Изобретение относится к обработке металлов давлением, в частности к производству гофрированных изделий из листовых заготовок.
Цель изобретения - расширение технологических возможностей за счет обеспечения получения гофров со скругленными вершинами и повышение производительности за счет увеличенк.ч числа одновременно формуемых гофров.
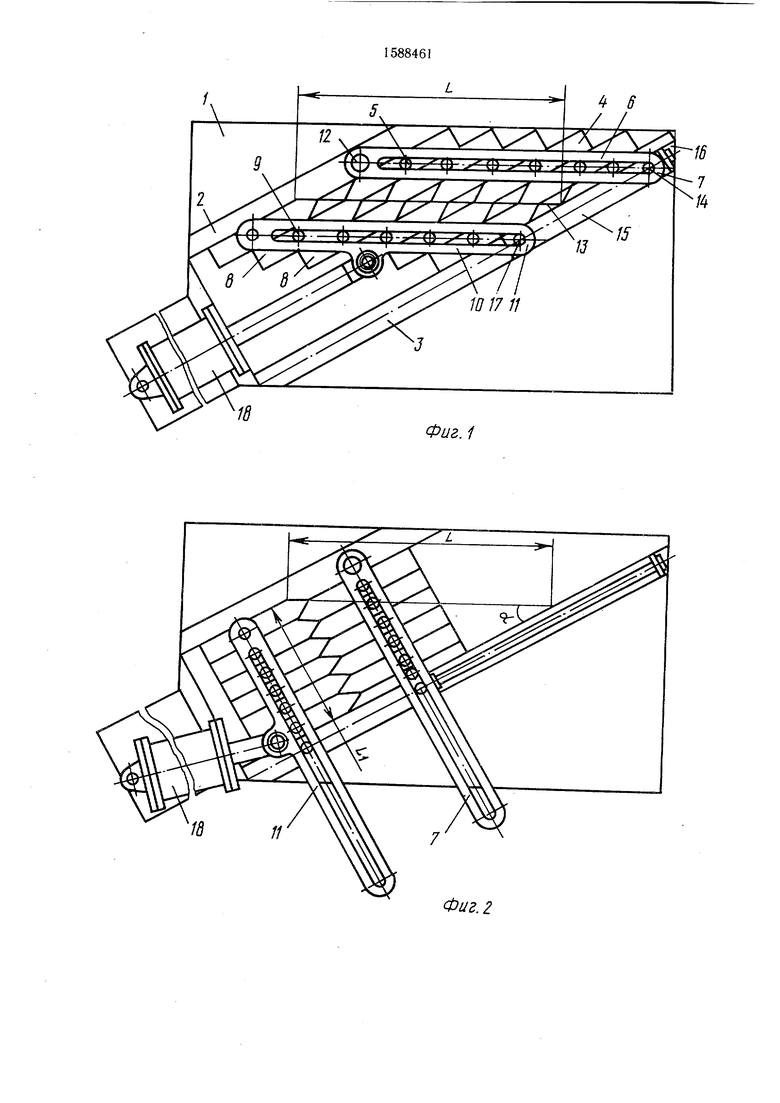
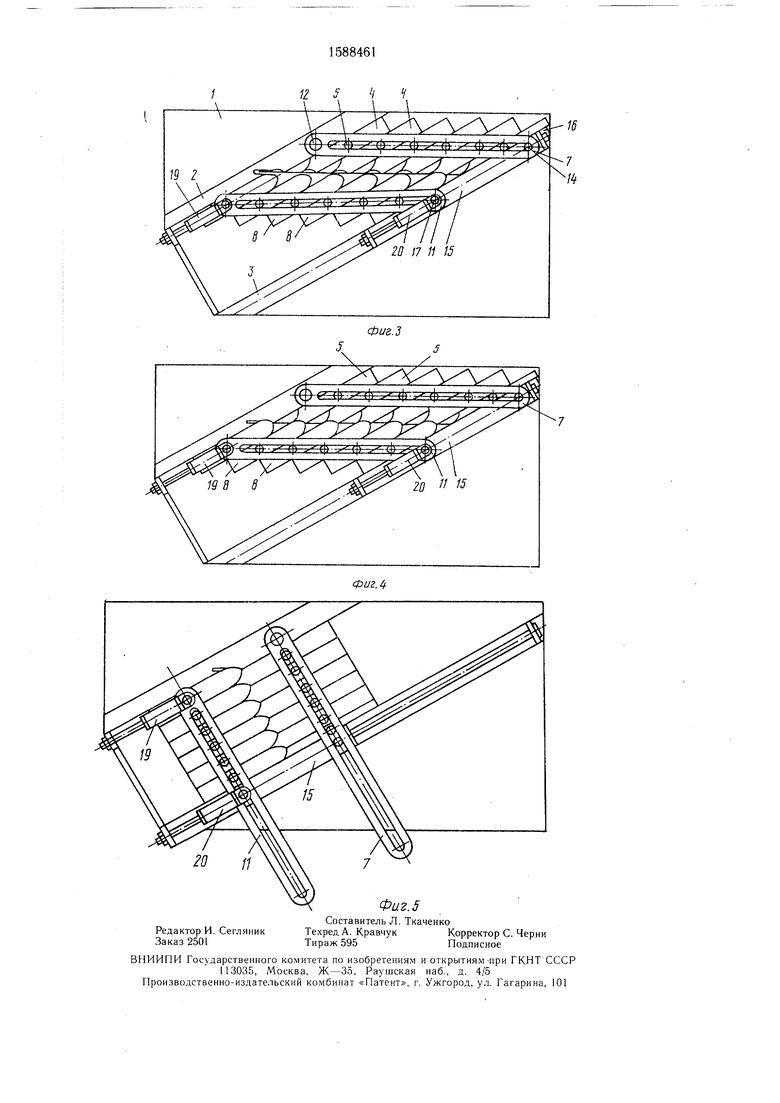
На фиг. 1 представлено устройство для получения пилообразных гофров в момент зажима заготовки; на фиг. 2 - то же в момент окончания деформирования; на фиг. 3 - устройство для получения гофров с непрямолинейными стенками в момент начала поочередного зажима; на фиг. 4 - то же, в момент окончания зажима; на
фиг. 5 - то же, в момент окончания деформирования.
Устройство содержит неподвижную плиту I с ограничительными планками 2 и 3 узел пуансона в виде установленных между планками 2 и 3 секций 4 пуансона с пальцами 5, размещенными в продольном пазу 6 поворотного рычага 7, а также узел матрицы в виде установленных между планками 2 и 3 секций 8 матрицы с пальцами 9 размещенными в продольном пазу 10 пово- ротного рычага 11.
Рычаг 7 закреплен с помощью шарнира 12 на планке 2, выполненной ступенчатой для фиксации конца листовой заготовки 13 Второй конец рычага 7 с помощью пальца 14 связан с ползушкой 15, размещенной вдоль планки 3 и связанной приводом 16, с полсл
00 00
4
С5
зушкой 15 шарнирно связан также и рычаг 11 узла матрицы с помощью пальца 17. Устройство содержит привод подпора уз- :ла матрицы, который может быть выполнен в случае получения пилообразных гофров в виде шарнирно установленного на плите 1 силового цилиндра 18, связанного с рычагом 11 в его средней части, или в случае получения гофров с непрямолинейными стенками в виде независимых силовых цилиндров 19 и 20.
Силовой цилиндр 19 неподвижно установ- :лен на плите 1, а силовой цилиндр 20 - на |ползушке 15.
i Способ осуществляется следующим об- |разом.
; Листовую заготовку 13 зажимают на участках, размещенных с равными интервалами и соответствующих, по меньшей мере, |части одной из боковых сторон каждого из- :Гибаемого гофра, а затем осуществляют гиб- |ку путем смежения каждого зафиксированно- |го участка относительно одного из крайних зафиксированных участков в направлении этого участка. Смещение осуществляют под острым углом к плоскости подачи.
При получении пилообразных гофров смещение участков осуществляют под углом ос к плоскости подачи, определяемым по зависимости
а arcsin
,
Т
где L - исходная длина заготовки-,
LI - длина заготовки.
При получении гофров с непрямолинейными стенками зажим участков заготовки ;осуществляют поочередно с формовкой в местах зажима.
Устройство для осуществления способа Сработает следующим образом. : Заготовку 13 подают между секциями ;пуансона и матрицы и фиксируют на ступени ограничительной планки 2. Затем привод подпора перемещает секции 8 матрицы, зажимая заготовку между секциями 4 и 8.
После этого под действием привода 16 и ползушки 15 секции 4 и 8 одновременно перемещаются между ограничительными планками 2 и 3, обеспечивая деформирование заготовки по контуру их рабочей поверхности.
После окончания гофрирования привод подпора обеспечивает отход секции 8 для освобождения изделия. Затем ползушка 15 вместе с рычагами 7 и 11 возвращается в исходное положение.
При получении гофров с непрямолинейными стенками силовой цилиндр 19 сперва поджимает ленту к ступени ограничительной планки 2, а затем с помощью цилиндра 20 осуществляется поочередный зажим с формованием части гофра.
Способ опробован на заготовке толщиной 1 мм и щириной 2,5 мм. Получен гофр высотой 34,5 мм с щагом 34 мм.
Предлагаемое устройство обеспечивает высокую точность гофров при уменьшенных энергозатратах.
Формула изобретения
1.Способ изготовления гофрированных изделий из листовых заготовок, включающий зажим заготовки на участках, размещенных с равными интервалами, и формование гофров гибкой свободных участков путем одновременного смещения зафиксированных участков, отличающийся тем, что, с целью расщирения технологических возможностей и повышения производительности за счет увеличения числа одновременно формируемых гофров, заготовку зажимают на участках, соответствующих по меньшей мере
Q части длины боковой стороны каждого гофра, по одноименным боковым сторонам гофров, а одновременное смещение зафиксированных участков при гибке осуществляют под острым углом к плоскости подачи заготовки при сохранении неподвижности одно5 го из крайних зафиксированных участков.
2.Способ по п. 2, отличающийся тем, что угол а смещения зафиксированных участков к плоскости подачи заготовки определяется из зависимости a: arcsin(L:/L), где LI - длина изделия; L - расчетная длина развертки листа.
3.Способ по п. 1, отличающийся тем, что, с целью повышения качества изделий за счет уменьщения утонения при формовании гофров с непрямолинейными стенками, зажим заготовки осуществляют поочередно с
формовкой части гофра в процессе зажима.
4.Устройство для изготовления гофрированных изделий из листовых заготовок, содержащее узел матрицы, установленный на неподвижной плите, и узел пуансона в виде подвижных одна относительно другой, секций с поворотным рычагом, размещенные по обе стороны секций пуансона ограничительные планки и привод узла пуансона, включающий связанную с поворотным рычагом ползушку, отличающийся тем, что оно снабжено приводом настроечного перемещения и подпора узла матрицы, ограничительные планки закреплены неподвижно на плите, ползущка установлена на одной из ограничительных планок, узел матрицы выполнен аналогичным узлу пуансона, секции матрицы размещены между ограничительными планками, а ее рычаг щарнирно связан с приводом настроечного перемещения и подпора и с ползущкой.
5.Устройство по п. 4, отличающееся тем, что привод настроечного перемещения и подпора узла матрицы выполнен в виде двух независимых силовых цилиндров, один из которых установлен на плите, а другой - на ползушке.
0
0
5
0
5
г
12
,,
фу-Ф .
ук:
У
фу-Ф .
Фиг.1

Изобретение относится к обработке металлов давлением, в частности к производству гофрированных изделий из листовых заготовок. Цель изобретения - расширение технологических возможностей и повышение производительности за счет увеличения числа одновременно формируемых гофров. Листовую заготовку зажимают на участках, размещенных с равными интервалами и соответствующих одной из боковых сторон гофра. Затем осуществляют гибку путем смещения зажатых участков в направлении крайнего зажатого участка. При получении пилообразных гофров смещение производят под углом к плоскости подачи Α=ARCSINL 1/L, где L 1 и L - исходная и конечная длины заготовки соответственно. При получении гофров с непрямолинейными стенками зажим осуществляют с формовкой в местах зажима. Устройство содержит секции пуансона и матрицы, установленные на поворотных рычагах, связанных приводной ползушкой. Узел матрицы имеет привод подпора, выполненный в виде одного или двух силовых цилиндров. Устройство обеспечивает высокую точность гофров при уменьшенных энергозатратах. 2 с. и 3 з.п. ф-лы, 5 ил.
Фаг. 2
/Z f I Ч
Фаг. 5
Составитель Л. Ткаченко
Техред А. КравчукКорректор С. Черни
Тираж 595Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям-при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул. Гагарина, 101
Редактор И. Сегляник Заказ 2501
| Способ изготовления листа с гофрами | 1984 |
|
SU1156769A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Штамп для гофрирования листового материала | 1976 |
|
SU592482A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
