Изобретение относится к полосовой (листовой) прокатке в черной и цветной металлургии.
Поперечная разнотолщинность и сохранение формы полосового проката являются ключевыми параметрами, определяющими качество продукта, достижимое на последующих операциях производственного процесса и на предприятиях потребителей.
Доминирующее влияние на поперечную разнотолщинность и на сохранение формы полосового проката оказывает реализуемое в процессе деформации металла в четырехвалковой клети взаимное расположение рабочих и опорных валков, т.е. взаимодействие рабочих валков с металлом в процессе его деформации, обеспечивающее течение деформируемого металла поперек прокатываемой полосы.
Известен способ прокатки полос (листов) в четырехвалковой клети, включающий деформацию металла рабочими валками с параллельными продольными осями, бочки которых контактируют с бочками опорных валков, при этом продольные оси рабочих и опорных валков расположены в вертикальной плоскости, перпендикулярной оси прокатки (см., например, М.М. Сафьян «Прокатка широкополосной стали». М.: «Металлургия», 1969 г., стр. 128, рис. 36 и др.).
Основной недостаток известного способа прокатки полос в четырехвалковой клети состоит в ограниченных возможностях воздействия на деформацию металла с обеспечением его течения поперек полосы.
Этот недостаток наиболее негативно проявляется при прокатке широких тонких полос, снижая их качество.
Для устранения этого недостатка на пороге конца 70-х годов прошлого века вплоть до первых лет двадцать первого века в мировой практике прокатки полосового (листового) проката широко начали развивать и применять способы прокатки в рабочих валках со скрещенными в середине длины бочки валков продольными осями.
Известно воздействие на профиль прокатываемой полосы на четырехвалковом стане (кварто), в котором описан способ прокатки полос (листов) в клети, включающий деформацию металла рабочими валками со скрещенными в середине длины бочки продольными осями (см., например, а.с. №544478, СССР, опубликовано 30.01.77. Бюллетень №4).
Основной недостаток известного способа прокатки состоит в появлении значительных осевых нагрузок, возникающих в контакте скрещенных рабочих валков с опорными валками, установленными с параллельными осями в плоскости, перпендикулярной оси прокатки. К тому же, в контакте бочек рабочего и опорного валков при углах скрещивания более 30′ возникают существенные упругие деформации валков, приводящие к разрушению их поверхностного слоя.
Известен способ горячей прокатки полос, в котором деформацию металла осуществляют с использованием основных признаков способа, описанного в а.с. №544478, а для снижения осевых нагрузок на рабочие валки осуществляют подачу смазки в контакт между каждым рабочим и каждым опорным валками (см., например, патент РФ №2.126.729 В21В 1/26. Опубл. 27.02.1999 г. Бюл. №6).
Основной недостаток известного способа состоит в ограниченных возможностях воздействия на возникающие осевые нагрузки подачи смазки в зазор между рабочим и опорным валками при значительных углах скрещивания продольных осей рабочих валков. К тому же, как уже отмечено, в контакте рабочего валка с опорным при углах скрещивания более 30′ возникают существенные напряжения, снижающие работоспособность валков.
В то же время необходимость в повышенных углах скрещивания продольных осей рабочих валков возникает и особенно при прокатке тонких широких полос (листов), все более широко производимых в металлургии.
Известен способ прокатки полос (листов) в четырехвалковой клети, включающий деформацию металла в скрещенных попарно верхних рабочем и опорном валках и нижних рабочем и опорном валках (принятая аббревиатура способа - PC-процесс. См., например, детальное исследование этого способа в работе «Modernization and operation of NKK′S Keihin hot strip mill». Iron and Steel Engineer. November 1991, p. 35-40 и др.).
Основной недостаток известного способа состоит в относительно малом диапазоне возможных углов попарного скрещивания валков, что особенно проявляется при прокатке тонких широких полос.
Известен способ полубесконечной прокатки в четырехвалковой прокатной клети, развивающий PC-процесс и реализуемый в клети f2CR™ (см., например, «Steel Times International». Выпуск на русском языке, май 2000, стр. 27-29). Наряду с изменением угла скрещивания попарно верхних рабочего и опорного валков и нижних рабочего и опорного валков предусмотрено осевое смещение рабочих валков в процессе прокатки.
Основной недостаток известного способа состоит в необходимости для его реализации применения в клети совокупности механизмов и систем, совместная устойчивая эксплуатация которых в условиях производства весьма затруднительна.
Известен способ прокатки полос (листов) в четырехвалковой клети, включающий деформацию металла рабочими валками, контактирующими по прямой образующей с поверхностью бочки опорных валков, выполненной в виде однополостного гиперболоида (см., например, описание способа прокатки, изложенное в материалах заявки на изобретение от 07.11.2012 г. №2012147125/02).
Согласно этому способу деформацию металла осуществляют рабочими валками, установленными со скрещением в горизонтальной плоскости продольных осей, при этом скрещивание осей обусловлено контактом цилиндрических бочек рабочих валков с прямолинейными образующими поверхности бочек опорных валков, продольные оси которых параллельны и расположены в вертикальной плоскости, перпендикулярной оси прокатки.
Рассматриваемый способ прокатки полос по существенным признакам наиболее близок предлагаемому способу, поэтому принят за прототип.
Основной недостаток известного способа состоит в ограниченной возможности широкого варьирования угла скрещивания продольных осей рабочих валков, необходимость в котором возникает из-за непрерывно меняющихся условиях деформации металла. Причина отмеченного недостатка кроется в существенном признаке известного способа: в расположении продольных осей опорных валков в вертикальной плоскости, перпендикулярной оси прокатки.
Предлагаемый способ прокатки полос (листов) в четырехвалковой клети свободен от указанного недостатка известного способа. В нем расширены возможности процесса прокатки в четырехвалковой клети в части оперативного воздействия на поперечный профиль и форму полосы, конкретизированы особенности расположения опорных валков с поверхностью бочки в виде однополостного гиперболоида и контакта бочки с рабочими валками. Дан ответ на вопрос перевалки рабочих и опорных валков четырехвалковой клети, являющейся составной частью процесса производства полосового проката.
Перечисленные технические результаты достигаются за счет того, что в известном способе прокатки полос (листов) в четырехвалковой клети, включающем деформацию металла рабочими валками, контактирующими по прямой образующей с поверхностью бочки опорных валков, выполненной в виде однополостного гиперболоида, согласно изобретению скрещивают путем поворота продольные оси опорных валков с их пересечением на виде сверху (снизу) в середине длины бочки валков и перед и (или) в процессе деформации металла корректируют образующийся угол скрещивания между указанными продольными осями опорных валков. При этом максимальный угол скрещивания между продольными осями опорных валков устанавливают равным величине, при которой продольные оси рабочих валков параллельны и перпендикулярны оси прокатки и при этом расположении рабочих валков осуществляют деформацию металла и (или) перевалку рабочих валков. Причем минимальный угол скрещивания между продольными осями опорных валков устанавливают равным нулю, при этом возможный угол скрещивания между продольными осями рабочих валков максимален и при указанном расположении продольных осей опорных валков осуществляют их перевалку. К тому же, в процессе деформации металла осуществляют коррекцию угла скрещивания продольных осей рабочих валков, при этом величина указанной коррекции по меньшей мере на порядок меньше установленного перед деформацией металла значения угла скрещивания продольных осей опорных валков.
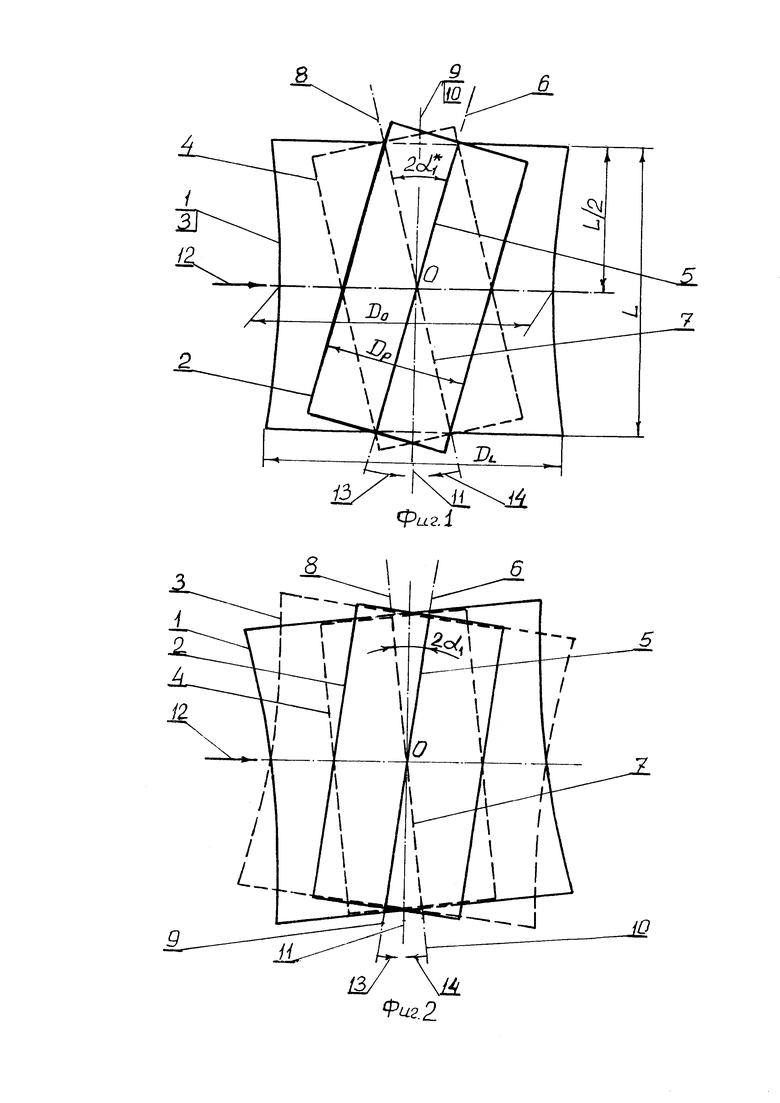
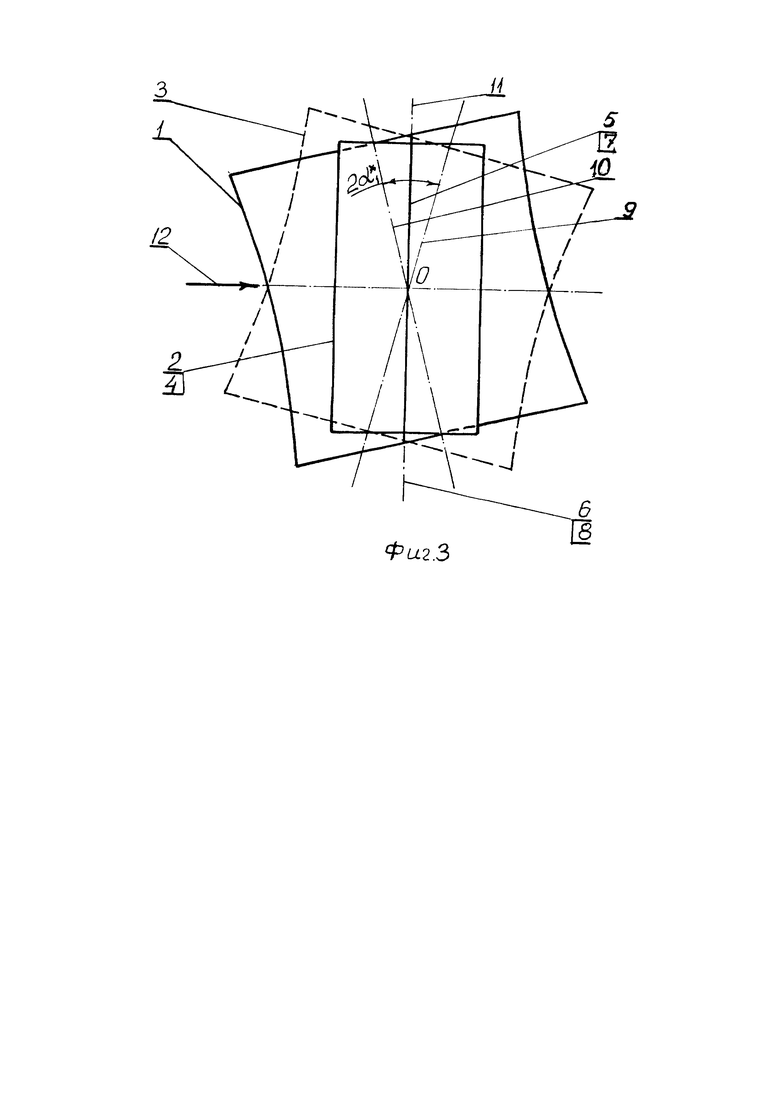
Предложенный способ прокатки полос (листов) в четырехвалковой клети проиллюстрирован на фиг. 1-3 (на всех фиг. приведен вид сверху (снизу) на расположение валков в четырехвалковой клети, при этом для лучшего анализа способа верхние рабочие и опорные валки изображены пунктиром). На фиг. 1 продольные оси опорных валков параллельны и расположены в вертикальной плоскости, перпендикулярной оси прокатки. При этом продольные оси рабочих валков могут быть скрещены с образованием острого угла 2α1*. На фиг. 2 продольные оси опорных валков скрещены с образованием острого угла 2α1<2α1*. На фиг. 3 продольные оси опорных валков скрещены вплоть до значения острого угла 2α1=2α1*, при котором в этом случае продольные оси рабочих валков расположены параллельно и находятся в вертикальной плоскости, перпендикулярной оси прокатки.
На всех фигурах бочки опорных валков выполнены в виде однополостного гиперболоида, мнимая ось которого является продольной осью опорного валка, а поверхность бочки этого валка образована прямой образующей, при этом в середине бочки опорного валка диаметр бочки валков равен D0, на краю бочки DL и DL>D0. Поверхность бочки рабочих валков выполнена цилиндрической диаметром Dp (влияние профилировки бочки рабочих валков при реализации предлагаемого способа прокатки имеет место, но ниже не рассматривается) и контактирует с поверхностью бочки опорного валка по прямой образующей.
На фиг. 1-3 обозначено (вид сверху или снизу): 1 - нижний опорный валок; 2 - нижний рабочий валок; 3 - верхний опорный валок; 4 - верхний рабочий валок (как ранее отмечено, на фиг. 1 и 3 верхний рабочий и опорный валки показаны пунктиром, а на фиг. 3 очертания нижнего 2 и верхнего 4 рабочих валков совпадают); 5 - прямая образующая поверхности бочки нижнего опорного валка; 6 - продольная ось нижнего рабочего валка; 7 - прямая образующая поверхности бочки верхнего опорного валка; 8 - продольная ось верхнего рабочего валка; 9 - продольная ось верхнего опорного валка; 10 - продольная ось нижнего опорного валка; 11 - вертикальная плоскость, перпендикулярная оси прокатки [на фиг. 1 в этой плоскости расположены продольные оси 9 (верхнего) и 10 (нижнего) опорных валков], 12 - направление (ось) прокатки, 13 и 14 - направления поворота нижних (13) и верхних (14) пар валков в горизонтальной плоскости из положения на фиг. 1 в положения на фиг. 2 и 3. На фиг. 1-3 также обозначено: О - точка скрещивания [пересечения на виде сверху (снизу)] продольных осей рабочих и опорных валков, при этом перпендикулярная к оси прокатки линия, проходящая через точку О, является осью, относительно которой осуществляют поворот валков в горизонтальной плоскости (их продольных осей) перед и в процессе прокатки. Причем, так как на фиг. 1 расположение верхнего 3 и нижнего 1 опорных валков совпадает, очертание их бочек выполнено одними и теми же линиями. Аналогично и по этой же причине на фиг. 3 очерчены бочки верхнего и нижнего рабочих валков (2 и 4). На фиг. 1 обозначено: L - длина бочки валков (при этом в случае реализации в прокатной клети осевого смещения рабочих валков длина их бочки превышает длину бочки опорных валков на величину реализуемого максимального осевого смещения); D0 - диаметр бочки опорных валков в середине длины их бочки (L/2); DL - диаметр бочки опорных валков на краях их бочки, причем DL>D0.
Способ прокатки полос (листов) в четырехвалковой клети осуществляют следующим образом.
В положении, когда продольные оси 9 и 10 верхнего 3 и нижнего 1 опорных валков совпадают и расположены в плоскости 11, перпендикулярной оси прокатки 12 (фиг. 1), осуществляют установку (и удаление, т.е. перевалку) этих валков в прокатную клеть.
Поворачивают продольные оси 9 и 10 опорных валков 1 и 3 по направлениям стрелок 13 и 14 на фиг. 1, так что между продольными осями 9 и 10 этих валков на виде сверху (снизу) образуется угол скрещивания 2α1*. (Отметим, что применяемые в способе операции по повороту продольных осей валков осуществляют только в горизонтальной плоскости).
Опорные валки 1 и 3 занимают положение, приведенное на фиг. 3. При этом положении опорных валков прямая образующая 5 верхнего опорного валка 3 и прямая образующая 7 нижнего опорного валка 1 оказываются параллельными и расположенными в вертикальной плоскости 11, перпендикулярной оси прокатки 12 (фиг. 3).
В положении опорных валков 1 и 3 на фиг. 3 осуществляют установку в прокатную клеть верхнего 4 и нижнего 2 рабочих валков. При описанном на фиг. 3 расположении рабочих 2 и 4 и опорных 1 и 3 валков нижний рабочий валок 2 по прямой образующей 5 контактирует с бочкой нижнего опорного валка 1, а верхний рабочий валок 4 по прямой образующей 7 контактирует с бочкой верхнего опорного валка 3. В этом положении рабочих и опорных валков можно осуществлять деформацию металла в параллельных рабочих валках 6 и 8 и, как уже отмечено, осуществляют перевалку рабочих валков.
При расположенных в прокатной клети рабочих валках 2 и 4 согласно фиг. 3 осуществляют одновременный поворот опорных валков 1 и 3 совместно с контактирующими с ними рабочими валками в направлении, противоположном стрелкам 13 и 14 на фиг. 1. При повороте сохраняют контакт рабочих валков с опорными валками по их прямым образующим 5 и 7. В результате осуществляют размещение продольных осей 9 и 10 верхнего 3 и нижнего 1 опорных валков в плоскости 11, перпендикулярной оси прокатки 12. Имеют расположение рабочих и опорных валков, представленное на фиг. 1.
По существу, расположение рабочих и опорных валков согласно фиг. 1 описано в прототипе. В настоящем изобретении уточняется, что угол скрещивания между продольными осями рабочих валков при этом расположении максимален и при указанном расположении продольных осей опорных валков осуществляют их перевалку. Естественно, перевалку опорных валков осуществляют при отсутствии в клети рабочих валков.
В процессе выполнения описанных операций, относящихся к фиг. 1 и 3, обеспечивают равенство максимальных углов скрещивания 2α1* продольных осей 9 и 10 опорных валков 3 на фиг. 3 и продольных осей 6 и 8 рабочих валков 2 и 4 на фиг. 1. Равенство отмеченных максимальных углов скрещивания (на фиг. 1 и 3 обозначено 2α1*) валков обеспечивают путем расположения продольных осей 9 и 10 опорных валков на фиг. 1 в плоскости 11, перпендикулярной оси прокатки 12, или расположения продольных осей 6 и 8 рабочих валков на фиг. 3 в этой же плоскости 11.
Представленные на фиг. 1 и 3 расположения продольных осей рабочих и опорных валков в настоящем способе прокатки являются предельными (т.е. угол скрещивания их осей 2α1* на фиг. 1 и 3 является максимальным) и не определяют все значения углов скрещивания рабочих валков в предлагаемом способе прокатки полос (листов) в четырехвалковой клети, так как не отражают всю специфику деформации металла при полосовой (листовой) прокатке в этой клети.
При этом в понятие специфика деформации металла вкладывают параметры валкового узла четырехвалковой клети, параметры прокатываемой полосы (листа), режим обжатий при прокатке, физико-механические свойства прокатываемого металла до и в процессе прокатки, температурно-скоростные условия прокатки, условия взаимодействия металла и рабочих валков в очаге деформации и др.
Для реакции валкового узла прокатной клети на указанные специфические показатели процесса деформации полосового (листового) металла в четырехвалковой клети и обеспечения получения готовой полосы (листа) заданного качества осуществляют скрещивание продольных осей опорных валков с их пересечением на виде сверху (снизу) в середине длины бочки валков и перед и (или) в процессе деформации металла осуществляют коррекцию образующегося угла скрещивания 2α1 между продольными осями опорных валков. Причем наряду с указанной коррекцией угла скрещивания опорных валков 2α1 в процессе деформации металла осуществляют коррекцию угла скрещивания продольных осей рабочих валков. Величина отмеченной коррекции угла скрещивания продольных осей рабочих валков по меньшей мере на порядок меньше установленного перед деформацией металла угла скрещивания продольных осей опорных валков.
Материалы фиг. 2 полностью отражают совокупность указанных существенных признаков предлагаемого способа прокатки полос (листов) в четырехвалковой клети, при этом угол скрещивания продольных осей 6 и 8 рабочих 2 и 4 валков 2α1 в зависимости от отмеченной специфики условий деформации полосового (листового) металла варьируют в пределах 0<2α1<2α1*.
Рассмотренный вариант прокатки полосы (листа) в четырехвалковой клети при угле скрещивания продольных осей рабочих валков 2α1=0 (фиг. 3) является частным (предельным) случаем реализации предложенного способа прокатки. Реализация процесса прокатки в этом случае предполагает принятие (и реализацию) относительно малых (порядка 2-3°) предельных значений угла 2α1*. Представленный на фиг. 1 вариант расположения продольных осей 9 и 10 опорных валков 1 и 3 совпадающими и расположенными в плоскости 11, перпендикулярной оси прокатки 12, и возможное при этом расположение продольных осей 6 и 8 рабочих валков 2 и 4 с углом скрещивания 2α1*, как уже отмечалось, является также предельным и в описываемом на фиг. 1 способе прокатки используют при перевалке опорных валков 1 и 3 и, естественно, как уже отмечено, при отсутствии в прокатной клети рабочих валков 2 и 4. Этот же вариант расположения опорных валков, но уже с рабочими валками (т.е. как на фиг. 1), является исходным при начале реализации настоящего способа прокатки, т.е. перехода от фиг. 1 к фиг. 2 расположения рабочих и опорных валков.
Таким образом в предлагаемом способе прокатки полос (листов) в четырехвалковой клети расположение валков при деформации металла согласно фиг. 2 отражает основную сущность (основную совокупность приемов) деформации металла в четырехвалковой клети, при которой в процессе деформации металла осуществляют коррекцию угла 2α1 скрещивания продольных осей 6 и 8 рабочих валков 2 и 4 и эта коррекция является реакцией на изменяющиеся условия прокатки металла.
Отмеченную коррекцию угла скрещивания 2α1 на фиг. 2 осуществляют путем одновременного (совместного) поворота продольных осей опорных 1 и 3 и рабочих 2 и 4 валков относительно оси, проходящей на фиг. 2 через точку О и перпендикулярной оси прокатки 12 на фиг. 2. Согласно фиг. 1 точка О расположена посередине длины бочки L опорных валков.
Уже отмечено, что реализация предлагаемого способа прокатки полос (листов) в четырехвалковой клети предусматривает также возможную дополнительную коррекцию угла скрещивания продольных осей рабочих валков, которую осуществляют симметричным поворотом только продольных осей рабочих валков. Тем самым оперативно реагируют на быстро изменяющиеся условия прокатки.
Если, например, по условиям реализации процесса прокатки полос (листов) в четырехвалковой клети перед деформацией металла продольные оси рабочих и опорных валков устанавливают с углом скрещивания 2α1=120′, то возможная дополнительная коррекция продольных осей рабочих валков может составлять ±(1-10′). Большие значения дополнительной коррекции угла скрещивания продольных осей рабочих валков существенно нарушают контакт по прямой образующей поверхности бочки рабочего валка с поверхностью бочки опорного валка, приводят к значительному износу бочек рабочих и опорных валков, особенно на торцевых сечениях бочек.
Развивая тему назначения углов скрещивания осей рабочих и опорных валков в предлагаемом способе прокатки полос (листов) в четырехвалковой клети, еще раз отметим определяющее влияние этих углов на процесс деформации металла в прокатной клети на ширине полосы и, особенно, на формирование продольной разнотолщинности и формы готовых полос (листов).
Отметим также, что угол скрещивания 2α1* на фиг. 1 и 3 является установочным (исходным). Однако в случае предусмотренного процесса прокатки в рабочих валках с параллельными продольными осями 6 и 8, расположенными в плоскости 11 (фиг. 3), угол 2α1* образуют продольные оси 9 и 10 опорных валков и значение угла 2α1* является предельным применительно к этому процессу деформации металла. Поэтому в случае планирования деформации металла в рабочих валках с параллельными продольными осями значения угла 2α1* назначают близким к наибольшим значениям угла 2α1 на фиг. 2.
Для перевалки рабочих валков, осуществляемой в их положении, показанном на фиг. 3, величина угла 2α1* не имеет значения. Аналогично величина угла 2α1* не имеет значения для расположения рабочих валков, приведенном на фиг. 1, так как перевалку опорных валков 1 и 3 в этом случае осуществляют при отсутствии в клети рабочих валков 2 и 4. В то же время совокупность расположения рабочих и опорных валков на фиг. 1 представляет составную часть предлагаемого способа деформации металла в четырехвалковой клети, являясь конечным этапом перехода от фиг. 3 к фигуре 2 предложенного способа прокатки.
При назначении угла 2α1* скрещивания продольных осей валков на фиг. 3 и 1 учитывают параметры опорных валков, особенно разность диаметров DL-DO и длину бочки валков L. Так как по мере эксплуатации клети разность диаметров DL-DO уменьшается из-за износа валков, величина этой разности определяет длительность эксплуатации опорных валков до их перевалки (обычно до 10-15 суток).
Составной частью предлагаемого способа прокатки полос (листов) в четырехвалковой клети является свободное и (или) управляемое осевое смещение рабочих валков 2 и 4 в процессе деформации металла, реализуемое благодаря осевой составляющей, возникающей в контакте рабочих валков с опорными. Подробное описание необходимых и достаточных приемов реализации осевого смещения рабочих валков в процессе деформации металла освещено в прототипе.
В предлагаемом способе прокатке полос (листов) реализуют также известные приемы воздействия на поперечный профиль и форму полосы в процессе прокатки в четырехвалковой клети, такие как противоизгиб продольных осей 6 и 8 рабочих валков 2 и 4, профилировка бочки рабочих валков, управляемая подача охладителя на бочки рабочих валков и др. Отсутствие в описании способа этих приемов воздействия на процесс прокатки в четырехвалковой клети объясняется хорошей известностью и анализом этих приемов в технической и патентной литературе.
Предложенный способ прокатки полос и листов в четырехвалковой клети обобщает приемы деформации металла в рабочих валках этой клети, контактирующих с опорными валками, бочки которых выполнены в виде однополостного гиперболоида, мнимая ось которого является продольной осью опорного валка.
Совокупностью описанных приемов расположения продольных осей рабочих и опорных валков перед и в процессе деформации металла реализуют широкий спектр воздействий на поперечную разнотолщинность и профиль полос при их прокатке в четырехвалковых клетях широкополосовых станов горячей и холодной прокатки.
Пример 1. В чистовой группе широкополосового стана горячей прокатки (ШПС г. п.) 2000 осуществляют прокатку полос толщиной 3,0 мм и шириной 1250 мм из малоуглеродистой стали ЗСП. Толщина подката, поступающего в первую клеть чистовой группы, равна 35 мм, температура металла 980°C. Группа состоит из семи четырехвалковых клетей. Каждая клеть имеет опорные валки с DO=1600 мм и рабочие Dp=800 мм. Длина бочки валков L=2000 мм. Рабочие валки цилиндрические (профилировку валков не рассматриваем), опорные валки выполнены с бочкой в виде однополостного гиперболоида, мнимая ось которого совпадает с продольной осью этих валков. По длине бочки опорного валка его диаметр возрастает с DO=1600 мм в середине бочки до DL=1603,4 мм на краю бочки, изменение диаметра выполнено по ветви гиперболы. При таком исполнении бочки опорных валков прямые образующие бочки верхнего и нижнего опорных валков (прямые 5 и 7 на фиг. 1) скрещены на виде сверху (снизу) в точке О середины длины бочки L с образованием угла скрещивания 2α1*=6°. Этот угол скрещивания является исходным.
В процессе деформации металла при прокатке указанных полос в первых четырех клетях чистовой группы необходимым и достаточным углом скрещивания продольных осей рабочих валков является угол 2α1=2°. Осуществляют воздействие на подушки опорных валков согласно стрелкам 13 и 14 на фиг. 1 и 2, обеспечивают указанный угол скрещивания равным 2α1=2° (фиг. 2). В процессе деформации металла осуществляют коррекцию указанного угла скрещивания в основном в пределах 2α1≤2°. При назначении величины коррекции учитывают реально складывающиеся температурно-скоростные и деформационные условия прокатки. Для оперативного воздействия на деформацию металла осуществляют противоизгиб рабочих валков.
Пример 2. В чистовой группе клетей ШПС г. п. 2000, в процессе описанной в примере 1 деформации металла в предпоследней и последней чистовых клетях стана осуществляют дополнительную оперативную коррекцию процесса прокатки путем поворота продольных осей рабочих валков на угол 2-3′ от значений, установленных в начале исходя из меняющихся условий прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПОЛОС (ЛИСТОВ) В ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2019 |
|
RU2724255C1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| ОПОРНЫЙ ВАЛОК ЛИСТОПРОКАТНОЙ КЛЕТИ КВАРТО | 2020 |
|
RU2740129C1 |
| СПОСОБ ПРОКАТКИ ДЛИННОМЕРНЫХ ПОЛОС В КЛЕТИ КВАРТО И ПРОКАТНАЯ КЛЕТЬ КВАРТО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2068307C1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |
| Способ продольной прокатки | 1989 |
|
SU1667955A1 |
| Прокатная клеть | 1990 |
|
SU1713697A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ СТЕККЕЛЯ | 2003 |
|
RU2252086C1 |
Изобретение относится к листовой прокатке в черной и цветной металлургии. Способ включает деформацию заготовок в четырехвалковой клети с установленными в ней рабочими валками с цилиндрической поверхностью бочки
и опорными валками с поверхностью в виде однополостного гиперболоида, контактирующими друг с другом по прямым образующим опорных и рабочих валков. Повышение эффективности воздействия на поперечный профиль и форму полосы, упрощение перевалки валков обеспечивается за счет того, что перед прокаткой производят поворот опорных валков со скрещиванием и пересечением их продольных осей в горизонтальной плоскости в середине бочки валков по длине с образованием острого угла, при этом в процессе деформации осуществляют коррекцию угла скрещивания продольных осей опорных валков в пределах угла, при котором продольные оси рабочих валков параллельны и расположены в вертикальной плоскости перпендикулярно оси прокатки. 3 ил.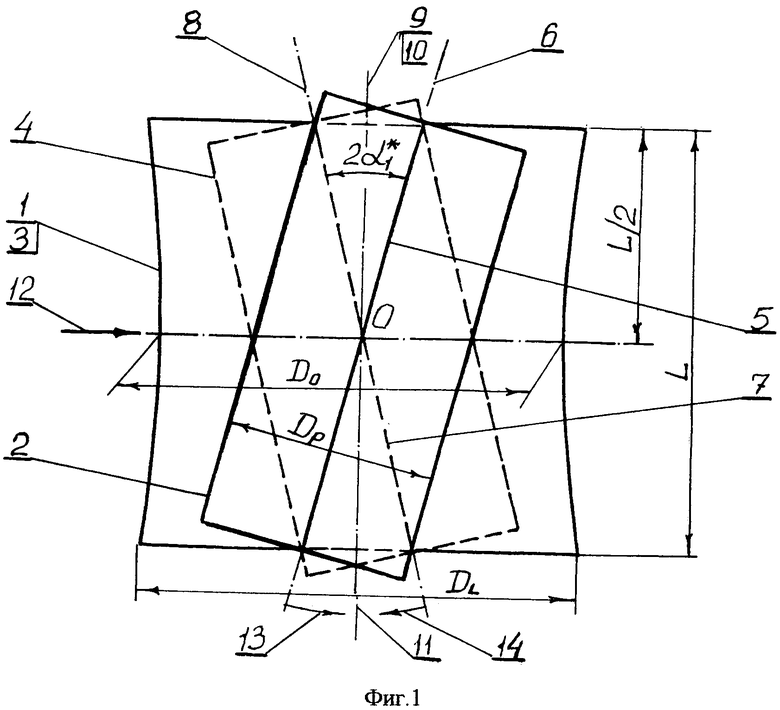
Способ прокатки полос, включающий их деформацию в четырехвалковой клети с установленными в ней рабочими валками с цилиндрической поверхностью бочки и опорными валками с поверхностью в виде однополостного гиперболоида, контактирующими друг с другом по прямым образующим опорных и рабочих валков, отличающийся тем, что перед прокаткой производят поворот опорных валков со скрещиванием и пересечением их продольных осей в горизонтальной плоскости в середине бочки валков по длине с образованием острого угла, при этом в процессе деформации осуществляют коррекцию угла скрещивания продольных осей опорных валков в пределах угла, при котором продольные оси рабочих валков параллельны и расположены в вертикальной плоскости перпендикулярно оси прокатки.
| RU 2012147125 A,20.05.2014 | |||
| Рабочий валок листопрокатной клети | 1983 |
|
SU1158262A1 |
| Рабочий валок листопрокатного стана | 1987 |
|
SU1537338A1 |
| Калибр валков для винтовой прокатки круглых профилей | 1983 |
|
SU1122378A1 |
| JP 57007306 A, 14.01.1982. | |||

