настоящему изобретению. Как показано на фиг.3 и 4, данный вариант является примером четырехвалкового прокатного стана согласно настоящему изобретению. Прокатный стан имеет клеть 4, прижимное устройство 6, верхнюю поперечную балку 8 и нижнюю поперечную балку 8'. В проеме клети стана между верхней и нижней поперечными балками расположены рабочие валки 22 и 22', опорные валки 23 и 23', подшипники 24 и 24', опорные поверхности 26 и 26' валков и центральные предохранительные стаканы 28 и 28'. Отличие второго варианта осуществления от первого заключается в том, что между рабочим валком и опорной поверхностью валка расположен дополнительный опорный валок, при этом остальные элементы конструкции и рабочие механизмы совпадают. Предпочтительно, чтобы между рабочим валком и опорным валком располагался дополнительный средний валок-экстрактор, т.е. имеется в виду применение настоящего изобретения в прокатном стане НС.
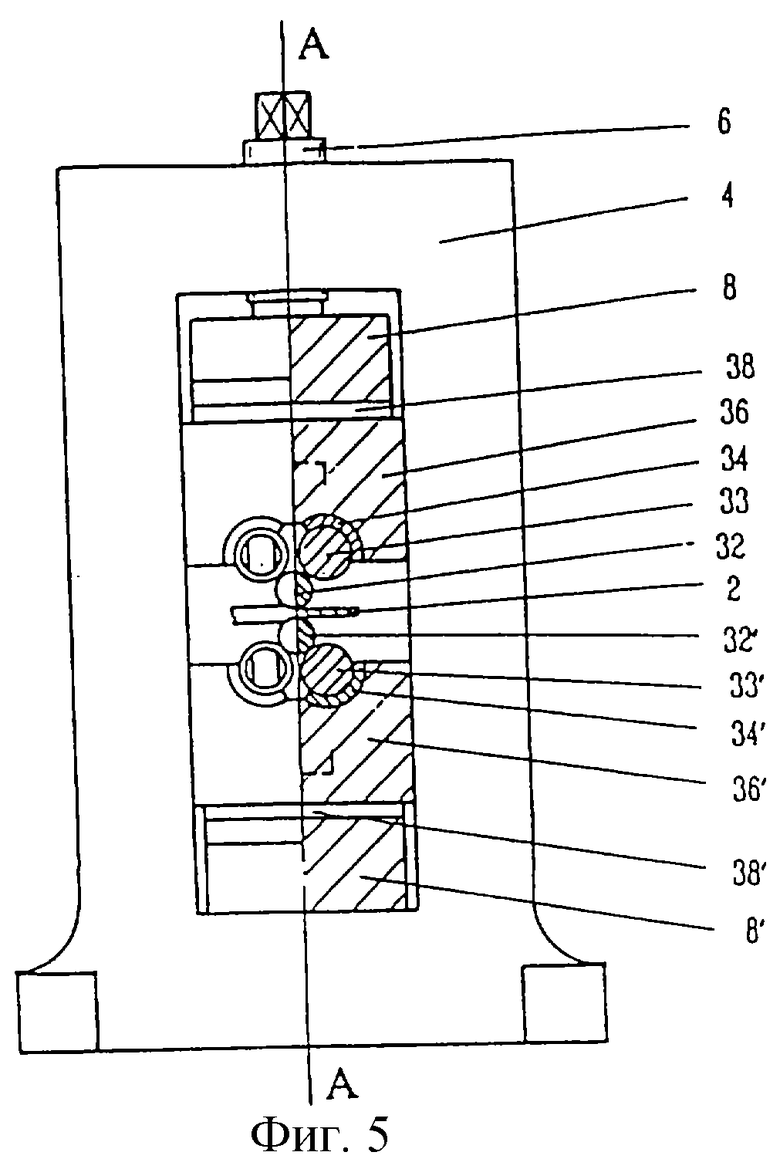
На фиг. 5 и 6 проиллюстрирован третий вариант осуществления настоящего изобретения. Как показано на чертежах, данный вариант является примером прокатного стана башенного типа. Прокатный стан включает клеть 4 стана, прижимное устройство 6, верхнюю поперечную балку 8 и нижнюю поперечную балку 8'. В проеме клети стана между верхней и нижней поперечными балками расположены рабочие валки 32 и 32', два верхних опорных валка 33, два нижних опорных валка 33'. подшипники 34 и 34', опорные поверхности 36 и 36' валков и центральные предохранительные стаканы 38 и 38'. Изобретение не ограничено шестивалковым прокатным станом башенного типа, проиллюстрированным на чертежах, а также применимо в прокатных станах с другим числом валков или иной конструкцией.
Во втором и третьем вариантах осуществления настоящего изобретения подшипники могут представлять собой подшипники скольжения, используемые в первом варианте. Возможно также вместо подшипников скольжения использовать подшипники качения. Подшипниками качения могут являться сами опорные валки, образующие подшипник с опорным вкладышем, состоящий из внутреннего и наружного колец.
На фиг.7 и 8 проиллюстрирован четвертый вариант осуществления прокатного стана согласно настоящему изобретению. Прокатный стан включает клеть 4 стана, прижимное устройство 6, верхнюю поперечную балку 8 и нижнюю поперечную балку 8'. В проеме клети стана между верхней и нижней поперечными балками расположены рабочие валки 42 и 42', подшипники 44 и 44', опорные поверхности 46 и 46' валков и центральные предохранительные стаканы 48', расположенные между опорной поверхностью 46' валка и нижней поперечной балкой 8'. В отличие от первого варианта осуществления в данном варианте верхняя поперечная балка 8 прокатного стана прикреплена к клети 4 стана. На верхней поперечной балке в области центральной части оси бочки рабочего валка расположено прижимное устройство 6 в отличие от первого варианта осуществления, где оно расположено на клети 4 стана в области двух концов верхней поперечной балки. Верхние предохранительные стаканы 18 в данном варианте опущены. Прижимное устройство 6 контактирует непосредственно с опорными поверхностями верхних валков. Очевидно, что в данном варианте направленное вниз усилие прижимного устройства перенесено с двух концов поперечной балки на ее центральный участок, за счет чего устройства приобретают функции как прижимного устройства, так и верхних предохранительных стаканов. Кроме того, в настоящем варианте могут быть также использованы системы валков и опорные поверхности валков, описанные во втором и третьем вариантах осуществления, в связи с чем они не будут описаны повторно. Помимо этого, в данном варианте верхняя и нижняя поперечные балки 8 и 8' могут быть сращены, сварены или отлиты вместе с клетью 4 стана и образуют единое целое, обеспечивая при этом тот же технический эффект.
Все прокатные станы, описанные во втором, третьем и четвертом вариантах осуществления, могут быть перевернуты, обеспечивая при этом тот же технический эффект.
Используемые во втором, третьем и четвертом вариантах осуществления нажимные механизмы могут быть заменены гидравлическими цилиндрами.
Передача усилия на валки и принципы действия и функции центрального участка опорной системы или усилия, направленного вниз от центрального участка, для уменьшения деформации изгиба рабочих валков, описанные во втором, третьем и четвертом вариантах осуществления, также преимущественно одинаковы и по этой причине не будут описаны здесь еще раз.
Прокатный стан согласно настоящему изобретению обладает следующими преимуществами по сравнению с известным уровнем техники.
Поскольку центральные опоры или прижимные устройства прокатного стана согласно настоящему изобретению расположены в области центрального участка оси бочки рабочего валка и обеспечивают рабочие валки центральной опорной системой в пределах длины бочки рабочего валка, прокатный стан согласно настоящему изобретению способен обеспечить соответствующий образующий профиль, в результате чего деформация изгиба рабочего валка практически не меняется с колебанием усилия на валки, благодаря чему уменьшается погрешность в толщине листового или полосового проката.
В прокатном стане согласно настоящему изобретению может быть упрощен расчет исходного профиля поверхности (профилирование) бочки валка и контроль за профилем поверхности бочки валка в процессе прокатки. Поскольку деформация изгиба рабочего валка прокатного стана согласно настоящему изобретению практически не меняется с колебанием усилия на валок, в процессе расчета исходного профиля поверхности (профилирование) бочки валка может не учитываться наиболее важный из ряда таких факторов, как деформация изгиба валка, деформация сплющивания, тепловое расширение и износ, а именно фактор деформации изгиба, при этом факторы теплового расширения и износа являются медленно изменяющимися величинами, в результате чего расчет профиля поверхности бочки валка и контроль за профилем поверхности бочки валка в процессе прокатки могут быть значительно упрощены. Кроме того, устраняется проблема колебания калибра валков, являющаяся результатом деформации изгиба двух рабочих валков обычного прокатного стана, благодаря чему облегчается нормальное течение металла, что является благоприятным фактором для прокатки высокоточного листового и полосового проката из клинообразных заготовок. Значительно ослабляется фактор "истончения кромки" листового и полосового проката. Системы верхних и нижних валков, включая опорные поверхности валков и системы валков, в вариантах осуществления с первого по четвертый могут использоваться в сочетании друг с другом. Для достижения целей настоящего изобретения системы валков могут быть также использованы в сочетании с известными из техники системами валков.
Прокатный стан согласно настоящему изобретению в особенности применим для перепрофилирования существующих двухвалковых станов, четырехвалковых станов и станов НС, что может быть осуществлено за счет замены систем валков в указанных прокатных станах.
Изобретение не ограничено станом холодной прокатки и относится также к станам горячей прокатки для производства горячекатаных толстых листов и полосовой стали.
Несмотря на то что были описаны предпочтительные варианты осуществления изобретения, специалисты в данной области техники смогли бы внести в изобретение различные изменения, не выходящие за рамки объема и сути приложенных патентных притязаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОТОЧНЫЙ ПРОКАТНЫЙ СТАН С КОНТРОЛЕМ ИЗГИБА ВАЛКОВ В ДВУХ ПЛОСКОСТЯХ | 1997 |
|
RU2198749C2 |
| ПРОКАТНЫЙ СТАН С РЕГУЛИРУЕМЫМ В ДВУХ ПЛОСКОСТЯХ ОТКЛОНЕНИЕМ ВАЛКОВ | 1999 |
|
RU2215597C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2320432C1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| СПОСОБ ПРОКАТКИ ПОЛОС (ЛИСТОВ) В ЧЕТЫРЁХВАЛКОВОЙ КЛЕТИ | 2014 |
|
RU2578867C1 |
| СПОСОБ УВЕЛИЧЕНИЯ СОРТАМЕНТА ПРОКАТА ОБОРУДОВАНИЯ ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТОГО ОБОРУДОВАНИЕ | 2003 |
|
RU2344890C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
Использование: изобретение относится к прокатному стану для получения листового или полосового проката. Сущность: стан для прокатки полосового или листового проката включает клеть прокатного стана, верхнюю и нижнюю поперечные балки, нажимное средство, системы верхних и нижних валков и опорные поверхности валков. Верхняя/нижняя поперечная балка установлены соответственно на верхней/нижней сторонах клети, к которым прикреплены нажимные средства, расположенные на концевых участках верхней поперечной балки и обеспечивающие ее перемещение для регулировки раствора валков. Между опорными поверхностями валков и поперечными балками расположены опорные поверхности валков и системы верхних и нижних валков, а между системами верхних/нижних валков и опорными поверхностями валков расположены подшипники. Подшипники и опорные средства расположены в средней части валков в области их бочек. Изобретение обеспечивает получение проката с высокой точностью по толщине в поперечном сечении. 2 с. и 23 з.п. ф-лы, 10 ил.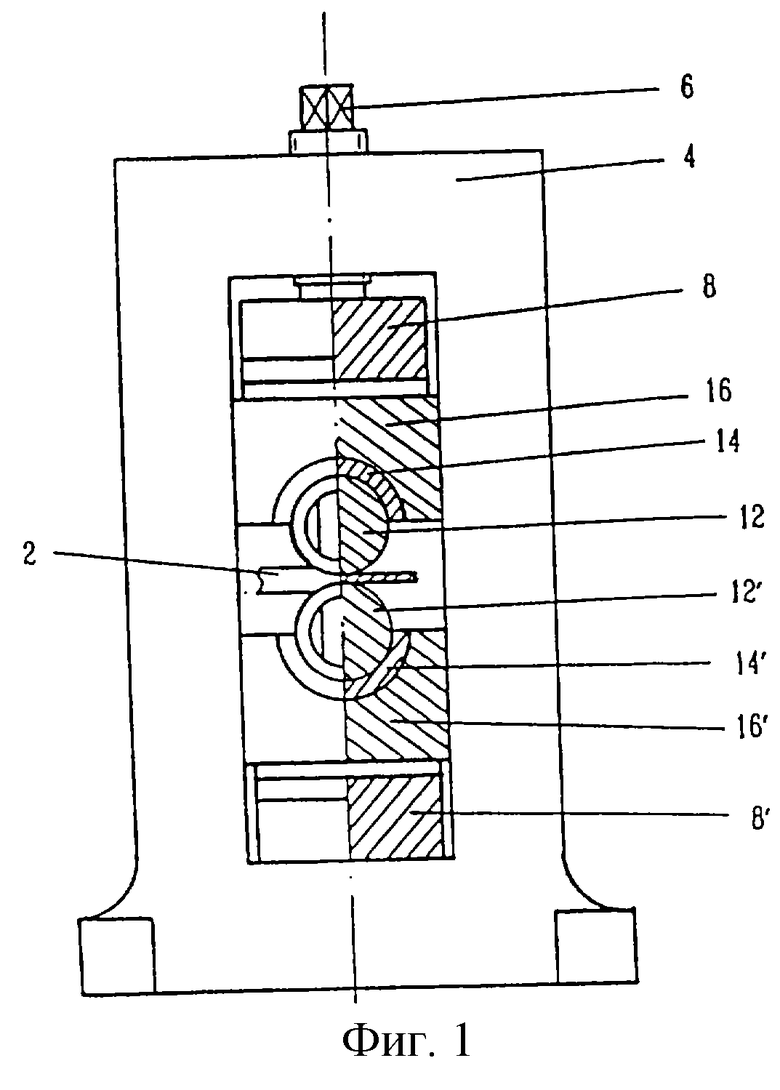
| Способ дубления шкур | 1939 |
|
SU59417A1 |
| US 5609050 А, 11.03.1997 | |||
| Прокатная клеть | 1974 |
|
SU536749A3 |
| Прокатная клеть кварто | 1976 |
|
SU575148A1 |
| SU 914120, 23.03.1982. | |||

