Изобретение относится к стекольной промышленности, а также может быть использовано в промышленности строительных материалов и др.
Известно устройство для изготовления микроизделий - стеклянных шариков, преимущественно микрошариков, включающее несколько термокамер, в которых установлен пневматический питатель с циклоном, фурмы с нагревателем и др. [1].
Недостатком этого устройства являются конструктивная сложность и необходимость для его работы очищенной сухой стеклянной крошки одной фракции, что вызывает низкую эффективность устройства и нестабильность физико-механических свойств получаемых стеклошариков.
Наиболее близким к изобретению по совокупности существенных признаков является устройство для реализации способа изготовления микроизделий-шариков, состоящее из корпуса термокамеры, нагревателя, загрузочного люка, люка выгрузки и др. [2].
Недостатком данного устройства являются также конструктивная сложность (наличие вращающихся частей, большого числа нагревателей и др.), отсутствие стабильного равномерного поля температур по внутреннему объему камеры, что приводит к низкому качеству продукции - нестабильности большинства физико-механических характеристик (сферичность, прочность, температурный коэффициент линейного расширения и др.) микроизделий, например бисерных шариков, что ведет к их последующему растрескиванию на стадиях формования, выгрузки, классификации и т. п. Следовательно, отмечается низкая производительность устройства в целом.
Цель изобретения - повышение прочности поверхности микроизделий, например бисерных стеклянных шариков, и увеличение производительности устройства.
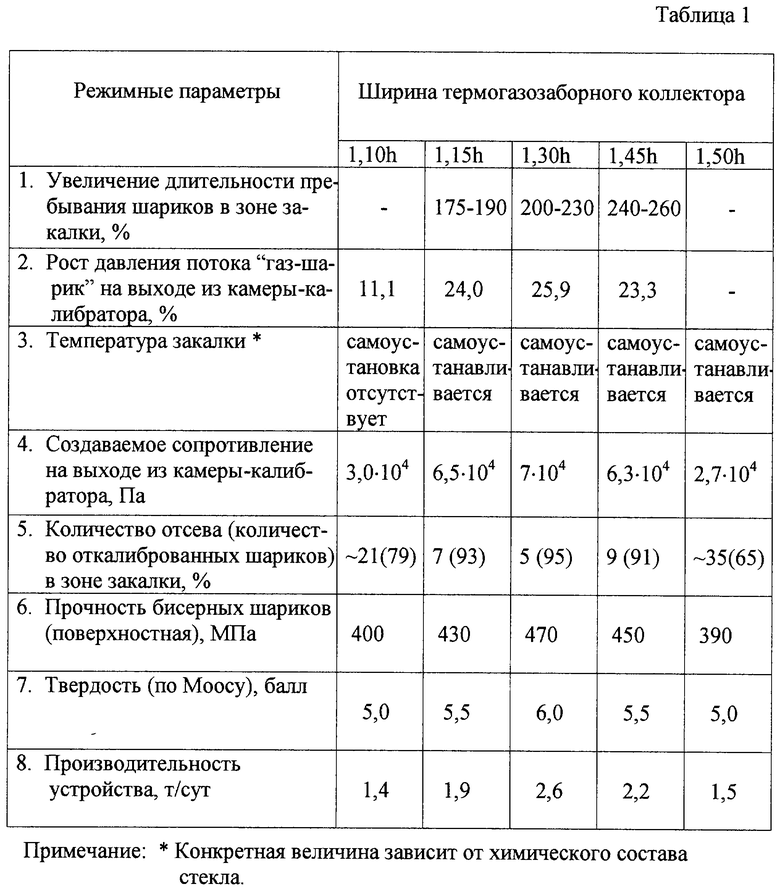
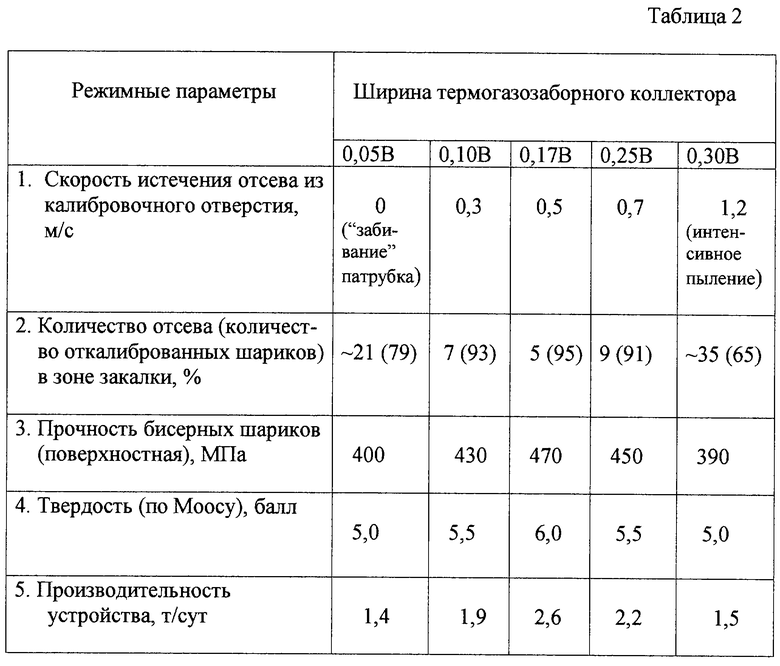
Указанная цель достигается тем, что в камере-калибраторе для формования и закалки силикатных сферических микроизделий корпус термокамеры, выполненный в виде прямоугольного диффузора, дополнительно снабжен термогазозаборным коллектором, имеющим форму клинообразного разъема пустотелого корпусного элемента, установленным по периметру концевой части диффузора, при этом нижняя часть термогазозаборного коллектора оборудована калибровочным отверстием, диаметр которого составляет (0,10-0,25)B, где B - ширина термогазозаборного коллектора по среднему сечению камеры-калибратора, равная соответственно (1,15-1,45)h, где h - высота концевой части диффузора.
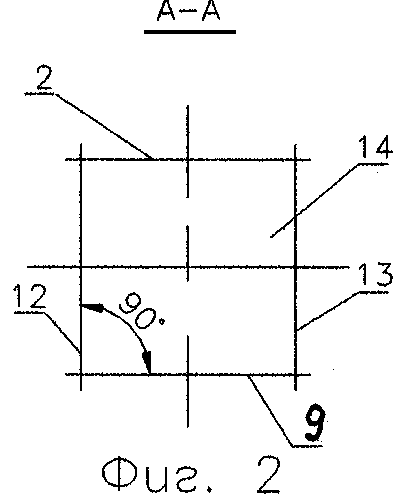
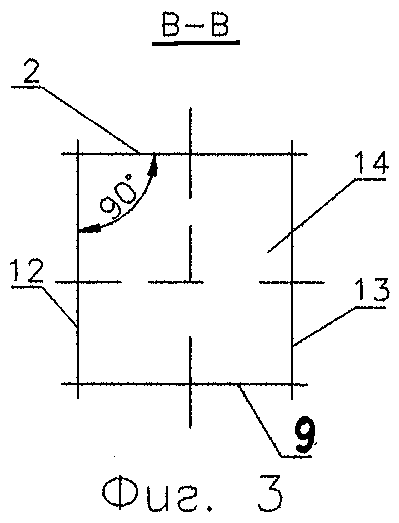
На фиг. 1-3 схематично изображено заявляемое устройство - камера-калибратор для формования и закалки силикатных сферических изделий.
Устройство (см. фиг.1) содержит корпус термокамеры 1, верхнюю горизонтальную наклонную стенку термокамеры 2, концевую часть диффузора 3, левую половину термогазозаборного коллектора 4, фланцевое соединение 5, правую половину термогазозаборного коллектора 6, люк выгрузки готовых сферических микроизделий (бисерных шариков) 7, калибровочное отверстие 8, нижнюю горизонтальную стенку 9, нагреватель 10, загрузочный люк исходного гранулята 11, боковые стенки термокамеры 12 и 13. Кроме того, корпус термокамеры 1 выполнен в виде прямоугольного диффузора (см. фиг.2 и 3). Левая 4 и правая 6 половины образуют клинообразный разъемный пустотелый корпусной элемент, выполняющий функции термогазозаборного коллектора типа "диффузор-конфузор". Именно этот узел позволяет осуществлять спонтанное торможение раскаленного потока "газ - сферические микроизделия" за счет резкого падения скорости (эффект "диффузора" - левая сторона коллектора) и мгновенного повышения рабочего давления внутри коллектора (эффект "конфузора" - правая сторона коллектора), т. е. образовать зону закалки с оптимальной температурой. Суммарный эффект: саморегуляция температуры (без дополнительных нагревателей или специального холодильника) до температуры закалки, увеличение длительности пребывания сферических микроизделий в этой зоне и отсев ("выбраковка") некондиционных изделий за счет эффекта перепада давлений и скоростей, с одной стороны, и разницы масс кондиционных шариков и бракованных - с другой.
Устройство работает следующим образом. подготовленный исходный стеклогранулят заданного химического и фракционного составов через загрузочный люк 11 подается с определенной скоростью в корпус термокамеры 1, где оплавляется посредством нагревателя 10 и принимает форму сферических микроизделий - бисерных стеклянных шариков. Далее бисерные шарики попадают в термогазозаборный коллектор 4, внутренняя часть которого представляет собой зону закалки, в которой происходит максимальное упрочнение поверхности микроизделий. Далее осуществляется выброс готовых сферических изделий в бункер-накопитель (на фиг.1 не показан) через люк выгрузки 7.
Повышение прочности поверхности бисерных шариков происходит мгновенно вследствие их спонтанного торможения в клинообразном термогазозаборном коллекторе. Экспериментально подобранные оптимальные размеры этого коллектора (см. табл.1) позволяют осуществлять саморегулирующийся температурный процесс поверхностной закалки бисерных шариков. Увеличение длительности пребывания шариков в зоне закалки позволяет осуществлять также процесс их калибровки по размерам: некондиционная продукция (мелочь, спеки и др.) за счет гравитации и мгновенного падения давления в левой части коллектора (эффект "диффузора") опускается в нижнюю часть коллектора, вследствие чего производительность устройства по кондиционной продукции в среднем возрастает на 85%. Оптимальные размеры правой половины коллектора (эффект "конфузора") позволяют поддерживать постоянно повышенное давление на выходе из камеры-калибратора, что также способствует самоустановке температуры закалки, увеличению длительности пребывания шариков в зоне закалки, а главное - создает дополнительное сопротивление выходу некондиционных шариков в бункер-накопитель готовой продукции.
Оптимальные размеры калибровочного отверстия от 0,10B до 0,25B позволяют поддерживать максимальную производительность установки, так как при ширине B термогазозаборного коллектора меньше 0,10B наблюдается "забивание" патрубка бракованной продукцией (мелочь, спеки и др.), при ширине больше 0,25B - нарушается тепловой и динамический режим в зоне закалки коллектора, вследствие чего поверхностная прочность шариков уменьшается. Величина из твердости также минимальна. Скорость истечения шариков становится настолько большой, что вместе с бракованными изделиями (отсевом) из калибровочного отверстия выносятся и кондиционные. При этом наблюдается интенсивное пылевыделение (см. табл.2).
Таким образом, предлагаемое техническое решение позволяет повысить прочность микроизделий и увеличить производительность устройства.
Устройство предполагается внедрить в производство в 2002 г. на ОАО "Солнечногорский стекольный завод".
Литература
1. Аналог: А.с. СССР 1321707 A2, C 03 B 19/10, 1987 г.
2. Прототип: Патент GB 2017677 A, C 03 B 19/10, 1979 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАМЕРА ФОРМОВАНИЯ И СТАБИЛИЗАЦИИ ПОВЕРХНОСТИ БИСЕРНЫХ СТЕКЛЯННЫХ ШАРИКОВ | 2001 |
|
RU2201903C2 |
| Прессующий валок для компактирования порошковых материалов | 1986 |
|
SU1489824A1 |
| Способ получения компактированной стекольной шихты | 1986 |
|
SU1404469A1 |
| Прессующий узел гранулятора для получения брикетов | 1987 |
|
SU1459704A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛИРОВАННОГО ПЕНОСИЛИКАТА | 2005 |
|
RU2296927C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2102502C1 |
Изобретение относится к стекольной промышленности, а также может быть использовано в промышленности строительных материалов. Технический результат изобретения - повышение прочности поверхности микроизделий, например бисерных стеклянных шариков, и увеличение производительности устройства. В камере-калибраторе для формования и закалки силикатных сферических микроизделий, включающей составной корпус термокамеры, нагреватель, загрузочный люк и люк выгрузки, корпус термокамеры выполнен в виде прямоугольного диффузора и дополнительно снабжен термогазозаборным коллектором. Коллектор имеет форму клинообразного разъемного пустотелого корпусного элемента и установлен по периметру концевой части диффузора. Нижняя часть термогазозаборного коллектора оборудована калибровочным отверстием, диаметр которого составляет (0,10-0,25)В, где В - ширина термогазозаборного коллектора по среднему сечению камеры-калибратора, равная соответственно (1,15-l,45)h, где h - высота концевой части диффузора. 2 табл., 3 ил.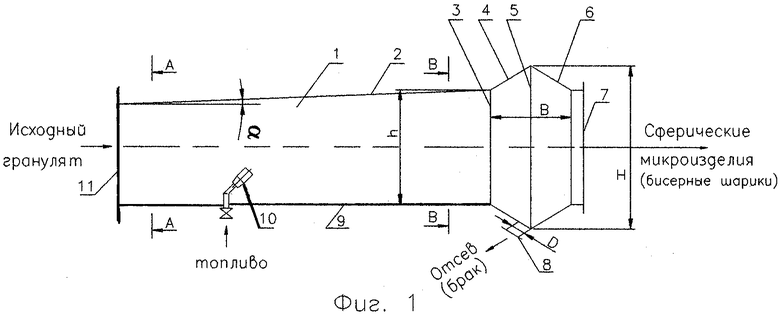
Камера-калибратор для формования и закалки силикатных сферических микроизделий, включающая составной корпус термокамеры, нагреватель, загрузочный люк и люк выгрузки, отличающаяся тем, что корпус термокамеры, выполненный в виде прямоугольного диффузора, дополнительно снабжен термогазозаборным коллектором, имеющим форму клинообразного разъемного пустотелого элемента, установленным по периметру концевой части диффузора, при этом нижняя часть термогазозаборного коллектора оборудована калибровочным отверстием, диаметр которого составляет (0,10-0,25)В, где В - ширина термогазозаборного коллектора по среднему сечению камеры-калибратора, равная соответственно (1,15-1,45)h, где h - высота концевой части диффузора.
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ ЛЕНТЫ КОНВЕЙЕРА | 1990 |
|
RU2017677C1 |
| Устройство для изготовления стеклянных шариков,преимущественно микрошариков | 1986 |
|
SU1321707A2 |
| US 4643753 A, 17.02.1987 | |||
| БЫТОВАЯ ТКАНЬ | 2001 |
|
RU2178024C1 |
| СПОСОБ БЛОКИРУЕМОГО ОСТЕОСИНТЕЗА ПРОКСИМАЛЬНЫХ ПЕРЕЛОМОВ БЕДРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2595090C2 |
