Изобретение относится к абразивной промышленности, в частности к устройствам для получения шлифовальных и полировальных кругов на вулканитовой связке.
Известна пресс-форма, содержащая кольцо, верхнюю и нижнюю дополнительные плиты, оправку [1].
Основными недостатками данной пресс-формы являются ее ограниченные технологические возможности при прессовании кругов различной высоты из предварительно собранных в пакет кольцевых полуфабрикатов из-за не возможности получения необходимой равноплотности кругов по высоте и наличие расслоев по поверхностям контакта кольцевых полуфабрикатов, вызываемых, в частности, действием значительных сил трения между внутренней поверхностью кольца пресс-формы и наружной поверхностью спрессованного круга при его выталкивании из пресс-формы.
Наиболее близким по технической сущности, объему использования и достигаемому эффекту является устройство для двухстороннего прессования, содержащее корпус, внутри которого размещены оправка и установленные на ней верхняя и нижняя формовочные плиты, верхнее кольцо, при этом корпус предназначен для установки пресс-формы на тележку с возможностью перемещения по подпружиненному участку рельсового пути [2].
Данное устройство по сравнению с указанным выше аналогом повышает равноплотность изделия по высоте в результате реализации схемы двухстороннего прессования, но не решает проблемы предотвращения возникновения расслоев, поскольку после снятия усилия прессования заготовка остается под действием значительных сил сжатия со стороны корпуса, которые при выталкивании заготовки меняют свой знак и становятся растягивающими. Такое изменение сил, действующих на заготовку со стороны корпуса, приводит к возникновению расслоев на ее поверхности. При этом само устройство имеет достаточно сложную конструкцию.
Задача, решаемая изобретением, - устранение расслоев в абразивных кругах на вулканитовой связке и упрощение конструкции устройства.
Поставленная задача достигается тем, что в известном устройстве для прессования абразивных кругов на вулканитовой связке, содержащем корпус, внутри которого размещены оправка и установленные на ней верхняя и нижняя формовочные плиты, верхнее кольцо, корпус выполнен в виде двух полуколец с конической наружной поверхностью, нижняя формовочная плита оснащена буртом, на котором смонтированы упомянутые два полукольца, оправка оснащена приводом возвратно-поступательного движения, внутренняя поверхность верхнего кольца выполнена в виде обратного конуса, угол наклона которого α1 соответствует углу наклона α2 наружной конической поверхности корпуса, при этом контактные поверхности верхнего кольца и корпуса имеют антифрикционное покрытие.
То, что корпус выполнен в виде двух полуколец с конической наружной поверхностью, нижняя формовочная плита оснащена буртом, на котором смонтированы упомянутые два полукольца, оправка оснащена приводом возвратно-поступательного движения, внутренняя поверхность верхнего кольца выполнена в виде обратного конуса, угол наклона которого α1 соответствует углу наклона α2 наружной конической поверхности корпуса, и при этом контактные поверхности верхнего кольца и корпуса имеют антифрикционное покрытие, перед началом и в процессе прессования верхним кольцом обеспечивается жесткое смыкание полуколец, а после снятия усилия прессования и возврата верхнего кольца в верхнее положение свободное размыкание полуколец и разгружение спрессованного круга от действия сил с их стороны после прессования, которые являются основной причиной возникновения расслоев при выталкивании его из устройства, в результате того что контактные поверхности верхнего кольца и корпуса имеют антифрикционное покрытие, существенно уменьшается интенсивность износа этих поверхностей и упрощается работа самого устройства, которое имеет небольшое количество сборочных единиц, несложных в изготовлении, и не требует существенных затрат при сборке и эксплуатации, что в целом позволяет упростить его конструкцию.
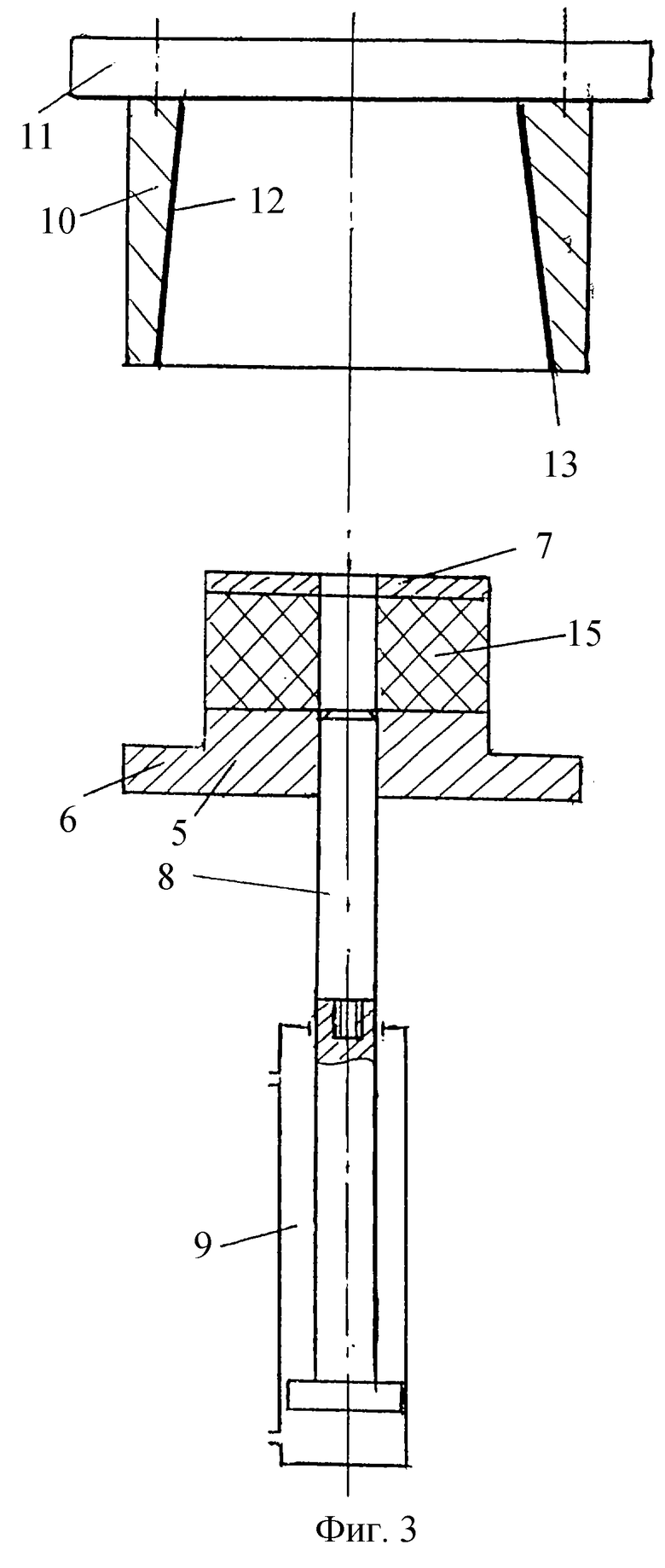
На фиг. 1 показано устройство в исходном положении перед началом прессования; на фиг.2 - в конечной стадии прессования; на фиг.3 - перед удалением отпрессованного круга из устройства.
Устройство для прессования абразивных кругов на вулканитовой связке содержит корпус, выполненный в виде двух полуколец 1 и 2 с конической наружной поверхностью соответственно 3 и 4, нижнюю формовочную плиту 5, оснащенную буртом 6, на котором смонтирован корпус, верхнюю формовочную плиту 7, оправку 8, оснащенную приводом 9 возвратно-поступательного движения, верхнее кольцо 10, смонтированное на опорной плите 11, внутренняя поверхность которого 12 выполнена в виде обратного конуса с углом наклона α1, равным углу наклона α2 наружной поверхности корпуса, выполненного в виде двух конических полуколец 1 и 2, контактные поверхности верхнего кольца 10 и корпуса имеют антифрикционное покрытие соответственно 13 и 14, пакет 15 для прессования, собранный из кольцевых полуфабрикатов и установленный между верхней 7 и нижней 5 формовочными плитами, и проставку 16.
Устройство работает следующим образом.
Перед началом прессования (фиг.1) на нижнюю формовочную плиту 5, которая смонтирована на оправке 8, находящейся в крайнем верхнем положении, устанавливается для прессования пакет 15, собранный из кольцевых полуфабрикатов, затем на верхний торец пакета 15 устанавливают верхнюю формовочную плиту 7, а на бурте 6 нижней формовочной плиты 5 монтируют два полукольца 1 и 2, которые охватывают пакет 15 и образуют корпус устройства, на верхнюю формовочную плиту 7 устанавливают проставку 16. Затем включают пресс, верхнее кольцо 10 перемещается вниз и охватывает своей внутренней поверхностью, выполненной в виде обратного конуса 12 с антифрикционным покрытием 13, два полукольца 1 и 2 по их наружным контактным поверхностям 3 и 4, также имеющих антифрикционное покрытие 14, жестко замыкая их между собой. После того как два полукольца 1 и 2 будут жестко сомкнуты верхним кольцом 10, начинается прессование пакета 15 опорной плитой 11 через проставку 16 (фиг.2). После окончания прессования верхнее кольцо 10, закрепленное на опорной плите 11, возвращается в исходное крайнее верхнее положение, оправка 8 с помощью привода 9 опускается в крайнее нижнее положение, полукольца 1 и 2 удаляются из рабочей зоны, снимается проставка 16 с верхней формовочной плитой 7 и отпрессованный круг 15 свободно убирается с нижней формовочной плиты 5. Затем вновь включается привод 9, который возвращает оправку 8 в исходное верхнее положение, и цикл повторяется.
Разработано опытно-промышленное устройство для прессования заготовок шлифовальных кругов на вулканитовой связке с размерами 356х254х127 мм (254 мм - высота круга после прессования). Количество кольцевых полуфабрикатов, собираемых в пакет, 25 шт. Исполнительные размеры корпуса и оправки обеспечивают получение кругов в соответствии с ГОСТом после удаления припуска по наружному и внутреннему диаметрам круга, а также по его торцевым частям механической обработкой. В качестве привода оправки использовался нижний цилиндр гидропресса, на котором осуществлялось прессование кругов. Угол наклона контактных конических поверхностей верхнего кольца и корпуса принят больше угла трения, в качестве покрытия использовалась лента из фторопласта с дисульфид молибденом. Прессование опытной партии кругов в количестве 30 шт. показало полное отсутствие расслоев, простоту устройства и надежность в эксплуатации.
Предложенное устройство целесообразно применять при производстве шлифовальных и полировальных кругов на вулканитовой связке на предприятиях абразивной промышленности.
Источники информации
1. Рыбаков В.А., Авакян В.В., Масевич О.С. и др. Оборудование и оснастка предприятий абразивной и алмазной промышленности. Учебное пособие для машиностроительных техникумов / По общ.ред. В.А.Рыбакова. - М.: Машиностроение, 1981, с. 155, рис.6.1.
2. Там же, с. 156, рис.6.3.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2198782C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2199431C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2201866C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2155671C1 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149750C1 |

Изобретение относится к устройствам для получения шлифовальных и полировальных кругов. Устройство содержит верхнее кольцо и выполненный в виде двух полуколец с конической наружной поверхностью корпус. Внутри него размещены оправка и установленные на ней верхняя и нижняя формовочная плиты. На последней выполнен бурт, на котором смонтированы полукольца. Оправка оснащена приводом возвратно-поступательного движения. Внутренняя поверхность верхнего кольца выполнена в виде обратного конуса, угол наклона которого соответствует углу наклона наружной конической поверхности корпуса. Контактные поверхности верхнего кольца и корпуса имеют антифрикционное покрытие. Изобретение позволяет устранить расслои в кругах и упростить конструкцию устройства. 3 ил.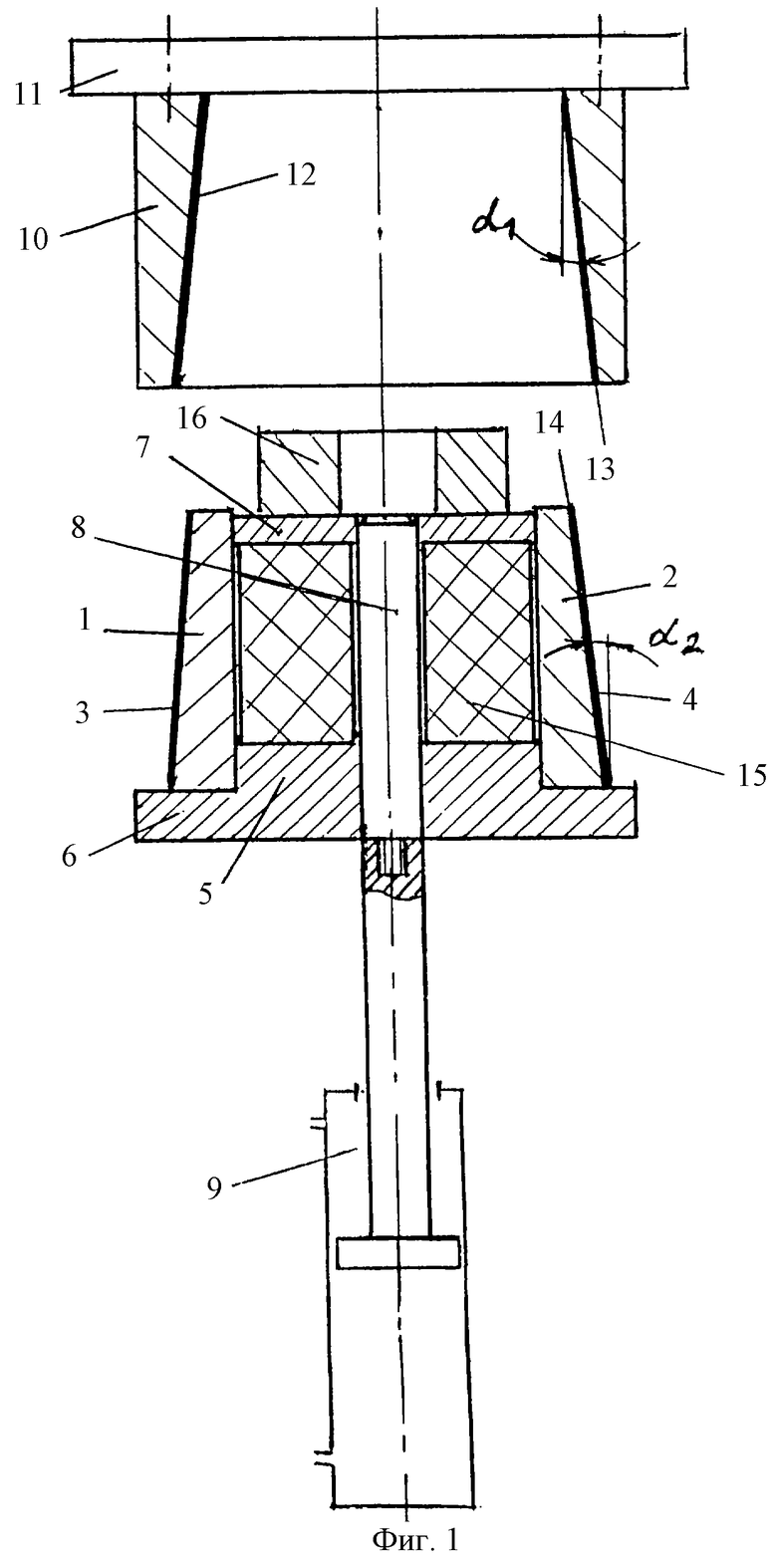
Устройство для прессования абразивных кругов на вулканитовой связке, содержащее корпус, внутри которого размещены оправка и установленные на ней верхняя и нижняя формовочные плиты, верхнее кольцо, отличающееся тем, что корпус выполнен в виде двух полуколец с конической наружной поверхностью, нижняя формовочная плита оснащена буртом, на котором смонтированы упомянутые полукольца, оправка оснащена приводом возвратно-поступательного движения, внутренняя поверхность верхнего кольца выполнена в виде обратного конуса, угол наклона которого α1 соответствует углу наклона α2 наружной конической поверхности корпуса, при этом контактные поверхности верхнего кольца и корпуса имеют антифрикционное покрытие.
| РЫБАКОВ В.А | |||
| и др | |||
| Оборудование и оснастка предприятий абразивной и алмазной промышленности | |||
| Учебное пособие для машиностроительных техникумов | |||
| - М.: Машиностроение, 1981, с | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2150372C1 |
| US 3443343, 13.05.1969. | |||
