Изобретение в целом относится к прокатному стану для изготовления толстолистового и полосового проката, в частности к прокатному стану, у которого автоматически создается двумерная центральная опора для регулировки отклонения валков, за счет чего обеспечивается высокая прецизионная точность изделий толстолистового и полосового проката по толщине.
Предпосылки создания изобретения
Известно множество разнообразных прокатных станов для изготовления толстолистового и полосового проката, которые в зависимости от числа валков подразделяют на двухвалковые прокатные станы, четырехвалковые прокатные станы и многовалковые прокатные станы. Однако наиболее распространенными являются четырехвалковые прокатные станы, НС прокатные станы и многовалковые прокатные станы. У двухвалковых и четырехвалковых прокатных станов имеется множество недостатков, главным среди которых является следующий: поскольку ведущие вниз приводные механизмы расположены у шеек прокатных валков, когда прокатываемое изделие проходит через клеть стана, валки подвергаются значительной деформации изгиба, что приводит к погрешностям в толщине изделий толстолистового и полосового проката и тем самым значительно ухудшает качество изделий проката. Для решения упомянутой проблемы необходимо увеличивать диаметр валков, а в случае с четырехвалковыми прокатными станами требуется также увеличивать диаметр опорных валков. Тем не менее по мере увеличения диаметра валков происходит резкое увеличение давления металла на валки, что в свою очередь влечет за собой увеличение деформации изгиба валков.
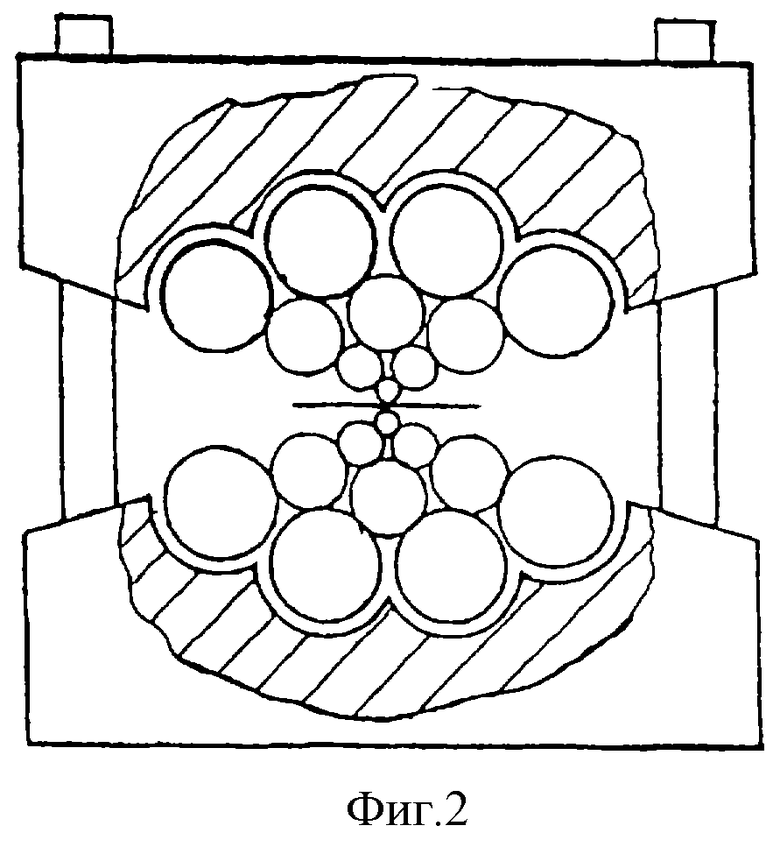
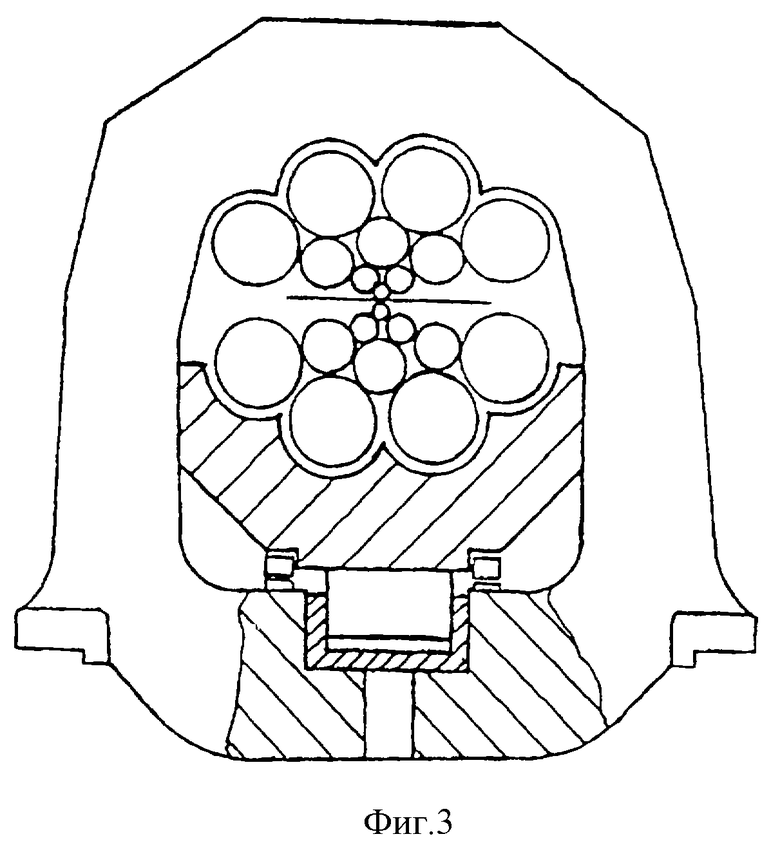
Многовалковые прокатные станы подразделяются на станы с неразъемной станиной и станы со станиной открытого типа (как показано на фиг.1 и 2). В патенте Японии 54-1259 раскрыт многовалковый прокатный стан, в котором использована башенная система расположения валков. Несомненным преимуществом всех прокатных станов такого типа является жесткость их конструкции, однако участки станины многовалкового прокатного стана, контактирующие с опорными валками, все же испытывают деформацию изгиба в результате давления металла на валки, что приводит к деформации изгиба рабочих валков и в результате отрицательно сказывается на допусках на толщину готовых изделий проката.
Решение проблемы деформации изгиба валков с целью уменьшения или устранения ее влияния на равномерность изделий проката по толщине заключается в регулировке зазора между рабочими валками с тем, чтобы деформация изгиба рабочих валков не зависела от изменения давления металла на валки. В патенте КНР (заявка 89101393, патент выдан под номером CN 1013250В) раскрыт "Прокатный стан с валками высокой жесткости, в малой степени подверженными деформации изгиба". Для достижения упомянутой цели согласно патенту опорные валки, образующие крайний слой башенной системы валков, опираются на опоры валков в виде многозвенной балки; давление металла на рабочие валки через систему валков переносится соответственно на опоры верхних и нижних валков; вертикальная составляющая силы, создаваемой опорами валков, через ведущие вниз или вверх приводные механизмы или аналогичные элементы, такие как прокладки, переносится на станину; число ведущих вниз или ведущих вверх приводных механизмов равно, по меньшей мере, двум, и они расположены в центральной области оси рабочего валка на опорах валков. Очевидно, что благодаря техническому решению, согласно данному патенту, деформация изгиба опор валков преимущественно не меняется в вертикальной плоскости под действием давления металла на валки, за счет чего существенно уменьшается погрешность в толщине у изделий проката. Тем не менее на многовалковых прокатных станах с башенной системой расположения валков давление металла на рабочие валки, перенесенное на промежуточные валки, имеет вертикальную и горизонтальную составляющие, в результате чего расположенные по окружности опорные валки также испытывают значительное воздействие горизонтальной составляющей такого давления. Что касается прокатных станов, раскрытых в патенте КНР 89101393, горизонтальная составляющая давления металла вызывает горизонтальную деформацию изгиба опор валков, в результате чего ось опорных валков, промежуточные валки и даже рабочие валки подвергаются еще большей деформации изгиба.
Как указывалось выше, для решения проблемы деформации изгиба рабочих валков многовалкового прокатного стана необходимо уменьшить деформацию изгиба, вызванную не только вертикальной оставляющей давления металла, но также горизонтальной составляющей такого давления, то есть требуется решить проблему деформации, возникающей в двух плоскостях таким образом, чтобы рабочий валок оставался недеформированным, а допуск на толщину изделий проката мог быть уменьшен.
Краткое изложение сущности изобретения
Таким образом, изобретение направлено на решение проблемы деформации изгиба валков в двух плоскостях, а именно в прокатном стане согласно изобретению уменьшается не только деформация изгиба в вертикальной направлении, но также и в горизонтальном направлении. Соответственно, целью изобретения является создание прокатного стана, отличающегося высокой прецизионностью от известных из техники прокатных станов и обеспечивающего значительное уменьшение деформации изгиба валков под действием давления металла, в результате чего допуск на толщину изделий проката уменьшается и повышается точность размеров изделий проката.
Для достижения упомянутой выше цели предложен прокатный стан для изготовления толстолистового и полосового проката, включающий в себя станину прокатного стана, систему верхних валков и систему нижних валков, опору верхних средних валков, опору верхних боковых валков, опору нижних средних валков и опору нижних боковых валков. Станина прокатного стана представляет собой раму, способную выдерживать давление металла на валки, а все детали и компоненты прокатного стана, такие как системы валков, помещаются на станине. Системы валков скомпонованы таким образом, что имеют башенную конфигурацию. Система валков состоит из трех частей: рабочих валков, опорных валков и промежуточных валков. Верхние и нижние опорные валки расположены на крайнем слое системы валков и опираются соответственно на опоры верхних и нижних средних валков и на опоры верхних и нижних боковых валков, представляющие собой многозвенную балку; при этом опора верхних средних валков и опора верхних боковых валков могут при необходимости перемещаться вверх и вниз с целью регулировки величины зазора между валками. Станина прокатного стана, опоры валков, центральное опорное средство, расположенное между опорами средних валков и опорами боковых валков, центральное опорное средство, расположенное между станиной и опорами средних валков и центральное опорное средство, расположенное между станиной и опорами боковых валков, в целом образуют двумерную центральную опорную систему. Под действием горизонтальной составляющей давления металла на валки опоры боковых валков автоматически плотно прижимаются к боковым стенкам станины. Центральное опорное средство установлено на, по меньшей мере, одной из опор верхних и нижних валков и расположено в области, примыкающей к средней части оси бочки рабочего валка, а его длина не превышает длину бочки рабочего валка. Центральное опорное средство включает в себя приводные механизмы и горизонтальные прокладки. Предусмотрено, по меньшей мере, два приводных механизма, расположенных в станине над опорой верхних средних валков, а опора нижних средних валков опирается на горизонтальные прокладки. Приводные механизмы и горизонтальные прокладки расположены вблизи средней части оси рабочего валка. В прокатном стане согласно изобретению также предусмотрены верхние и нижние вертикальные прокладки, проходящие в горизонтальном направлении и расположенные соответственно между боковыми поверхностями опор верхних и нижних боковых валков и станиной. Под действием горизонтальной составляющей давления металла на валки опоры боковых валков через вертикальные прокладки плотно прижимаются к боковым стенкам прокатного стана, за счет чего для них создается центральная опора в горизонтальном направлении, предотвращающая деформацию изгиба, вызванную горизонтальной составляющей давления металла на валки. С целью обеспечить дополнительную центральную опору в вертикальном направлении для опор боковых валков в прокатном стане согласно изобретению горизонтальные прокладки расположены между опорами средних валков и опорой боковых валков. Форма станины прокатного стана сопряжена с формой комбинированных опор валков.
Краткое описание чертежей
Далее будут подробно описаны варианты осуществления изобретения со ссылкой на приложенные чертежи, а из нижеследующего описания станет более очевидной цель изобретения.
На фиг.1 схематически изображен обычный прокатный стан.
На фиг.2 схематически изображен обычный многовалковый прокатный стан со станиной открытого типа.
На фиг. 3 схематически изображен обычный многовалковый прокатный стан, раскрытый в патенте Японии.
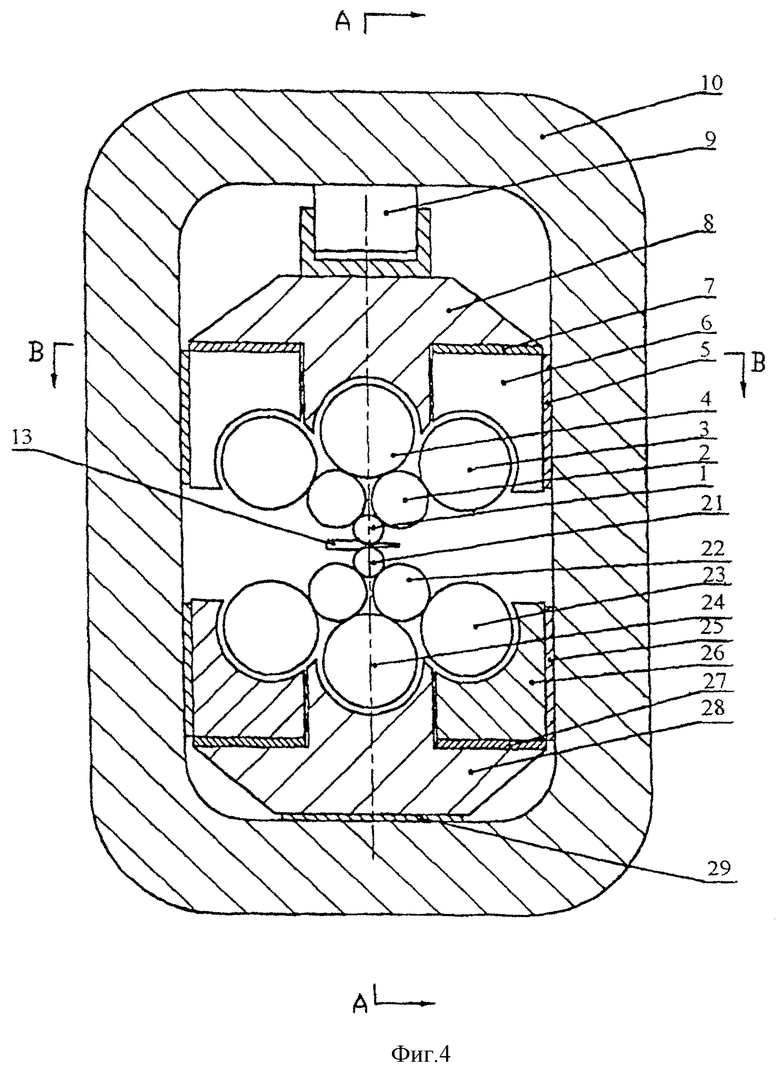
На фиг. 4 изображен вид спереди в разрезе прокатного стана согласно изобретению.
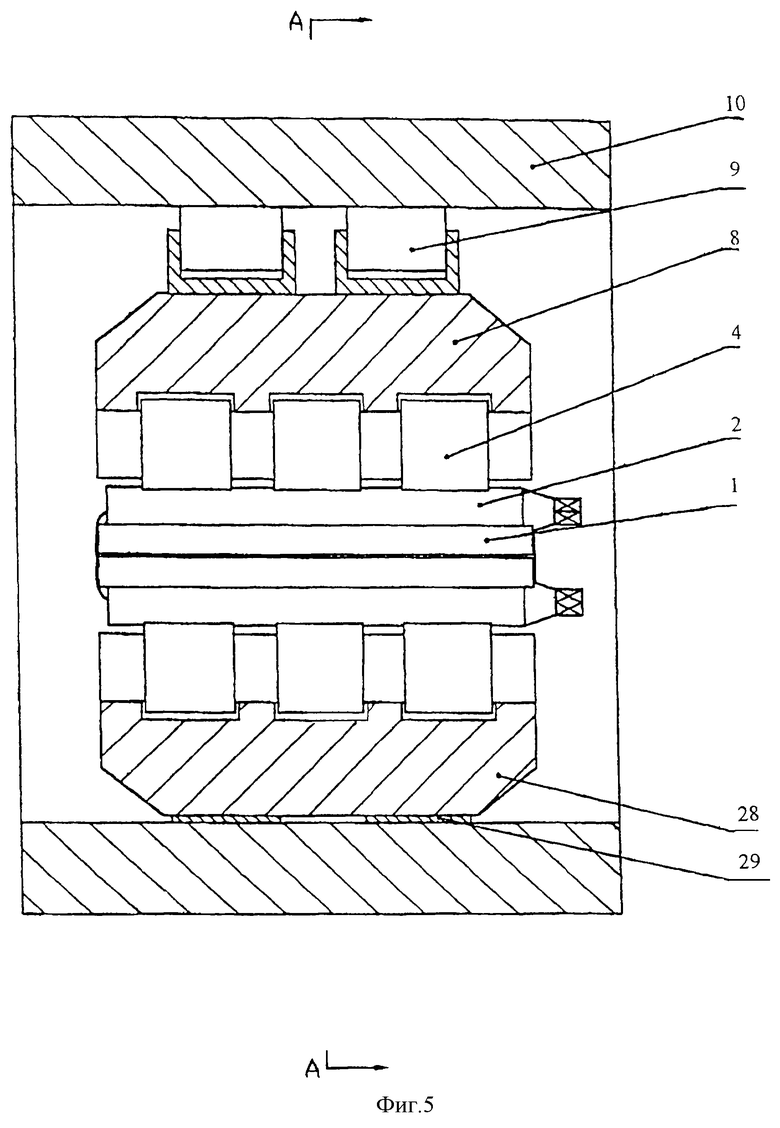
На фиг.5 изображен вид в разрезе прокатного стана по линии А-А на фиг.4.
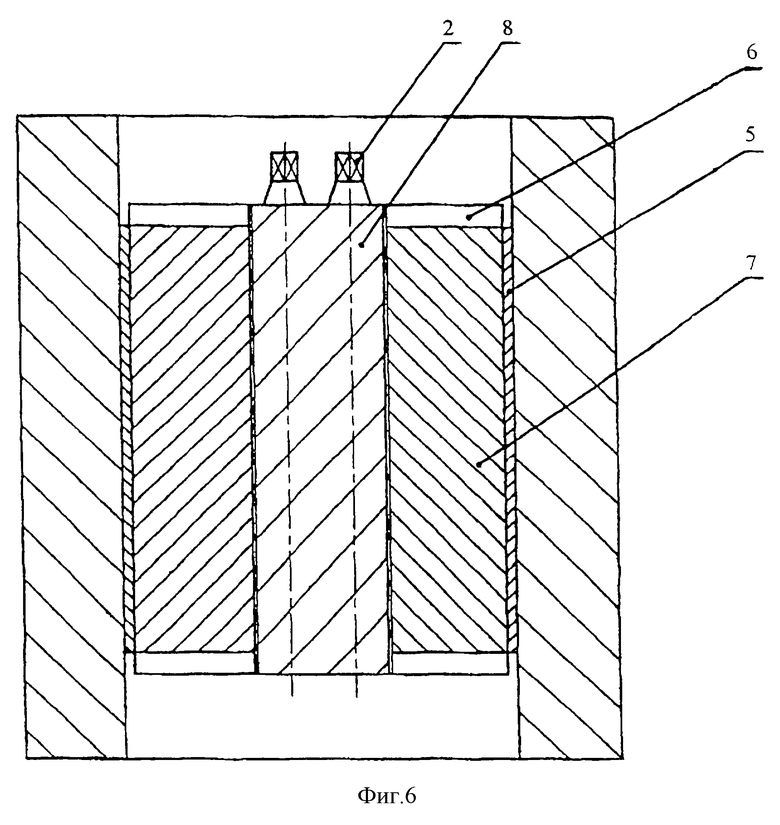
На фиг.6 изображен вид в разрезе прокатного стана по линии В-В на фиг.4.
Подробное описание предпочтительного варианта осуществления
На фиг.1-3 схематически изображены широко применяемые обычные прокатные станы. Особенности их конструкции неизбежно приводят к деформации изгиба валков в процессе прокатки, что непосредственно сказывается отрицательным образом на качестве изделий проката. В связи с этим чистота поверхности изделий проката, в особенности допуски на толщину листа, не отвечает соответствующим требованиям.
На фиг. 4-6 проиллюстрирован вариант осуществления высокоточного прокатного стана согласно изобретению, деформация изгиба в котором регулируется в двух плоскостях. Как следует из фиг.4, двумерная центральная опорная система включает в себя станину 10, опоры 8 и 28 средних валков, опоры 6 и 26 боковых валков, прокладки 5, 25, 7, 27 и 29 и приводные механизмы 9. Станина 10 состоит из таких основных элементов, как системы верхних и нижних валков, опоры 8 и 28 верхних и нижних средних валков, опоры 6 и 26 верхних и нижних боковых валков и т.д. Станина 10 может быть выполнена в виде единого целого либо состоять из нескольких частей, соединенных друг с другом с помощью сварки или иных способов. Системы верхних и нижних валков состоят соответственно из рабочего валка 1 и 21, промежуточных валков 2 и 22 и опорных валков 3, 23 и 4, 24, в целом образующих башенную систему валков. Изделие проката обозначено позицией 13. Опорные валки 3, 23 и 4, 24, образующие крайний слой системы валков, имеют опору в виде многозвенной балки, обычно состоящей из двух или трех звеньев (смотри фиг.5) и опираются на опоры 6, 26 верхних и нижних боковых валков и опоры 8, 28 верхних и нижних средних валков. Центральная опорная система имеет приводные механизмы 9 между опорой 8 верхних средних валков и верхней нижней стенкой станины 10, при этом механизм 9 расположен на опоре верхних средних валков посередине оси рабочего валка и преимущественно не превышает длину бочки рабочего валка. Приводной механизм способен перемещаться вверх и вниз, за счет чего опора 8 верхних средних валков и опоры 6 верхних боковых валков одновременно перемещаются вверх и вниз в неразъемной станине 10 и регулируется зазор между валками. Для осуществления автоматической регулировки приводные механизмы могут быть также оснащены устройством автоматического контроля толщины листа (не показано), чтобы точно определять величину давления металла на валки и зазор между валками. Таким образом, производственный процесс может быть автоматизирован, и обеспечена высокая точность изделий.
Между опорой 28 нижних средних валков и нижней внутренней стенкой станины 1 расположены горизонтальные прокладки 29 (фиг.4), которые помещаются под опорой нижних средних валков посередине оси рабочего валка и преимущественно не превышают длину бочки рабочего валка. Следовательно, опора 28 нижних средних валков опирается на горизонтальные прокладки 29. Горизонтальные прокладки 29 могут иметь различные размеры, а именно они могут иметь различную толщину. За счет использования горизонтальных прокладок 29 различной толщины возможно осуществлять регулировку линии проката. Горизонтальные прокладки 29 также могут быть заменены гидравлическим устройством или винтовым устройством.
Как ясно следует из фиг.4, опора 8 верхних средних валков опирается в вертикальном направлении на приводные механизмы 9, тогда как опоры 6 верхних боковых валков через прокладки 7 опираются в вертикальном направлении на опору 8 верхних средних валков и способны скользить в горизонтальном направлении. Между опорами 6 верхних боковых валков и станиной 10 расположены вертикальные прокладки 5, за счет чего опоры 6 верхних боковых валков через вертикальные прокладки 5 плотно прижимаются к станине 10 под действием горизонтальной составляющей давления металла на валки. Приводной механизм 9, валки 7 и вертикальные прокладки 5 расположены в центральной части оси рабочего валка и не превышают длину бочки рабочего валка. Аналогичным образом опора 28 нижних средних валков опирается в вертикальном направлении на прокладки 29, тогда как опоры нижних боковых валков через прокладки 27 опираются в вертикальном направлении на опору 28 нижних средних валков и способны скользить в горизонтальном направлении. Между опорами 26 нижних боковых валков и станиной 10 расположены вертикальные прокладки 25, за счет чего опоры 26 нижних боковых валков через вертикальные прокладки 25 плотно прижимаются к станине 10 под действием горизонтальной составляющей давления металла на валки. Прокладки 29, 27 и вертикальные прокладки 25 расположены в центральной части оси рабочего валка и не превышают длину бочки рабочего валка. Опора нижних валков, образованная опорой 28 нижних средних валков, опорами 26 нижних боковых валков и прокладками 27 в сочетании с прокладками 29 и вертикальными прокладками 25, опирается на станину 10 прокатного стана. Опора верхних валков, образованная опорой 8 верхних средних валков, опорами 6 верхних боковых валков и прокладками 7 в сочетании с приводными механизмами 9 и вертикальными прокладками 5, также опирается на станину 10.
Благодаря упомянутой выше конструкции прокатного стана согласно изобретению деформация изгиба валков существенно снижается за счет того, что станина, опоры валков, центральное опорное средство, расположенное между опорами средних валков и опорами боковых валков, центральное опорное средство, расположенное между станиной и опорами средних валков, и центральное опорное средство, расположенное между станиной и опорами боковых валков, в целом образуют двумерную центральную опорную систему, а именно обеспечивают центральную опору как в горизонтальном, так и вертикальном направлениях. В частности, опоры верхних и нижних валков прокатного стана и даже опорные валки, промежуточные валки и рабочие валки имеют центральную опору как в горизонтальном, так и вертикальном направлениях. Давление металла на рабочие валки через рабочие валки и промежуточные валки переносится на опорные валки. Опорные валки состоят из нескольких подшипников, установленных на оправке для насадной бочки валка (смотри фиг.5). Таким образом, при переносе давления металла на валки на наружные кольца подшипников они вращаются, а давление металла через подшипники переносится далее на опоры верхних средних валков и опоры верхних боковых валков. В результате вертикальная составляющая давления металла на валки через приводные механизмы достигает верхней внутренней стенки станины, а горизонтальная составляющая через приводные механизмы достигает боковых стенок станины.
Аналогичным образом давление металла на нижний рабочий валок через промежуточные валки и опорные валки переносится на опору нижнего среднего валка и опору нижнего бокового валка, при этом вертикальная составляющая давления металла на валки через прокладки 29 переносится на нижнюю внутреннюю стенку станины, а горизонтальная составляющая через вертикальные прокладки 25 переносится на боковые стенки станины. Приводные механизмы, прокладки и вертикальные прокладки, через которые происходит перенос давления, расположены в средней части оси рабочего валка и не превышают длины бочки валка.
Таким образом, прокатный стан, согласно изобретению, обеспечивает нужный профиль, а именно линейность образующей рабочих валков не только в вертикальной, но и горизонтальной плоскости. В результате этого деформация изгиба рабочих валков преимущественно не меняется под действием давления металла на валки. Таким образом, деформация изгиба валков существенно уменьшается, за счет чего уменьшается допуск на толщину полосового проката.
Регулировку зазора между валами осуществляют путем одновременного перемещения опоры 8 верхних средних валков и опоры 6 верхних боковых валков вверх и вниз в проеме станины 10 с помощью приводных механизмов 9.
Прокатный стан согласно данному варианту осуществления может быть перевернут, в результате чего действующие по направлению вниз приводные механизмы будут действовать по направлению вверх. Такая модификация обладает аналогичными свойствами.
Действующие по направлению вниз гидравлические приводные механизмы могут быть также заменены винтовым устройством.
Прокладки могут быть заменены втулками или выступами, расположенными на станине или опорах валков, а прокладки могут также представлять собой многослойные прокладки.
Изобретение отличается следующими преимуществами от известных из техники устройств.
Поскольку станина прокатного стана согласно изобретению является неразъемной, ее форма соответствует очертаниям всех взятых вместе опор валков и она обладает высокой жесткостью; прокладки или устройства регулировки зазора между опорами средних валков опорами боковых валков и прокладки между опорами валков и станиной расположены в средней части оси рабочего валка, не превышают длины бочки рабочего валка и образуют двумерную автоматическую центральную опорную систему. Таким образом, обеспечивается нужный профиль образующей рабочих валков не только в вертикальной, но также и горизонтальной плоскости. В результате под давлением металла на валки деформация изгиба рабочих валков преимущественно не меняется, за счет чего обеспечивается значительное уменьшение допустимой погрешности по толщине полосового проката.
Прокатный стан согласно изобретению способен значительно упростить профилирование или расчет бочки валков и осуществление контроля профиля валков в процессе прокатки. Деформация изгиба рабочих валков прокатного стана согласно изобретению преимущественно не меняется под давлением металла на валки ни в горизонтальном, ни в вертикальном направлениях. Поскольку деформация изгиба, представляющая собой наиболее важный из таких факторов, связанных с профилированием бочки валков, как деформация изгиба, деформация сплющивания, тепловое расширение, износ и т.д., может не приниматься во внимание, а тепловое расширение и износ также являются мало меняющимися величинами, расчет профиля бочки валков и контроль профиля валков в процессе прокатки может быть значительно упрощен. Помимо этого устраняется проскальзывание валка в результате деформации изгиба рабочих валков обычных прокатных станов, благодаря чему облегчается прохождение металла в поперечном направлении, что важно при высокоточной прокатке полос из клиновидных заготовок. Кроме того, существенно ослабляется такое явление, как "утончение кромки" полос.
Согласно раскрытому выше варианту осуществления изобретения число валков в системе валков равно 12, однако система валков может состоять из различного числа валков. Кроме того, совокупность опор валков согласно изобретению сопрягается с опорами валков или системами валков обычного прокатного стана.
Изобретение не ограничено станами холодной прокатки и также применимо при горячей прокатке полосового проката.
Несмотря на то что выше были описаны предпочтительные варианты осуществления изобретения, специалист в данной области техники может внести в изобретение различные изменения, не выходящие за объем приложенных притязаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОТОЧНЫЙ ПРОКАТНЫЙ СТАН С КОНТРОЛЕМ ИЗГИБА ВАЛКОВ В ДВУХ ПЛОСКОСТЯХ | 1997 |
|
RU2198749C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ЛИСТОВОГО ИЛИ ПОЛОСОВОГО ПРОКАТА | 1997 |
|
RU2198750C2 |
| Многовалковая прокатная клеть | 1978 |
|
SU766679A1 |
| Устройство для регулирования прогиба прокатного валка многовалкового стана | 1987 |
|
SU1447447A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2320432C1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| ПРОКАТНАЯ КЛЕТЬ С ПЕРЕКОСОМ ВАЛКОВ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ | 1994 |
|
RU2077399C1 |
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| Многовалковый прокатный стан | 1976 |
|
SU573210A1 |
Изобретение относится к прокатке, конкретно к конструкции высокоточного прокатного стана, валки которого имеют автоматическую двумерную опору, служащую для контроля их изгиба. Прокатный стан состоит из корпуса, множества валков и подушек валков. Упомянутые подушки состоят из срединных подушек, крайних подушек, способных расслаиваться в горизонтальном направлении, и срединного опорного средства, расположенного между ними. Задача изобретения - сведение к минимуму деформации изгиба валков в процессе прокатки. Прокатный стан, согласно изобретению, оснащен автоматической двумерной срединной опорной системой, состоящей из корпуса, подушек, первого срединного опорного средства, расположенного между ними, второго срединного опорного средства, расположенного между корпусом и подушками, третьего срединного опорного средства, расположенного между корпусом и крайними подушками. Упомянутые срединные опорные средства состоят из нажимного механизма, горизонтальных опорных элементов, вертикальных опорных элементов и опорных элементов, расположенных между срединными подушками и крайними подушками. Технический результат изобретения состоит в том, что при такой конструкции прокатного стана деформация изгиба валков существенно снижается, за счет чего уменьшаются отклонения в размерах изделий полосового или толстолистового проката. 7 з.п. ф-лы, 6 ил.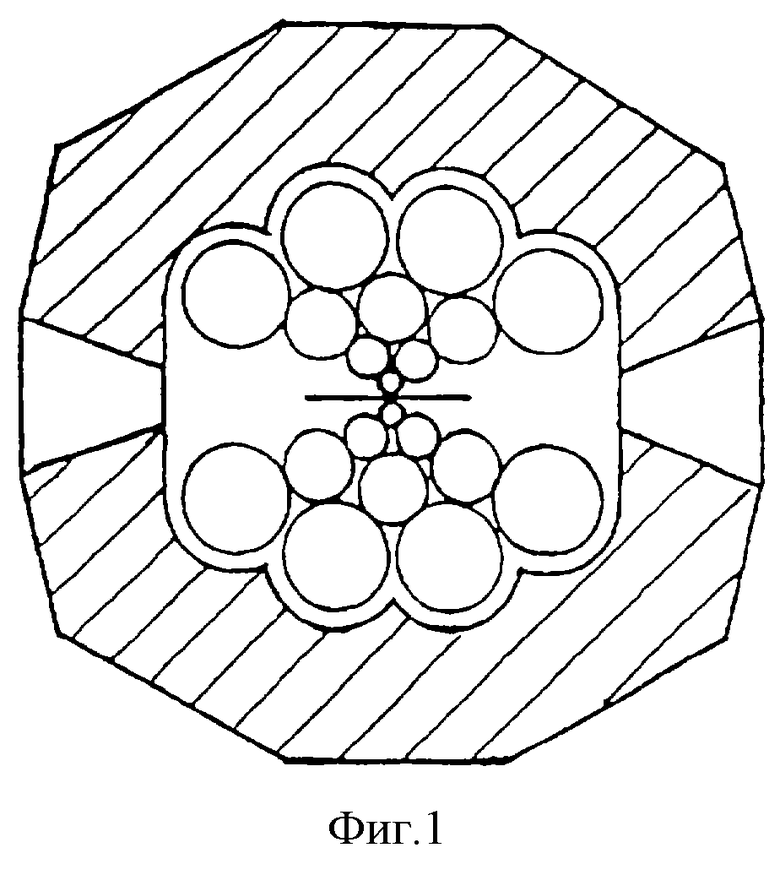
| Ручной зажимной инструмент | 1981 |
|
SU1013250A1 |
| МНОГОВАЛКОВАЯ КЛЕТЬ | 1994 |
|
RU2074777C1 |
| RU 93054174 А, 20.03.1997 | |||
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| Объектив с вынесенным зрачком | 1978 |
|
SU693328A1 |
| US 4295355, 20.10.1981. | |||

