Изобретение относится к технике гранулирования сыпучих порошкообразных материалов методом вальцевания и может быть применено для компактирования стекольных шихт на валковых прессах.
Цель изобретения - снижение трудоемкости монтажа, повышение долговечности и надежности.
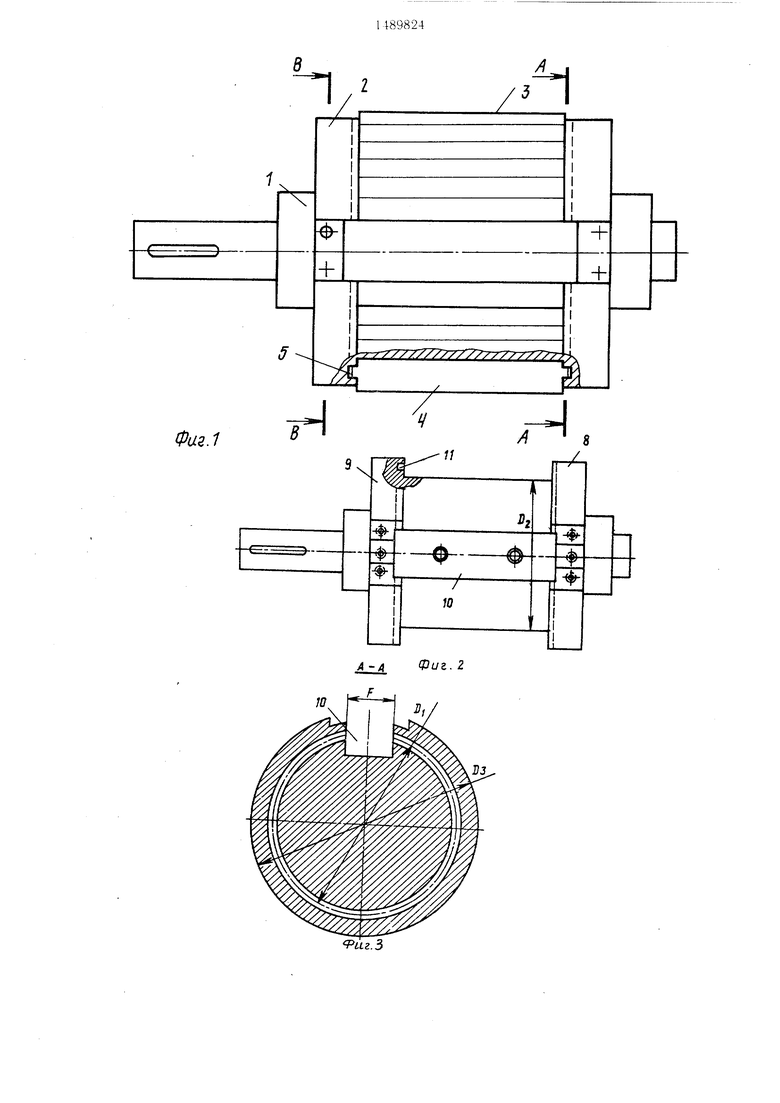
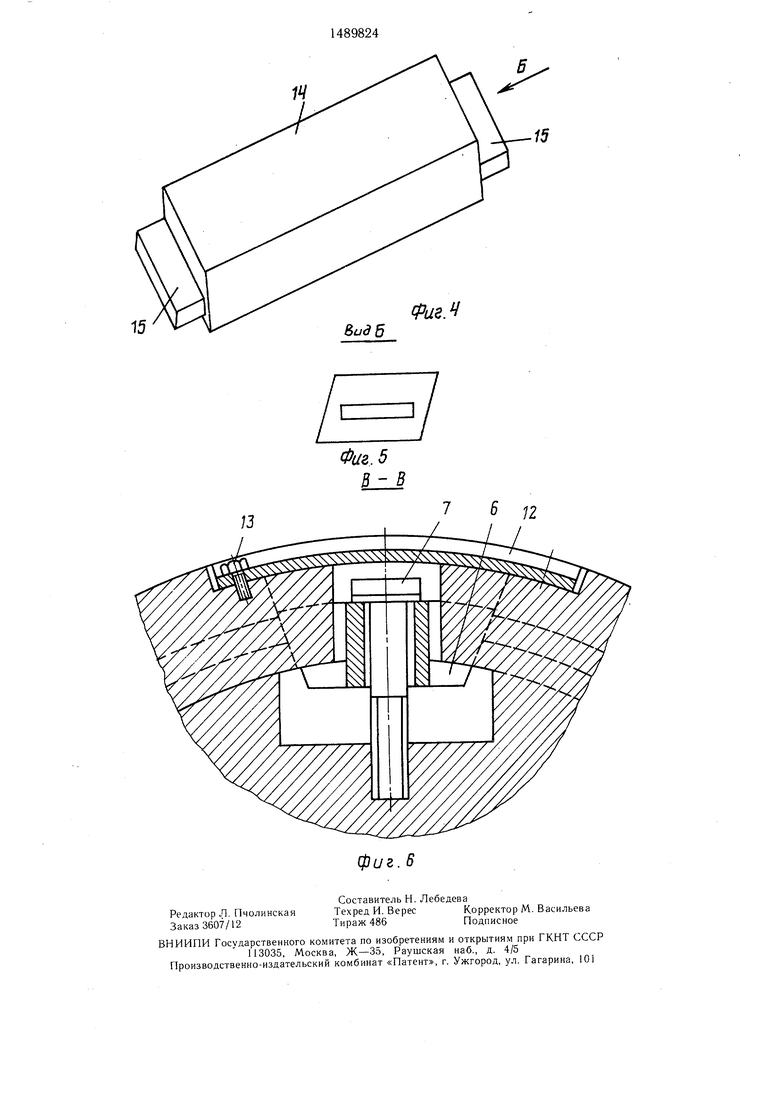
На фиг. 1 схематично показан прессующий валок для компактирова«ия порошковых материалов, обш,ий вид; на фиг. 2 - сердечник прессуюш,его валка с торцовыми кольцевыми ребордами и проточкой вдоль его образующих, общий вид; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - сменный сегмент в виде плоской пластины, общий вид; на фиг. 5 - вид Б на фиг. 4; на фиг. 6 - разрез В-В на фиг. 1.
Прессующий валок 1 содержит цилиндрический сердечник 2, составную обойму 3, собранную из сменных сегментов 4 с шипами 5, и средства их крепления к сердечнику-- регулировочную вставку-фиксатор 6 с винтами 7. Сердечник 2 прессующего валка 1
выполнен с торцовыми кольцевыми ребордами 8 и 9. Сердечник 2 также снабжен проточкой 10, выполненной вдоль его образующих для ввода шипов 5 сменных сегментов 4 в кольцевые пазы 11 внутренней торцовой стенки реборд 8 и 9 и для размещения регулировочной вставки-фиксатора 6. Внутренняя поверхность сменных сегментов 4 опирается на поверхность сердечника 2. При этом диаметр окружности, описанной вокруг рабочей поверхности сменных сегментов 4 может быть на больше наружного диаметра реборд 8 и 9.
Сменные сегменты через проточку 10 вводятся шипами 5 в кольцевые пазы 11, собираются в составную обойму 3 и замыкаются регулировочной вставкой-фиксатором 6 посредством винтов 7. При этом сменные сегменты 4 сжимаются и замыкаются в прочно- плотный узел. Сжатые с заданной равномерно распределенной нагрузкой и зафиксированные в определенном положении сменные сегменты образуют единую монолитную конструкцию.
4
00
со
00
к
Сверху регулировочная вставка-фиксатор 6 закрывается предохранительной пластиной 12 с винтами 13.
Как вариант выполнения сменных сегментов 4 возможна их конструкция в виде плоских пластин 14, имеющих параллельные наклонные боковые грани с прямоугольными шипами 15. Это позволяет за счет их полной си.1метрии дважды использовать ресурс рабочей части сменного сегмента нутем простой перестановки изношенной его части к поверхности.
Кроме этого, шипы прямоугольной формы и наклонные грани сводят к минимуму трение в паре сердечник валка - сменный сегмент, а следовательно, и износ контак- тируюш.их деталей. Срок их службы (долговечность) по сравнению с сегментами секторной формы возрастает в среднем в 4 раза.
Вставка-фиксатор 6 является замыкаю- ш,им звеном составной обоймы и представляет собой клинообразную деталь (вставку), установленную в пространстве горизонтальной проточки 10, упираюшуюся в продольные боковые грани крайних сегментов 4 составной обоймы 3 и закрепленную, например, винтами 7 с возможностью радиального перемещения (вверх-вниз): вверх-при разборке составной обоймы, например, для замены сегментов; вниз - при сборке, регулировке и эксплуатации фессующего валка, например, для размыкания сегментов 4 в проч- ноплотный узел или для устранения межсегментных зазоров, появляющихся в процессе эксплуатации. Вставка-фиксатор 6, кроме того, предохраняет как отдельный сегмент, так и целиком составную обойму от проворачивания относительно образующих поверхностей сердечника 2 за счет наличия проточки в торцовых кольцевых ребордах 8 и 9.
Глубина проточки 10 определяется размерами регулировочной вставки-фиксатора 6, а их количество равно 1-3.
Устройство работает следующим образом .
Порощковая щихта, состоящая из,°/о: кварцевый песок 40-70; доломит, мел, известняк до 15; борная кислота до 20 и др. компонентов (в зависимости от назначения получаемых в дальнейшем стекол их наличие и массовое содержание может изменять
5
0
5
0
5
0
5
ся), поступает из бункера в пресс, состоящий из двух валков 1. Компактирование материала осуществляется в зазоре между двумя вращающимися навстречу друг другу валками 1. При их вращении порошковая щихта затягивается в зазор и в результате сил трения, адгезионного взаимодействия и давления в гидросистеме порощковая щихта компактируется в плотную и прочную плитку. Например, плитка из щихты для производства стеклянного волокна (стекло типа «Е) достигает плотности 1900-2000 кг/м и прочности на сжатие до 5-7 МПа.
В дальнейщем компактированная щихта направляется на затаривание или сразу в стекловаренную печь.
Использование прессующего валка в процессах компактирования порощковых материалов не только снижает трудоемкость монтажа, повышает долговечность и надежность оборудования, но и позволяет увеличить производительность процесса, получая при этом прессованный продукт высокого качества.
Формула изобретения
1.Прессующий валок для компактирования порощковых материалов, включающий цилиндрический сердечник с торцовыми кольцевыми ребордами, составную обойму из сменных сегментов с шипами и средства их крепления к сердечнику, отличающийся тем, что, с целью снижения трудоемкости его монтажа, повышения долговечности и надежности, сердечник выполнен с проточкой вдоль его образующих, при этом торцовые стенки выполнены с кольцевым пазом, а валок снабжен регулировочной вставкой-фиксатором в виде клина, установленного в про-, точке сердечника с возможностью радиального перемещения и взаимодействующего с продольными боковыми гранями крайних
.сегментов составной обоймы.
2.Прессующий валок по п. 1, отличающийся тем, что сменный сегмент выполнен в виде плоской пластины с параллельными наклонными боковыми гранями с прямоугольными щипами.
3.Прессующий валок по пп. 1 и 2, отличающийся тем, что количество проточек равно 1--3.
л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи длинномерного материала | 1980 |
|
SU902948A1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| Прокатная клеть | 1987 |
|
SU1507466A1 |
| Устройство для восстановления зубчатых колес с внутренними зубьями | 1988 |
|
SU1641495A1 |
| Прокатный валок | 1987 |
|
SU1417947A1 |
| Прессующий узел гранулятора для получения брикетов | 1987 |
|
SU1459704A1 |
| Устройство для штамповки деталей из листового материала | 1981 |
|
SU990375A1 |
| Валок для прокатки стекольных шихт | 1986 |
|
SU1475745A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ПОЛЫХ ТЕЛ | 2015 |
|
RU2623553C2 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
Изобретение относится к гранулированию сыпучих порошкообразных материалов методом вальцевания, в частности, к компактированию стекольных шихт на валковых прессах. Цель изобретения - снижение трудоемкости монтажа,повышение долговечности и надежности. Прессующий валок для компактирования порошковых материалов включает цилиндрический сердечник, составную обойму, собранную из сменных сегментов с шипами и средства их крепления к сердечнику-регулировочную вставку-фиксатор с винтом. Сердечник выполнен с торцовыми ребордами. Сердечник снабжен проточкой, выполненной вдоль его образующих, для ввода шипов сменных сегментов в кольцевые пазы реборд и для размещения регулировочной вставки фиксатора. 2 з.п. ф-лы, 6 ил.
14
15
Фие.Ч
Вид б
5 П
| Патент США № 3883282, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
