Изобретение относится к области машиностроения, в частности к способам механической обработки изделий сложной пространственной формы и может быть использовано для обработки лопаток турбин и других изделий с криволинейными поверхностями, при этом механической обработкой может быть шлифование, полирование, фрезерование и т. д.
Известен способ шлифования изделий сложной пространственной формы, при котором исполнительному органу станка с инструментом задают перемещение по программе эквидистантно профилю готовой детали, при этом упругое поджатие инструмента к детали регулируют в процессе обработки пропорционально площади контактирования инструмента с поверхностью детали (патент РФ 1378228, по кл. В 24 В 51/00 от 20.03.1995 г.).
Причинами, препятствующими достижению требуемого технического результата при использовании данного способа, является относительно низкая точность обработки изделия, т.к. операции регулировки величины поджатия не предусматривают учета погрешностей и жесткости механизма, и, кроме того, ограничена номенклатура форм обрабатывающих поверхностей.
Известен также способ механической обработки изделий сложной пространственной формы, включающей перемещение обрабатываемого изделия относительно инструмента, при этом обрабатываемое изделие вращается вокруг своей оси и линейно перемещается относительно вертикальной и горизонтальной осей инструмента (ЕР 0325495, по кл. В 24 В 19/14 от 27.06.1989 г.).
Причинами, препятствующими достижению требуемого технического результата, при использовании данного способа является относительно низкая точность обработки изделия, т. к. отсутствует учет погрешностей при регулировке величины поджатия инструмента и жесткости механизмов и ограничена номенклатура форм обрабатывающих поверхностей.
Наиболее близким техническим решением по совокупности существенных признаков по отношению к предложенному решению является способ механической обработки изделий сложной пространственной формы, реализованный в устройстве, описанном в Европейском патенте 0142072, по кл. В 24 В 19/20 от 22.05.1985 г.
Данный способ механической обработки изделий сложной пространственной формы заключается в том, что обрабатывающий инструмент и обрабатываемое изделие упруго поджимают один к другому, осуществляют заданное относительное перемещение путем одновременных движений инструмента и изделия и контроль положения изделия и инструмента.
Причинами, препятствующими достижению требуемого технического результата, является высокая стоимость обработки сложнофасонных изделий, т. к. для проведения технологических операций требуется высокая точность и жесткость механизмов для обработки изделия.
Задача, на решение которой направлено данное изобретение, заключается в удешевлении технологического процесса при сохранении высокой точности обработки сложнофасонных изделий.
Поставленная задача решается за счет того, что в способе механической обработки изделий сложной пространственной формы, при котором обрабатывающий инструмент и обрабатываемое изделие упруго поджимают один к другому, осуществляют заданное относительное перемещение путем одновременных движений инструмента и изделий, и контроль положения изделия и инструмента, движение изделия и инструмента осуществляют независимо друг от друга относительно неподвижной системы координат, причем допускаемая величина отклонений независимых движений инструмента и изделий от их заданного значения больше требуемой величины их относительного перемещения по нормали к обрабатываемой поверхности, обусловленного регламентированным съемом материала при заданных значениях скорости движения и давления инструмента на изделие, а контроль положения изделия и инструмента относительно неподвижной системы координат осуществляют после съема материала изделия за один проход инструмента.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволяет установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем существенным признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволило выявить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
На чертеже представлена схема, поясняющая существо предложенного способа механической обработки изделий сложной пространственной формы, где 1 - обрабатывающий инструмент (система координат X1, Y1, Z1) с возможностью движения относительно неподвижной системы координат (X, Y, Z), 2 - обрабатываемое изделие (система координат Х2, Y2, Z2), закрепленное с возможностью движения относительно неподвижной системы координат, 3 - основание устройства для реализации данного способа, являющееся неподвижной системой координат (X, Y, Z).
Способ механической обработки изделий сложной пространственной формы осуществляется следующим образом.
После закрепления обрабатываемого изделия в приспособлении с возможностью его перемещения относительно неподвижной системы координат и закрепления инструмента с возможностью его вращения и перемещения относительно неподвижной системы координат осуществляют контакт инструмента с изделием и последующее движение инструмента относительно изделия по заданной траектории обработки.
В процессе обработки происходит смещение изделия и инструмента, поэтому после съема материала с обрабатываемого изделия за один проход инструмента осуществляется контроль положения изделия и инструмента относительно неподвижной системы координат, причем контроль осуществляется с погрешностью, меньшей погрешности перемещений инструмента и изделия относительно неподвижной системы координат.
В процессе обработки важным является, чтобы допускаемая величина отклонений независимых движений инструмента и изделия от заданного значения в неподвижной системе координат была больше величины их относительного перемещения, обеспечиваемого регламентированным съемом материала при заданных значениях скорости движения и давления инструмента на изделие.
Регламентированный съем материала определяет точность обработки независимо от точности относительных перемещений инструмента и изделия.
Данный способ реализуется устройством, в котором независимость относительных перемещений изделия и инструмента достигается многозвенными манипуляторами, начальные и конечные звенья которых шарнирно сопряжены с основанием. Контроль положения конечных звеньев манипуляторов выполняется, например, оптической системой контроля, которая осуществляет данные измерения относительно неподвижной системы координат.
Таким образом, предложенный способ механической обработки изделий сложной пространственной формы позволяет технологический процесс обработки сделать более дешевым при сохранении высокой точности обработки с использованием относительно неточных механизмов, осуществляющих перемещение изделия и инструмента.
Данный способ может быть использован при шлифовании, полировании, фрезеровании и т.д. изделий сложной пространственной формы.
Изобретение относится к области машиностроения и может использоваться при механической обработке изделий сложной пространственной формы, например лопаток турбин. Изделие и инструмент упруго поджимают друг к другу и перемещают независимо друг от друга в неподвижной системе координат. Причем это перемещение осуществляют из условия, что допускаемая величина отклонений этих перемещений от заданного значения должна быть больше требуемой величины их относительного перемещения по нормали к обрабатываемой поверхности, обусловленного регламентированным съемом материала. Контроль положения изделия и инструмента относительно неподвижной системы координат осуществляют после съема материала за один проход инструмента. В результате при сохранении высокой точности обработки удешевляется технологический процесс. 1 ил.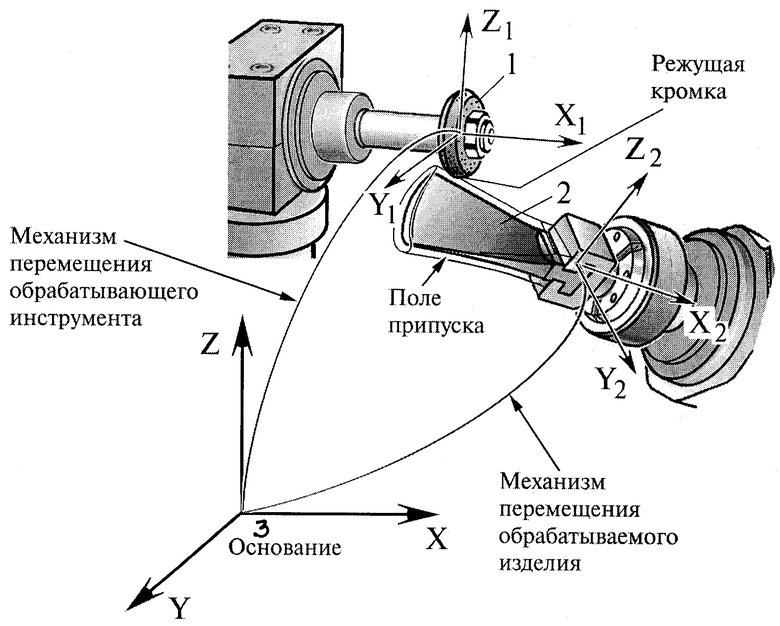
Способ механической обработки изделий сложной пространственной формы, при котором обрабатывающий инструмент и обрабатываемое изделие упруго поджимают друг к другу, осуществляют заданное относительное перемещение путем одновременных движений инструмента и изделия и контроль положения изделия и инструмента, отличающийся тем, что движение изделия и инструмента осуществляют независимо друг от друга относительно неподвижной системы координат, причем допускаемая величина отклонений независимых движений инструмента и изделия от их заданного значения больше требуемой величины их относительного перемещения по нормали к обрабатываемой поверхности, обусловленного регламентированным съемом материала при заданных значениях скорости движения и давления инструмента на изделие, а контроль положения изделия и инструмента относительно неподвижной системы координат осуществляют после съема материала изделия за один проход инструмента.
| Способ измерения динамических модулей упругости материалов | 1960 |
|
SU142072A1 |
| Способ шлифования сложных поверхностей | 1981 |
|
SU1060433A1 |
| Способ обработки детали с монотонно изменяющимся вдоль оси профилем угла закрутки | 1978 |
|
SU766835A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНЫХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
RU1378228C |
| DE 3532053 А1, 12.03.1987 | |||
| ПАТЕНТНО-ТЕХНННККИБИБЛИОТЕКА | 0 |
|
SU325495A1 |

