Изобретение относится к абразивной промышленности, в частности к устройствам для получения преимущественно высоких шлифовальных и полировальных кругов на вулканитовой связке.
Известна пресс-форма, содержащая кольцо, верхнюю и нижнюю дополнительные плиты, оправку [1].
Основными недостатками данной пресс-формы являются недостаточная равноплотность получаемых кругов по высоте и наличие расслоев на боковой поверхности кругов, вызываемых действием значительных сил трения между внутренней поверхностью кольца пресс-формы и наружной поверхностью спрессованного круга при выталкивании его из пресс-формы.
Наиболее близким по технической сущности, объему использования и достигаемому эффекту является устройство для двухстороннего прессования, содержащее корпус, внутри которого размещены оправка и установленные на ней верхняя и нижняя формовочные плиты, при этом корпус предназначен для установки пресс-формы на тележку с возможностью перемещения по подпружиненному участку рельсового пути [2].
Данное устройство в сравнении с указанным выше аналогом обеспечивает получение абразивных кругов с лучшей равноплотностью по высоте, но не решает проблемы предотвращения возникновения расслоев, поскольку и в данном устройстве силы трения на контактной поверхности корпуса и прессуемого круга при его выталкивании по-прежнему значительны.
Таким образом, основным недостатком наиболее близкого аналога является наличие расслоев в прессуемых кругах.
Задача, решаемая изобретением, - устранение расслоев в абразивных кругах на вулканитовой связке, возникающих при выталкивании их из устройств после прессования.
Поставленная задача достигается тем, в известном устройстве для прессования абразивных кругов на вулканитовой связке, содержащем корпус, внутри которого размещены оправка и установленные на ней верхняя и нижняя формовочные плиты, корпус выполнен в виде эластичной кольцевой камеры, а оправка в виде эластичного стакана, дно которого расположено со стороны верхней формовочной плиты, при этом корпус и оправка герметичны и снабжены средствами подвода рабочей среды.
То, что корпус выполнен в виде эластичной кольцевой камеры, а оправка в виде эластичного стакана, дно которого расположено со стороны верхней формовочной плиты, а корпус и оправка при этом герметичны и снабжены средствами подвода рабочей среды, обеспечит устойчивость корпуса и оправки в результате подачи в их полости соответствующим давлением рабочей среды, например жидкости или воздуха, перед началом прессования и поддерживанием его в процессе прессования, а после сброса давления по окончании прессования и потери устойчивости корпусом и оправкой между ними и спрессованным кругом образуется зазор, в результате чего исключается основная причина возникновения расслоев при выталкивании спрессованного круга из пресс-формы, а именно действие значительных сил трения между внутренней стенкой пресс- формы и спрессованным кругом.
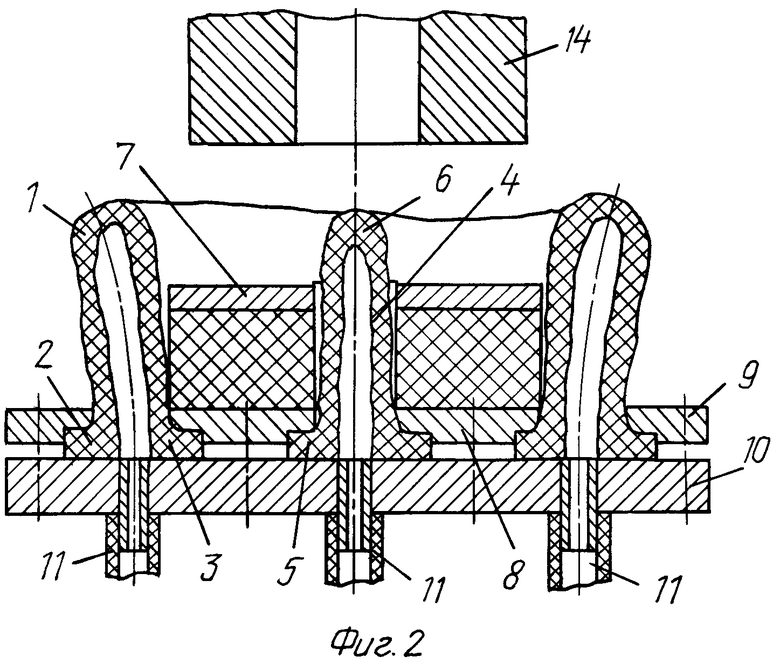
На фиг.1 изображен фронтальный разрез устройства перед началом прессования (левая часть разреза) и в цикле прессования (правая часть разреза), на фиг.2 устройство окончания прессования на момент начала выталкивания из него спрессованного круга.
Устройство для прессования абразивных кругов на вулканитовой связке содержит корпус, выполненный в виде эластичной кольцевой камеры 1 с наружным 2 и внутренним 3 буртами, расположенными в ее нижней части, оправку, выполненную в виде эластичного стакана 4 с наружным буртом 5 в его нижней части, дно 6 которого расположено со стороны верхней формовочной плиты 7. Корпус и оправка выполнены герметичными за счет обжатия имеющихся у них буртов 2, 3 и 5 нижней формовочной плитой 8, наружным кольцом 9 и основанием 10, в основании 10 смонтированы средства 11 для подвода рабочей среды 12 в полости кольцевой камеры 1 и стакана 4. Между верхней 7 и нижней 8 формовочными плитами устанавливается пакет 13 из кольцевых полуфабрикатов для прессования верхним промежуточным кольцом 14, закрепленным на ползуне пресса (на фиг. ползун условно не показан).
Устройство работает следующим образом.
Перед началом прессования в полости кольцевой камеры 1 и стакана 4, дно 6 которого расположено со стороны верхней формовочной плиты 7, выполненных герметично за счет обжатия имеющихся у них буртов 2, 3 и 5 нижней формовочной плитой 8, наружным кольцом 9 и основанием 10 через средства 11, смонтированные в основании 10, подается под давлением рабочая среда 12. При достижении в полостях кольцевой камеры 1 и стакана 4 давления, достаточного для обеспечения их устойчивости, нагнетание рабочей среды 12 прекращается. Затем на нижнюю формовочную плиту укладывается предварительно набранный пакет 13 из кольцевых полуфабрикатов, а сверху на него устанавливается верхняя формовочная плита 7. Далее включается пресс и ползун с закрепленным на нем верхним промежуточным кольцом 14 осуществляет прессование пакета 13. По окончании прессования ползун с верхним промежуточным кольцом 13 возвращается в крайнее верхнее исходное положение, а из полостей корпуса, выполненного в виде эластичной кольцевой камеры 1 и оправки в виде эластичного стакана 4, сбрасывается давление рабочей среды 12, в результате чего корпус и оправка теряют устойчивость, между ними и спрессованным кругом образуется зазор, обеспечивающий свободное извлечение из устройства спрессованного круга. Затем цикл повторяется.
Разработано опытно-промышленное устройство для прессования заготовок шлифовальных кругов на вулканитовой связке с размерами 356х254х127мм (254 мм - высота круга после прессования). Количество колец-полуфабрикатов, собираемых в пакет, составляет 25 шт. Материал эластичного корпуса и оправки - маслостойкая резина толщиной 4 мм. Ширина корпуса - 50 мм. Подвод рабочей среды (индустриальное масло) к устройству обеспечивается от привода гидропресса, на котором осуществляют прессование. Рабочая среда в полости корпуса и оправки подается с давлением 20 МПа. Исполнительные размеры кольцевой части устройства назначены с учетом припуска на механическую обработку по наружному и внутреннему диаметрам прессуемого круга. Опытное прессование показало работоспособность устройства и отсутствие расслоев в спрессованных кругах после их извлечения из устройства.
Предложенное устройство целесообразно применять при производстве шлифовальных и полировальных кругов на вулканитовой связке на предприятиях абразивной промышленности.
Источники информации
1. Рыбаков В.А., Авакян В.В., Масевич О.С. и др. Оборудование и оснастка предприятий абразивной и алмазной промышленности. Учебное пособие для машиностроительных техникумов / Под общ. Ред. В.А. Рыбакова. - М: Машиностроение, 1981, с.155, рис.6.1.
2. Там же, с.156, рис.6.3.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2200084C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2199431C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2155671C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2201866C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 1999 |
|
RU2156684C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
Изобретение относится к области изготовления абразивных инструментов, в частности высоких шлифовальных и полировальных кругов на вулканитовой связке. В устройстве для прессования кругов корпус выполнен в виде эластичной кольцевой камеры, а оправка - в виде эластичного стакана, дно которого расположено со стороны верхней формовочной плиты. Корпус и оправка герметичны и снабжены средствами подвода рабочей среды. В результате в абразивных кругах устраняются расслои, возникающие после выталкивания. 2 ил.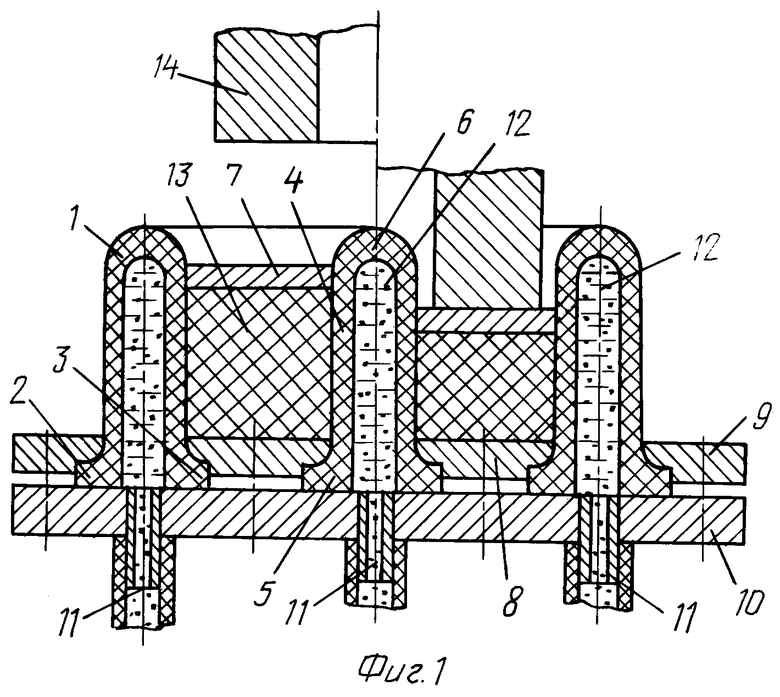
Устройство для прессования кругов на вулканитовой связке, содержащее корпус, внутри которого размещены оправка и установленные на ней верхняя и нижняя формовочные плиты, отличающееся тем, что корпус выполнен в виде эластичной кольцевой камеры, а оправка - в виде эластичного стакана, дно которого расположено со стороны верхней формовочной плиты, при этом корпус и оправка герметичны и снабжены средствами подвода рабочей среды.
| Оборудование и оснастка предприятий абразивной и алмазной промышленности | |||
| Учебное пособие для машиностроительных техникумов / Под общ.ред | |||
| В.А.Рыбакова | |||
| -М.: Машиностроение, 1981, с.155-156, рис.6.3 | |||
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| Эластичная плита для равномерного распределения массы в прессформе при формовании абразивных изделий | 1953 |
|
SU99349A1 |
| Устройство для формования трубчатых изделий | 1977 |
|
SU639728A1 |
