Изобретение относится к абразивной промышленности, в частности к устройствам для получения шлифовальных и полировальных кругов на вулканитовой связке.
Известна пресс-форма, содержащая кольцо, верхнюю, нижнюю и дополнительную плиты, оправку [1].
Одним из недостатков данной пресс-формы является ее ограниченные технологические возможности при прессовании кругов различной высоты из предварительно собранных в пакет кольцевых полуфабрикатов, поскольку не обеспечивается необходимая равноплотность получаемых кругов по высоте. Другим существенным недостатком является наличие расслоев по поверхностям контакта кольцевых полуфабрикатов, одной из основных причин которых является наличие значительных сил трения между внутренней поверхностью кольца пресс-формы и наружной поверхностью сформованного круга при выталкивании его из пресс-формы.
Наиболее близкой по технической сущности, объему использования и достигаемому эффекту является пресс-форма с двухсторонним прессованием, содержащая корпус, внутри которого размещены оправка и установленные на нее верхняя и нижняя формовочные плиты, верхнее промежуточное кольцо, при этом корпус предназначен для установки пресс-формы на тележку с возможностью перемещения по подпружиненному участку рельсового пути [2].
Данная пресс-форма по сравнению с указанным выше аналогом повышает равноплотность изделия по высоте в результате двухстороннего прессования, но не решает проблемы предотвращения возникновения расслоев, поскольку силы трения на контактной поверхности корпуса и сформованного круга при его выталкивании остаются достаточно велики.
Таким образом, основным недостатком наиболее близкого аналога является наличие в сформованном круге дефектов в виде расслоев.
Задача, решаемая изобретением - устранение расслоев в сформованном круге при его выталкивании из пресс-формы за счет исключения сил трения, действующих на поверхности контакта корпуса пресс-формы и сформованного круга.
Поставленная задача достигается тем, что в известной пресс-форме для формования абразивных кругов на вулканитовой связке, содержащей корпус, внутри которого размещены оправка и установленные на ней верхняя и нижняя формовочные плиты, верхнее промежуточное кольцо, новым является то, что корпус выполнен разъемным по оси симметрии и установлен с возможностью радиального перемещения на кольцевом основании, имеющем наружный бурт, охватывающем нижнюю формовочную плиту, на боковых поверхностях каждой из частей разъемного корпуса с диаметрально противоположных сторон вдоль линии разъема установлены на осях с возможностью вращения ролики, а на верхнем промежуточном кольце смонтированы захватные элементы, выполненные в виде вилок, охватывающих ролики при сомкнутом разъемном корпусе.
То, что корпус выполнен разъемным по одной из его осей симметрии и установлен с возможностью радиального перемещения на кольцевом основании с наружным буртом, охватывающим нижнюю формовочную плиту, на боковых поверхностях каждой из частей разъемного корпуса с диаметрально противоположных сторон вдоль линии разъема установлены на осях с возможностью вращения ролики, соосно которым на верхнем промежуточном кольце смонтированы захватные элементы, выполненные в виде вилок с шириной захвата Д, соответствующей расстоянию Е между боковыми поверхностями роликов при сомкнутом разъемном корпусе, позволяет обеспечить жесткое смыкание частей разъемного корпуса перед началом формования круга, а после выхода из корпуса верхнего промежуточного кольца обеспечить раздвижение частей разъемного корпуса в результате упругого последействия сформованного крута в радиальном направлении после снятия нагрузки, при этом между сформованным кругом и внутренними стенками разъемного корпуса образуется зазор, в результате чего исключается действие сил трения на их контактных поверхностях и возникновение расслоев при выталкивании сформованного круга из пресс-формы.
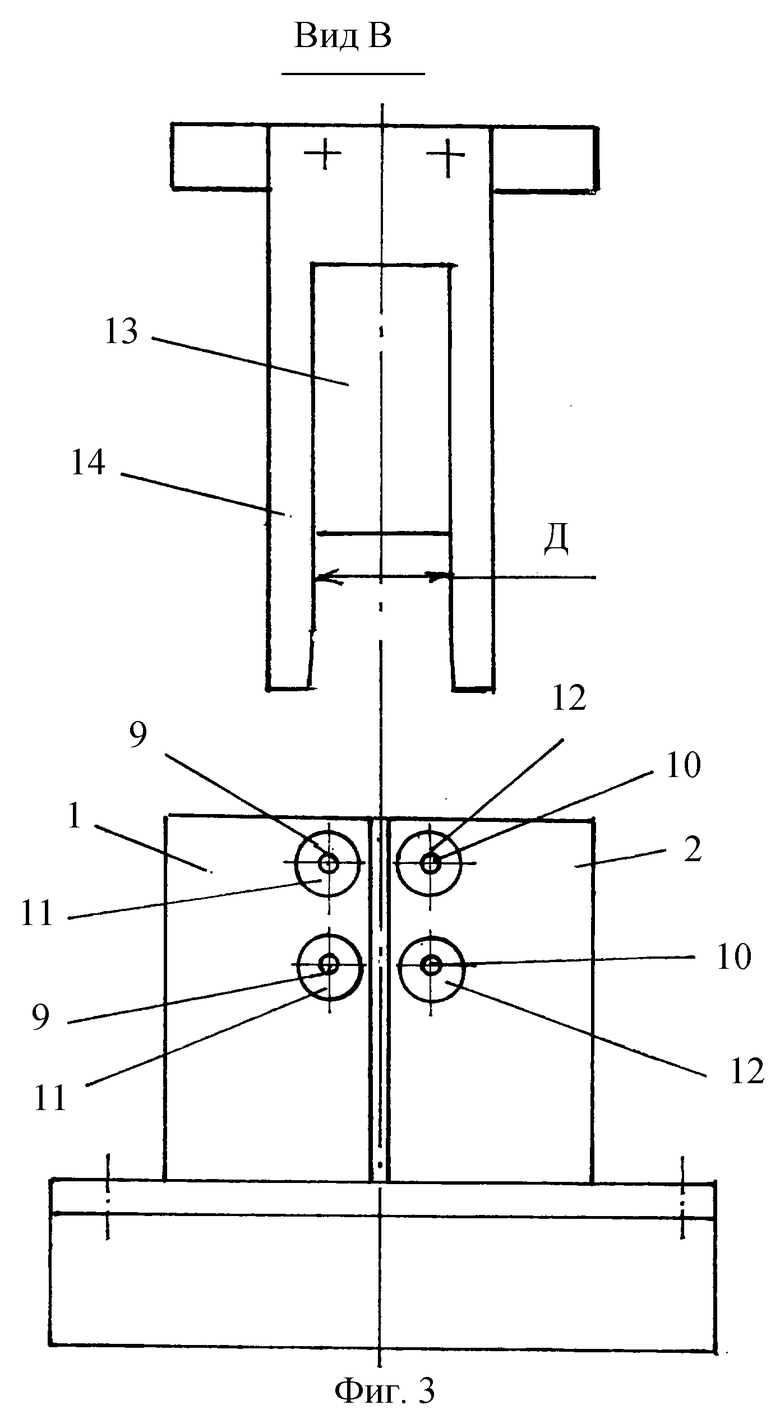
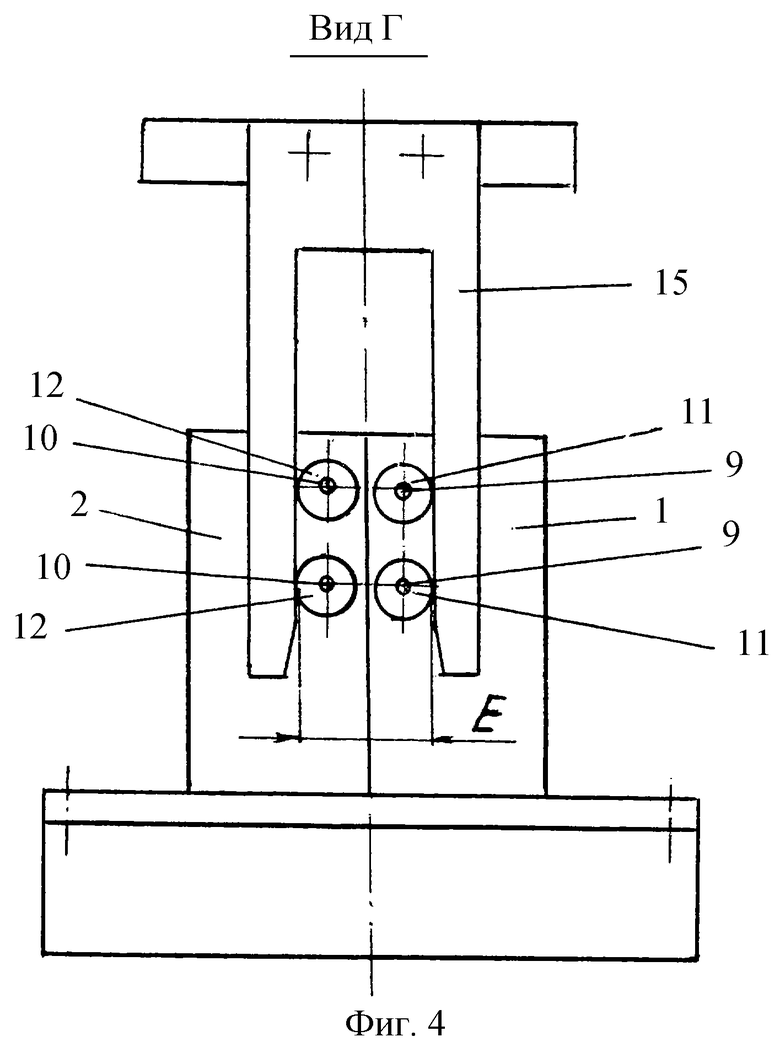
На фиг. 1 изображен фронтальный разрез Б-Б фиг.2 предлагаемой пресс-формы, при этом левая часть разреза соответствует исходному состоянию пресс-формы, правая - крайнему нижнему после окончания прессования; на фиг.2 - сечение А-А фиг.1; на фиг.3 - вид по стрелке В на фиг.1; на фиг.4 - вид по стрелке Г на фиг.1.
Пресс-форма для формования абразивных кругов на вулканитовой связке содержит разъемный корпус, состоящий из 2-х половин 1 и 2, внутри которого размещена оправка 3 с установленными на ней верхней 4 и нижней 5 формовочными плитами, между которыми устанавливается для формования пакет, набранный из предварительно изготовленных колец-полуфабрикатов 6. Разъемный корпус смонтирован с возможностью радиального перемещения на кольцевом основании 7 с наружным буртом 8, охватывающим нижнюю формовочную плиту 5, на боковых поверхностях разъемного корпуса с диаметрально противоположных сторон в направлении линии разъема на осях 9 и 10 с возможностью вращения установлены ролики 11 и 12, соосно к ним на верхнем промежуточном кольце 13 смонтированы захватные элементы 14 и 15, выполненные в виде вилок с шириной захвата Д, соответствующей расстоянию Е между боковыми поверхностями роликов при сомкнутом разъемном корпусе.
Пресс-форма работает следующим образом.
В кольцевую полость пресс-формы на нижнюю формовочную плиту 5 укладывают для формования пакет, набранный из предварительно изготовленных колец-полуфарикатов 6. При этом составные части 1 и 2 разъемного корпуса находятся в разведенном состоянии. На верхнее кольцо-полуфарикат пакета устанавливают верхнюю формовочную плиту 4. Затем включают пресс и ползун с закрепленным на нем верхним промежуточным кольцом 13, на котором смонтированы захватные элементы 14 и 15, перемещается вниз (крепление верхнего промежуточного кольца к ползуну условно не показано). Благодаря тому, что захватные элементы 14 и 15 имеют больший продольный линейный размер, чем промежуточное кольцо 13, на котором они смонтированы, перед началам прессования происходит жесткое смыкание составных частей 1 и 2 разъемного корпуса, в результате охвата роликов 11 и 12 захватными элементами 14, 15. Благодаря тому что ролики 11, 12 установлены на осях 9, 10 с возможностью вращения, контактные поверхности упомянутых роликов и захватных элементов имеют малую интенсивность износа в результате действия сил трения качения. После того как составные части 1, 2 разъемного корпуса будут жестко сомкнуты через верхнее промежуточное кольцо 13, технологическое усилие формования прикладывается к пакету из колец-полуфабрикатов 6 и происходит формование круга. После завершения операции формования верхнее промежуточное кольцо 13 со смонтированными на нем захватными элементами 14, 15 перемещают вверх в исходное состояние, при этом захватные элементы 14, 15 освобождают ролики 11, 12 и составные части 1, 2 разъемного корпуса расходятся в радиальном направлении по кольцевому основанию 7, снабженному буртом 8 для ограничения перемещения разъемного корпуса в указанном направлении под действием упругих сил со стороны сформованного круга. В результате между разъемным корпусом и сформованным кругом образуется зазор, достаточный для свободного выталкивания круга вместе с оправкой 3 из пресс-формы, затем круг снимается с оправки 3 и цикл повторяется.
Разработана опытно-промышленная пресс-форма для формования заготовок шлифовальных кругов на вулканитовой связке с размерами 356 х 254 х 127 мм (254 мм - высота круга после его формования). Количество колец-полуфабрикатов в собираемом пакете для формования составляет 25 шт. Размеры рабочих элементов пресс-формы (внутренний диаметр разъемного корпуса, формовочных плит и т.д.) назначался с учетом свободного размещения пакета из кольцевых полуфабрикатов в пресс-форме для формования и последующей усадки при вулканизации. Толщина стенки разъемного корпуса принята равной 40 мм. На боковых поверхностях каждой части разъемного корпуса с диаметрально противоположных сторон вдоль линии разъема на осях диаметром 15 мм установлено, исходя из обеспечения надежности, по паре роликов диаметром 50 мм. Ширина захвата вилки составляет 110 мм, что соответствует расстоянию между боковыми поверхностями роликов при сомкнутом разъемном корпусе.
Прессование опытной партии образцов показало полное отсутствие дефектов в виде расслоев по поверхностям контакта кольцевых полуфабрикатов после извлечения сформованного круга из пресс-формы, а также после его вулканизации и механической обработки.
Предложенную пресс-форму целесообразно применять при производстве шлифовальных и полировальных кругов на вулканитовой связке на предприятиях абразивной промышленности.
Источники информации
1. Рыбаков В.А., Авакян В.В., Масевич О.С. и др. Оборудование и оснастка предприятий абразивной и алмазной промышленности. Учебное пособие для машиностроительных техникумов /Под общ. ред. В.Л. Рыбакова. - М.: Машиностроение, 1981, с. 155, рис. 6.1.
2. Там же, с. 156, рис. 6.3.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2200084C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2198782C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2155671C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2201866C2 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2149750C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 2002 |
|
RU2216440C2 |

Изобретение предназначено для получения шлифовальных и полировальных кругов. Пресс-форма содержит корпус, внутри которого размещены оправка и установленные на нее верхняя и нижняя формовочные плиты, верхнее промежуточное кольцо. Корпус выполнен разъемным по оси симметрии и установлен с возможностью радиального перемещения на кольцевом основании, имеющем наружный бурт. Последний охватывает нижнюю формовочную плиту. На боковых поверхностях каждой из частей разъемного корпуса с диаметрально противоположных сторон вдоль линии разъема установлены на осях с возможностью вращения ролики. На верхнем промежуточном кольце смонтированы захватные элементы, выполненные в виде вилок, охватывающих ролики при сомкнутом разъемном корпусе. Изобретение служит для устранения расслоев в сформованном круге. 4 ил.
Пресс-форма для формования абразивных кругов на вулканитовой связке, содержащая корпус, внутри которого размещены оправка и установленные на нее верхняя и нижняя формовочные плиты, верхнее промежуточное кольцо, отличающаяся тем, что корпус выполнен разъемным по оси симметрии и установлен с возможностью радиального перемещения на кольцевом основании, имеющем наружный бурт, охватывающем нижнюю формовочную плиту, на боковых поверхностях каждой из частей разъемного корпуса с диаметрально противоположных сторон вдоль линии разъема установлены на осях с возможностью вращения ролики, а на верхнем промежуточном кольце смонтированы захватные элементы, выполненные в виде вилок, охватывающих ролики при сомкнутом разъемном корпусе.
| РЫБАКОВ В.А | |||
| и др | |||
| Оборудование и оснастка предприятий абразивной и алмазной промышленности | |||
| Учебное пособие для машиностроительных техникумов | |||
| - М.: Машиностроение, 1981, с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Приспособление для формовки таблеток-фильтрод из порошка стекла | 1933 |
|
SU37691A1 |
| Прессформа для изготовления абразивного инструмента | 1976 |
|
SU624796A1 |
