Изобретение предназначено преимущественно для патентирования стальной проволоки.
Известен способ термической обработки проволоки (патентирование), заключающийся в ее нагреве до 820-850oC, интенсивном охлаждении путем погружения в водный раствор поверхностно-активных веществ с температурой 100oC в течение 4-6 с, выдержки в печи при 500-600oC в течение 20-90oC с последующим охлаждением на воздухе до температуры окружающей среды и очисткой поверхности от окалины кислотным травлением [1]
Данный способ неэкономичен, экологически не чист и не обеспечивает требуемого соотношения прочностных и пластических свойств обработанной продукции.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ термической обработкой проволоки (патентирования), включающий нагрев до 920-970oC, что соответствует температуре выше Ac3, выдержку при этой температуре для выравнивания температуры и завершения аустенитизации, интенсивное охлаждение до температуры выше Mн, т.е. до температуры выше начала мартенситного превращения аустенита, и окончательное охлаждение до температуры окружающей среды. При этом интенсивное охлаждение ведут до 400-550oC путем погружения проволоки в ванну с расплавом свинца или селитры [2]
Этот способ обеспечивает требуемую структуру металла проволоки и необходимое соотношение ее прочностных и пластических свойств. Однако его реализация требует применения экологически грязных материалов, которыми являются свинец, селитра и кислота, необходимая для травления проволоки от окалины. При этом потери металла от окалины составляют от 5 до 14 кг на тонну обработанной проволоки. Больших затрат требует использование в способе свинца, селитры и кислоты, а поддержание постоянной температуры расплавов влечет за собой расход энергоносителей.
В связи с этим, задачей настоящего изобретения является разработка способа термической обработки стальной проволоки, который позволяет осуществлять его на экологически чистой основе без использования свинца, селитры и кислоты и одновременно без снижения соответствующих показателей известного способа, касающихся структуры обработанной проволоки, ее прочностных и пластических свойств, что влечет за собой повышение экономичности процесса.
Согласно изобретению поставленная задача решается тем, что в способе термической обработки проволоки, включающей ее нагрев до температуры выше Ac3, выдержку при этой температуре, интенсивное охлаждение до температуры выше Mн и окончательное охлаждение, упомянутое интенсивное охлаждение ведут продувкой газом со скоростью 30-1000oC в секунду в течение времени, определяемом из выражения
τ = 10-2•(0,8 - 4,5)•d•vг,
где τ время интенсивного охлаждения, с;
d диаметр проволоки, мм;
vг скорость газового потока, м/с;
при этом после интенсивного охлаждения до 500-620oC производят выдержку при этой температуре. Согласно этому способу нагрев проволоки выше Ac3 наиболее целесообразно вести до 780-815oC, не допуская его перегрева.
Операцию нагрева более экономично следует вести продувкой горячим газом с температурой 900-1800oC, при этом регулируется скорость потока этого газа в пределах 50-300 м/с.
Этот нагрев возможно также вести сжиганием газообразного топлива вместе с воздухом при температуре этого воздуха 100-550oC, а также путем сжигания газообразного топлива вместе с воздухом, обогащенным кислородом до 22-50%
Для завершения превращения аустенита выдержку после интенсивного охлаждения достаточно проводить в течение 1,5-7,0 с, что диктуется диаметром проволоки, при этом время 1,5 с относится к проволоке диаметром 0,8 мм, а 7,0 с к проволоке диаметром 6,5 мм.
Во всех указанных случаях выдержку при температуре нагрева проволоки целесообразно вести в восстановительной атмосфере в течение 2-30 с, после чего интенсивное охлаждение ведут продувкой защитным или восстановительным газом с последующей выдержкой в одном из этих газов, а окончательное охлаждение осуществляют водой или защитным газом. При этом обеспечивается чистая от окислов поверхность проволоки, не требующая кислотного травления.
Аналогичный эффект достигается тем, что проволоку пропускают через трубчатый муфель, заполненный восстановительным газом, а ее нагрев с последующей выдержкой ведут с наружной стороны этого муфеля.
Для экономии восстановительного газа его после интенсивного охлаждения проволоки целесообразно направлять в трубчатый муфель для повторного использования. Параметры способа отработаны в процессе длительных экспериментальных его проверок и исследований.
Установлено, что коэффициент (0,8-4,5) при определении времени t интенсивного охлаждения зависит от скорости газового потока vг и диаметра d охлаждаемой проволоки, при этом его нижний предел, равный 0,8, используется при охлаждении проволоки с d=6,5 мм и скорости газового потока vг=170 м/с, а верхний предел, равный 4,5, при охлаждении проволоки с d=0,8 мм при vг=10 м/с. При этом охвачена проволока всех основных размеров.
Нижнее значение температуры конца интенсивного охлаждения 500oC определено для проволоки с содержанием углерода 0,45% а его верхнее значение 620oC для проволоки с содержанием углерода 0,85% при содержании марганца 0,5-0,8%
При этом скорость интенсивного охлаждения, равного 30oC/с, устанавливают при обработке проволоки d=6,5 мм, а скорость, равную 1000oC/c при обработке проволоки d=0,8 мм.
При отработке параметров температуры продуваемого горячего газа и скорости его потока при нагреве проволоки установлено, что 900oC является нижним пределом, когда газом является воздух при нагреве проволоки d=(0,8-1,5) мм и 1800oC верхним пределом, когда нагрев ведут сжиганием газообразного топлива при обработке проволоки d=(3,0-6,5) мм. При этом скорость газового потока 50 м/с соответствует технологии обработки проволоки с d=(0,8-1,5) мм, а 300 м/с проволоки с d=(3,0-6,5) мм.
В случае нагрева проволоки сжиганием газообразного топлива в смеси с воздухом, нагретым до 100-550oC, достигается уменьшение расхода природного газа и сокращение выбросов продуктов горения в атмосферу, при этом нагрев воздуха ниже 100oC практически не дает эффекта, а нагрев выше 550oC отрицательно сказывается на стойкость используемого для этого оборудования. При использовании для нагрева проволоки газообразного топлива вместе с воздухом, обогащенным кислородом, количество кислорода ограничено 50% так как его более высокое содержание теряет смысл в связи с тем, что затраты на производство кислорода становятся соизмеримы с дальнейшим сокращением расхода природного газа.
Если выдержку при температуре нагрева ведут в восстановительной атмосфере, то при нагреве достаточно 2 с (нижний предел) для получения чистой поверхности проволоки из высокоуглеродистых сталей, имевших окалину толщиной 0,5-1,5 мкм, путем ее восстановления, а при нагреве 900oC достаточно выдержки в течение 30 с (верхний предел) для восстановления окалины толщиной 3,0-5,0 мкм на проволоке из легированных марок сталей.
С целью восстановления окалины толщиной 5 мкм и более проволоку из легированных марок сталей в процессе ее нагрева и выдержки при температуре нагрева можно пропускать через трубчатый муфель, заполненный восстановительным либо защитным газом, а ее нагрев с последующей выдержкой вести с наружной стороны муфеля.
Целесообразно также для повышения экономичности способа восстановительный газ после интенсивного охлаждения подавать в указанный трубчатый муфель.
Известно устройство для термической обработки проволоки, содержащее нагреватель, охлаждающие ванны, какими могут быть ванны, содержащие расплав свинца или селитры, а также травильную ванну и сматывающий механизм [3]
Данное устройство реализует экологически нечистый и экономически невыгодный способ.
Наиболее близким по технической сущности и достигаемому результату к заявляемому для реализации предлагаемого способа термической обработки проволоки является устройство для термической обработки проволоки, содержащее нагреватель, напорную камеру с соплом, источник охлаждающей среды и сматывающий механизм [4]
Данная конструкция устройства, однако, не может обеспечить реализацию экологически чистой технологии термической обработки проволоки с достижением ею тех же свойств и структуры, что и при обработке ее в свинцовых либо селитровых ваннах, так как этим устройством нет возможности регулировать ни время, ни интенсивность термообработки.
В связи с этим задачей данного изобретения является разработка устройства для термической обработки проволоки, которое реализует предлагаемый способ на экологически чистой основе, без использования свинца и селитры, с сохранением структуры и свойств этой проволоки путем обеспечения возможности регулирования в широких пределах обрабатывающей среды (воздух, нейтральный, восстановительный газ), интенсивности, времени и других параметров нагрева и охлаждения, благодаря чему повышается и экономичность процесса.
Согласно изобретению поставленная задача решается тем, что в устройстве для термической обработки проволоки, содержащем нагреватель, напорную камеру с соплом, источник охлаждающей среды и сматывающий механизм, сопло напорной камеры выполнено в виде продольной щели, размещенной вдоль оси технологического процесса.
В этом устройстве нагревателем может быть любой известный источник тепла, обеспечивающий заданную температуру нагрева проволоки, однако предпочтительным является его исполнение в виде камеры горения с продольным щелевым соплом, размещенным вдоль оси технологического процесса, и с подводом газовоздушной смеси.
Для интенсификации процесса устройство может содержать камеру охлаждения, а с целью устранения шума, создаваемого соплами, напорную камеру целесообразно устанавливать в этой камере.
Опытная проверка работы устройства показала, что оптимальным вариантом является исполнение источника охлаждающей среды в виде установленных в камере охлаждения вентилятора и холодильника при нижеописываемом их соединении.
Для точной регулировки интенсивности охлаждения проволоки щелевое сопло напорной камеры должно быть снабжено подвижным вдоль него регулировочным шибером, а при выполнении напорной камеры с несколькими щелевыми соплами - таким же количеством подвижных вдоль их заправочных шиберов.
Чтобы обеспечить патентированной проволоке высокую чистоту поверхности, между нагревателем и камерой охлаждения устанавливается камера восстановительной выдержки, а также камера термической выдержки на выходе из камеры охлаждения.
Для сокращения габаритов устройства и экономики производственных площадей камеру восстановительной выдержки предпочтительно следует размещать в рабочем пространстве нагревателя. Устройство может быть снабжено узлом охлаждения на выходе камеры термической выдержки.
Существенная экономия энергоносителей достигается тем, что устройство снабжается средством разделения воздуха, при этом его азотный патрубок соединяют с полостью камеры охлаждения, а кислородный с горелочными устройствами нагревателя.
Вторым вариантом устройства для реализации способа термической обработки проволоки является устройство, содержащее нагреватель, напорную камеру с соплом, источник охлаждающей среды и сматывающий механизм, и дополнительно снабженное камерой термической выдержки и трубчатым муфелем, размещенным в рабочем пространстве нагревателя, при этом муфель соединен с соплом напорной камеры, а выход напорной камеры с камерой термической выдержки.
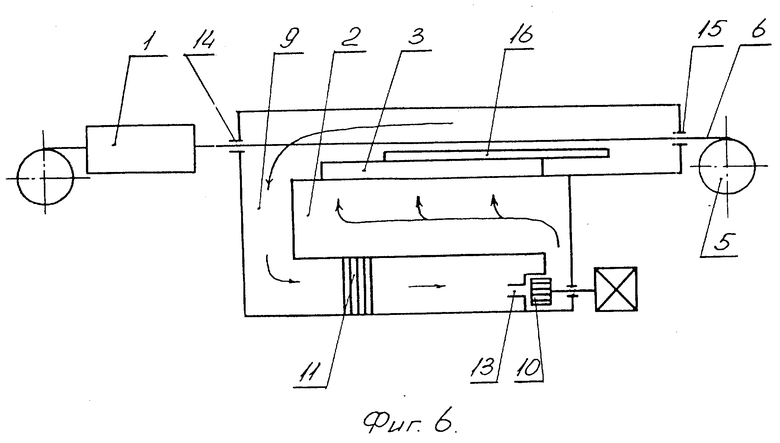
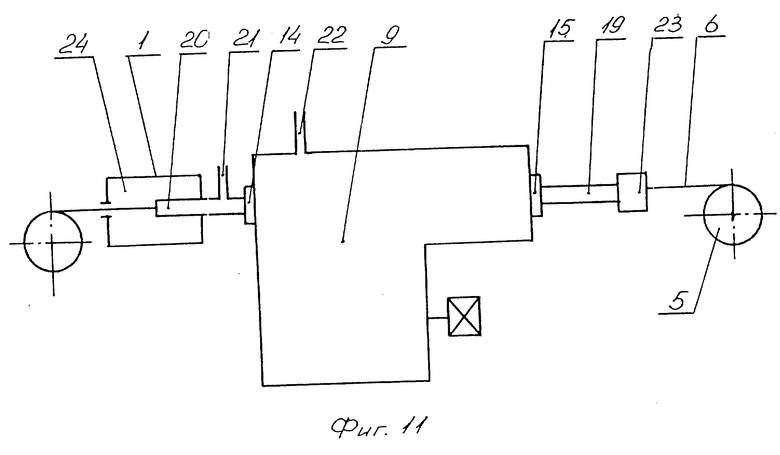
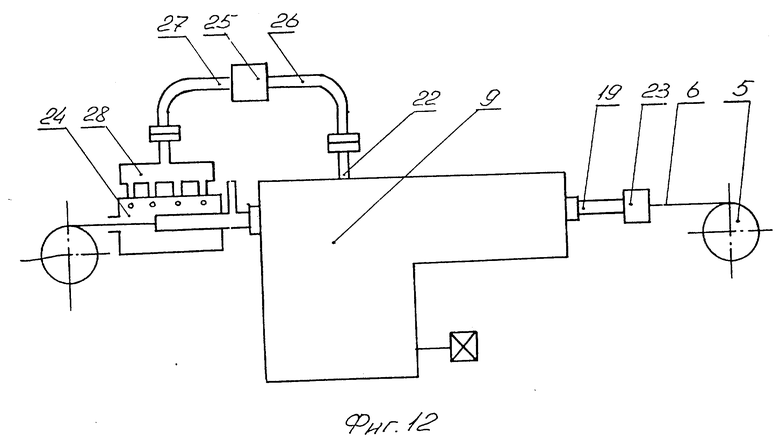
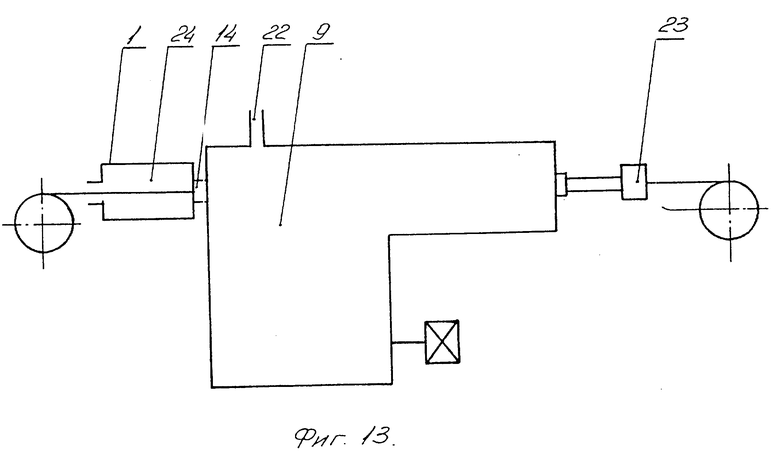
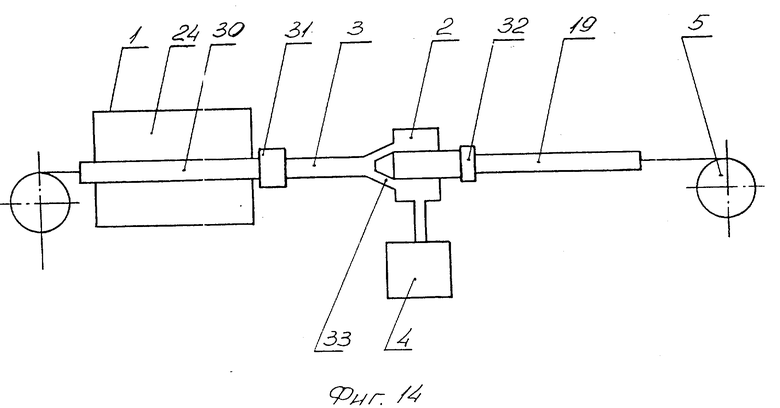
На фиг. 1 представлено устройство-прототип; на фиг. 2 предлагаемое устройство; на фиг. 3 устройство с нагревателем, снабженным щелевым соплом; на фиг. 4 устройство с камерой охлаждения; на фиг. 5 устройство с источником охлаждающей среды в виде вентилятора и холодильника; на фиг. 6 - устройство с регулировочным шибером; на фиг. 7 устройство с несколькими щелевыми соплами в напорной камере и заправочными шиберами, вид на напорную камеру по А на фиг. 6; на фиг. 8 устройство с камерой термической выдержки; на фиг. 9 устройство с камерой восстановительной выдержки; на фиг. 10 - устройство с узлом охлаждения; на фиг. 11 устройство с камерой восстановительной выдержки, установленной в рабочем пространстве нагревателя; на фиг. 12 устройство со средством разделения воздуха; на фиг. 13 - устройство с герметичным соединением нагревателя с камерой охлаждения; на фиг. 14 второй вариант исполнения устройства, с трубчатым муфелем.
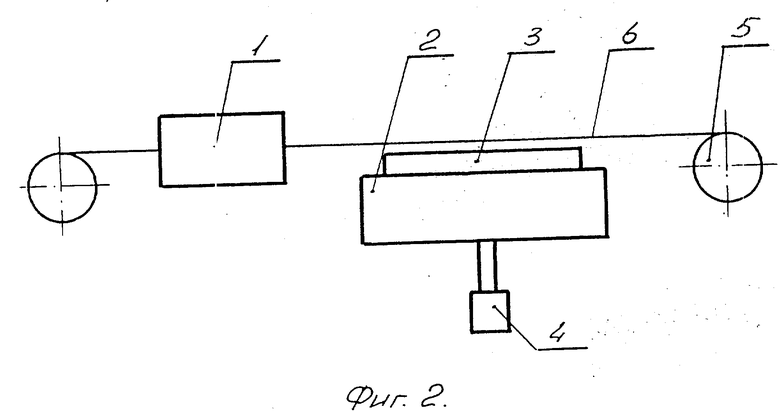
Устройство для термической обработки проволоки содержит нагреватель 1, установленную за ним по ходу технологического процесса напорную камеру 2 с соплом 3, источник охлаждающей среды 4 и сматывающий механизм 5, при этом сопло выполнено в виде продольной щели напорной камеры, расположенной вдоль оси 6 технологического процесса (фиг. 2). Предпочтительная форма исполнения нагревателя в виде камеры горения с продольным щелевым соплом 7 и подводом 8 газовоздушной смеси, в которой это сопло размещено также вдоль оси технологического процесса (фиг. 3).
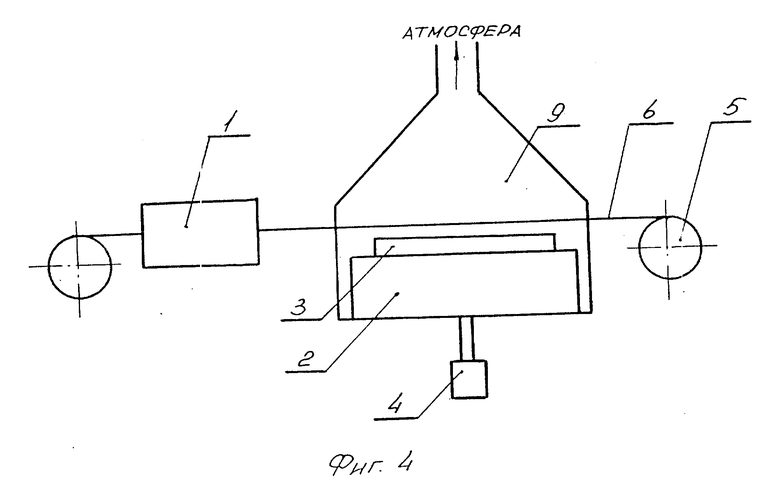
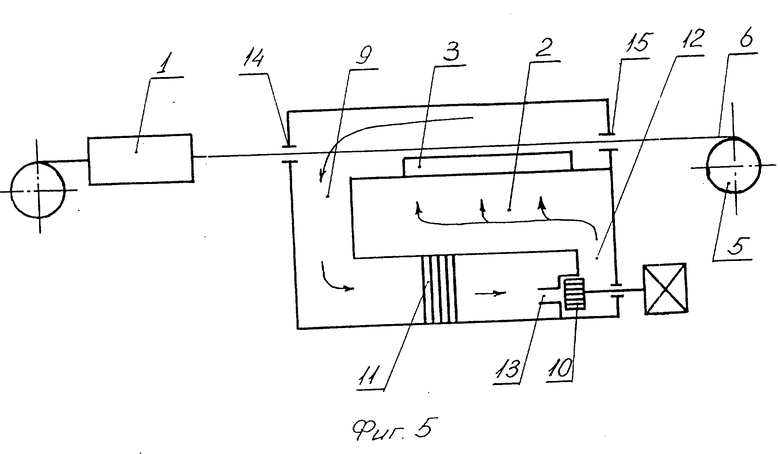
Для интенсификации процесса устройство снабжается камерой охлаждения 9, а напорная камера с ее соплом устанавливаются в этой камере (фиг. 4). Наиболее эффективным вариантом исполнения источника охлаждающей среды являются вентилятор 10 с холодильником 11, установленные в камере охлаждения, при этом выходной патрубок 12 вентилятора соединен с напорной камерой, холодильник с одной стороны соединен с входным патрубком 13 вентилятора, а с другой стороны со щелевым соплом напорной камеры. В то же время камера охлаждения по оси технологического процесса имеет входное 14 и выходное 15 окна (фиг. 5). Для осуществления управления интенсивным охлаждением проволоки путем изменения расхода газа на продувку щелевое сопло напорной камеры снабжено подвижным вдоль него регулировочным шибером 16 (фиг. 6). Например, в виде стержня, который может быть установлен (фиг. 7) между выходом из щелевого сопла и осью технологического процесса или на входе в щелевое сопло.
С целью повышения производительности устройства его выполняют с несколькими щелевыми соплами в напорной камере (фиг. 7), каждое из которых снабжено общим или индивидуальным регулировочным шибером, а также подвижным вдоль каждого сопла индивидуальным заправочным шибером 17. Этот шибер может быть выполнен, например, в форме трубы или уголка.
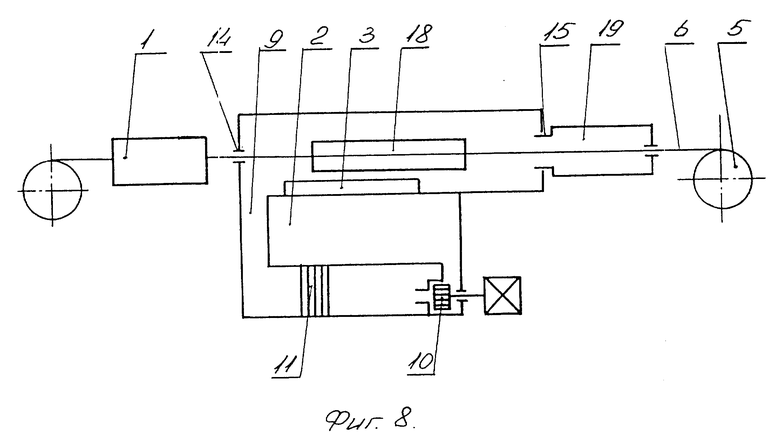
Возможна замена регулировочного и заправочного шиберов одним технологическим шибером 18, подвижным вдоль щелевого сопла, в виде трубы, продольная ось которой совпадает с осью технологического процесса.
Устройство может быть выполнено с камерой 19 термической выдержки (фиг. 8), установленной по оси технологического процесса и герметично соединенной с выходным окном камеры охлаждения.
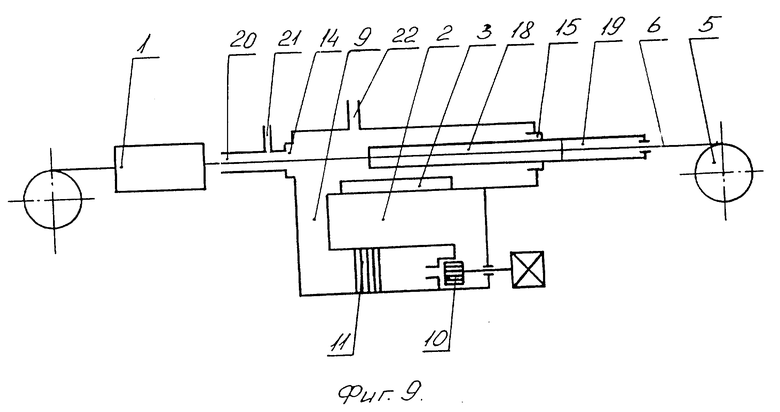
Оно может быть также снабжено камерой 20 восстановительной выдержки с подводом 21 восстановительного газа, при этом выход этой камеры примыкает к входному окну камеры охлаждения, которая, в свою очередь, должна иметь подвод газа 22 (фиг. 9).
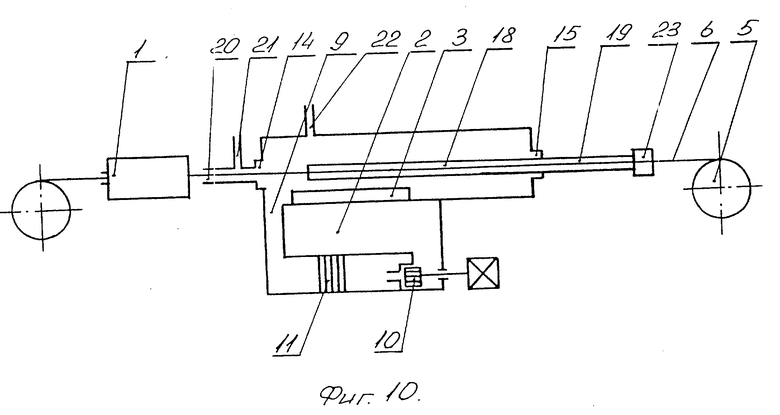
На выходе камеры термической выдержки установлен узел 23 водяного охлаждения (фиг. 10). Возможна установка части камеры восстановительной выдержки в рабочем пространстве 24 нагревателя (фиг. 11). Средство разделения воздуха 25, например кислородный блок, своим азотным патрубком 26 соединено с полостью камеры охлаждения через ее подвод газа, а кислородным патрубком 27 с горелками 28 нагревателя (фиг. 12).
Для термообработки проволоки из легированных сталей с трудноудаляемой окалиной на сокращенных производственных площадях рабочее пространство нагревателя герметично соединяют с камерой охлаждения и снабжают подводом 29 восстановительного или защитного газа (фиг. 13). На входе в камеру восстановительной выдержки или в рабочее пространство нагревателя целесообразна установка газовых затворов.
Второй вариант устройства для термической обработки проволоки (фиг. 14) также содержит нагреватель, напорную камеру с соплом, источник охлаждающей среды и сматывающий механизм, но он дополнительно содержит камеру термической выдержки и трубчатый муфель 30, размещенный в рабочем пространстве нагревателя, при этом выход 31 муфеля соединен с соплом напорной камеры, а выход 32 напорной камеры с камерой термической выдержки.
Предлагаемый способ термической обработки проволоки и устройство для его осуществления предназначено преимущественно для обработки проволоки диаметром 0,8-6,5 мм.
Проволочную заготовку разматывают и нагревают нитью до температуры 780-920oC, пропуская ее через нагреватель 1 со скоростью 50-1000 мм/с. Нагретую таким образом проволоку выдерживают в нагревателе или за его пределами в течение времени, необходимого для завершения процесса аустенитизации металла. Затем проволоку интенсивно охлаждают до температуры выше Mн, а предпочтительно до 500-620oC со скоростью 30-1000oC/c продувкой высокоскоростным потоком воздуха или другого газа. Продувку производят следующим образом. Проволочную заготовку перемещают над или под продольным щелевым соплом 3. В это же время на поверхность проволоки подают через щелевое сопло воздух или газ с определенной скоростью потока, создаваемой источником охлаждающей среды 4, в качестве которого может применяться, например, вентилятор 10. При этом давление газа в напорной камере 2, соответствующее необходимой скорости газового потока на выходе из щелевого сопла напорной камеры устанавливают изменением числа оборотов двигателя вентилятора. В этом случае, требуемый уровень механических свойств проволоки обеспечивают расходом газа на интенсивное охлаждение, который устанавливают регулировочным шибером 16, исходя из следующего известного соотношения:
где vп скорость перемещения проволоки вдоль щелевого сопла, м/с;
vг скорость газового потока, м/с;
vохл скорость охлаждения, oC/с;
b ширина щелевого сопла, м;
t
t
При этом скорость охлаждения vохл устанавливают для каждого диаметра проволоки и марки стали исходя из того, что время охлаждения от t
τ = (0,8 - 4,5)•d•vг•10-2,c
где
d диаметр проволоки, мм;
vг скорость газового потока, м/с.
Это соотношение предназначено в основном для определения времени интенсивного охлаждения проволоки диаметром 0,8-6,5 мм. Коэффициент 0,8-4,5 в этом выражении определяется в зависимости от диаметра проволоки, скорости газового потока и учитывает совместное их влияние на скорость интенсивного охлаждения проволоки.
После интенсивного охлаждения, при 500-620oC производят выдержку проволоки в зависимости от ее диаметра в течение 1,5-7,0 с. За это время происходит окончательное формирование требуемой структуры металла и механических свойств, после чего проволоку можно окончательно охлаждать до цеховой температуры любым способом и сматывать ее в мотки.
Нагрев проволоки до 780-920oC можно вести средствами интенсифицированного конвективного теплообмена. В этом случае нагрев ведут следующим образом. Проволочную заготовку перемещают над или под продольным щелевым соплом 7, из которого на поверхность проволоки подают высокоскоростной поток газа, нагретого до 900-1800oC. Высокоскоростной поток горячего газа можно, например, получать путем сжигания газовоздушной смеси, подаваемой через подвод 8, в камере горения нагревателя. Образовавшиеся в результате этого продукты сгорания разогреваются до 1600-1800oC и создают в камере горения давление 500-10000 Па, при котором скорость потока продуктов сгорания на выходе и щелевого сопла достигает 100-300 м/с. Существенное повышение эффективности работы нагревателей, применяющих природный газ, достигается подогревом воздушного дутья до 100-550oC и обогащением его кислородом до уровня 22-50%
Применение реализующего способ устройства сопровождается шумовым эффектом. В связи с этим, более предпочтительным является реализация способа с устройством, предусматривающим размещение напорный камеры 2 и ее щелевого сопла 3 в камере охлаждения 9, выполненный со стенками из звукоизоляционного материала, что значительно снижает уровень шума.
Еще больший шумопоглощающий эффект достигается в случае применения устройства, в котором газовый поток замыкается в камере охлаждения 9 через холодильник 11, соединенный с одной стороны с входным патрубком 13 вентилятора, а с другой стороны со щелевым соплом 3. При это звукоизолированные стенки камеры 9 гасят не только шум высокоскоростного потока, но также и шум вентилятора. В самой камере 9 происходит цикл теплообмена между газом и проволокой, проходящей через входное 14 и выходное 15 окна камеры охлаждения 9.
Управление процессом интенсивного охлаждения с помощью регулировочного шибера 16 ведут следующим образом. Перемещая стержень регулировочного шибера вдоль щелевого сопла напорной камеры изменяют площадь сечения открытой его части таким образом, чтобы при определенной скорости газового потока установить такой расход газа, который при заданных условиях охлаждения - скорости охлаждения, скорости движения проволоки, температурного интервала охлаждения и др. обеспечивал бы получение необходимой структуры металла и механических свойств проволоки.
Повышение производительности устройства для термической обработки проволоки достигается в результате одновременной обработки нескольких проволочных нитей, при этом определенные технологические сложности, возникающие при подготовке агрегата к работе, устраняются заправочным шибером 17. При этом могут быть следующие варианты установки заправочного шибера: между осью технологического процесса и регулировочным шибером; между выходом щелевого сопла и регулировочным шибером в напорной камере на входе в щелевое сопло и в случае расположения регулировочного шибера на входе в щелевое сопло между осью технологического процесса и выходом щелевого сопла. Заправку устройства в период подготовки его к работе и в установившемся режиме работы в случае обрыва некоторых проволочных нитей, с помощью заправочного шибера 17 ведут без снижения производительности агрегата следующим образом. Вначале, исходя из заданных условий охлаждения, во всех щелевых соплах 3 соответствующими регулировочными шиберами 16 устанавливают требуемую длину их открытой части, обеспечивающую расход газа на интенсивное охлаждение, после чего включают вентилятор 13 и начинают поочередную заправку устройства проволочными нитями. Для этого заправочный шибер 17, например, первого щелевого сопла 3, установленный между регулировочным шибером 16 и осью технологического процесса 6 (фиг. 7), перемещают в продольном направлении до тех пор, пока он полностью не перекроет открытую часть щелевого сопла 3 и таким образом не отсечет газовый поток. После этого конец первой проволочной нити пропускают через нагреватель 1, камеру охлаждения 9 над или под закрытым щелевым соплом 3 и закрепляют его в сматывающем механизме 5. После того как скорость проволоки достигнет заданной величины, заправочный шибер 17 первого щелевого сопла 3 перемещают в противоположном направлении, открывая щелевое сопло, при этом начинается интенсивное охлаждение проволоки по заданному режиму. В указанной последовательности производят заправку остальных проволочных нитей, не нарушая процесс охлаждения ранее заправленных нитей.
Предлагаемое многощелевое устройство может быть снабжено технологическим шибером 18, который выполняет одновременно функцию регулировочного 16 и заправочного 17 шиберов. Это значительно упрощает конструкцию устройства и его эксплуатацию. В частном случае в качестве технологического шибера можно применять подвижную в продольном направлении трубу, при этом ось технологического процесса должна проходить через ее полость. Такая конструкция устройства значительно упрощает заправку устройства с закрытой камерой охлаждения 9. В этом случае технологический стержень выполняет дополнительную функцию направляющего элемента. При этом заправка устройства производится следующим образом. Перед заправкой передний конец полого технологического шибера устанавливают вплотную к входному окну 15 камеры охлаждения 9, после чего передний конец проволочной нити пропускают через нагреватель 1 и полость технологического шибера, расположенного в камере охлаждения 9. После выхода переднего конца проволоки из камеры охлаждения 9 его закрепляют в сматывающем механизме 5 и после достижения требуемой скорости перемещения проволоки технологический шибер перемещают в продольном направлении, открывая на необходимую величину щелевое сопло 3, и фиксируют в этом рабочем положении. Аналогичным образом производят заправку проволочных нитей и управление интенсивным охлаждением с помощью технологического шибера остальных проволочных нитей при заданной производительности устройства.
В случае необходимости регулирования структуры металла и механических свойств проволоки, как это предусмотрено способом термической обработки с термической выдержкой после интенсивного охлаждения задний конец полого технологического шибера, выходящий наружу из камеры охлаждения, может также выполнить функцию камеры термической выдержки 19, предусмотренной в устройство.
Для реализации способа с выдержкой после нагрева в восстановительной атмосфере, с целью значительного повышения экологической чистоты производства, применяют устройство, снабженное камерой восстановительной выдержки. При этом подготовку его к работе и нагрев проволочной заготовки ведут ранее описанным путем. После чего проволоку, нагретую до 780-970oC с окисленной поверхностью направляют в камеру восстановительной выдержки 20, рабочее пространство которой разогрето до 780-970oC и заполнено через подвод 21 восстановительным газом. Здесь проволоку перемещают с заданной скоростью и выдерживают, при определенной длине камеры восстановительной выдержки, в течение 2-30 с до полного восстановления окислов на ее поверхности, а затем направляют через входное окно 14 в камеру охлаждения 9, где ведут интенсивное охлаждение продувкой защитным или восстановительным газом. По выходе из камеры охлаждения проволоку с температурой 500-620oC направляют в камеру термической выдержки 12, заполненную защитным или восстановительным газом, где сначала производят выдержку при 500-620oC в течение 1,5-7,0 с, а затем ведут окончательное охлаждение до 20-100oC.
Способ и устройство с термической выдержкой обеспечивают получение требуемой структуры и механических свойств проволоки, а также чистоту поверхности, не требующую кислотного травления перед волочением. Однако окончательное охлаждение проволоки от 500-620oC до 200-100oC в защитной или восстановительной атмосфере, с целью сохранения высокой чистоты поверхности проволоки после интенсивного охлаждения в защитно-восстановительных газах, значительно увеличивает габариты устройства и капитальные затраты на его установку. С целью сокращения продольного габарита устройства и соответствующих затрат на установку этого оборудования при реконструкции устаревших агрегатов целесообразно применять устройство, характеризующееся тем, что между камерой термической выдержки 19 и сматывающим механизмом 5 установлен узел охлаждения 23, например, водяного. В этом случае предоставляется возможность практически мгновенного окончательного охлаждения проволоки, после завершения структурных превращений, до температуры окружающей среды без какого-либо ущерба для механических свойств и чистоты поверхности проволоки, и за счет этого сокращения продольного габарита устройства.
Для экономии рабочей площади за счет сокращения длины технологической линии целесообразна реализация способа и устройства, в которых камеру восстановительной выдержки устанавливают в рабочем пространстве 24 нагревателя 1. В этом случае нагреватель выполняют в виде пламенной печи, а в качестве камеры восстановительной выдержки применяют ряд жаропрочных труб, которые укладывают на под печи.
В качестве источника защитного газа, для реализации этого способа, можно применять, например, воздухоразделительный агрегат типа "КА-0,2" НПО "Кислородмаш" (г. Одесса), обеспечивающий производство особо чистого азота с содержанием кислорода не более 0,005% Для утилизации полученного в результате разделения воздуха кислорода с содержанием азота 0,5-1,0% целесообразно применять устройство, содержащее средство разделения воздуха 25, азотный патрубок 26 которого соединен с полостью камеры охлаждения 9, а кислородный патрубок 27 с горелочными устройствами 28 нагревателя 1, например пламенной печи. Такая компановка основных узлов устройства позволяет реализовать энергосберегающий способ термической обработки и, тем самым, повысить экономическую и экологическую эффективность производства за счет сокращения расхода природного газа.
В тех случаях, когда термообработке должна подвергаться проволока из легированных сталей с трудноудаляемой окалиной, целесообразно использовать способ согласно которому нагрев до 780-970oC и выдержку при этой температуре ведут в единой камере, заполненной восстановительной атмосферой. После этого интенсивное охлаждение ведут восстановительным газом, что существенно снижает расход электроэнергии на эту операцию. При этом часть восстановительного газа после интенсивного охлаждения направляют в печь, где его используют для нагрева проволоки и выдержки ее при температуре нагрева. Этот способ реализуется устройством, согласно которому рабочее пространство 24 нагревателя соединено непосредственно с входным окном 14 камеры охлаждения 9, при этом рабочее пространство камеры охлаждения снабжено подводом газа 22. Подготовку к работе этого устройства ведут следующим образом. Вначале рабочее пространство нагревателя и камеру охлаждения продувают защитным газом, например азотом, и вытесняют из них таким образом воздух. Затем это пространство нагревателя и камеру охлаждения заполняют восстановительным газом, например водородом, до тех пор, пока его концентрация не достигнет 20-40% и смесь газов не приобретет восстановительные свойства. После этого начинают заправку устройства и обработку проволоки ранее описанными способами.
Таким образом, реализация предлагаемых способов и устройств, исключая необходимость очистки поверхности проволоки от окалины травлением и необходимость применения расплава селитры и свинца, позволяет повысить экологическую чистоту и экономичность производства при сохранении требуемой структуры металла и механических свойств проволоки.
Примеры конкретной реализации.
Предлагаемые способы термической обработки проволоки устройства для их осуществления реализованы в опытных, опытно-промышленных и промышленных условиях после их отработки в широких масштабах на лабораторных установках.
Пример 1. Реализация способа и устройств на 24-ниточном опытно-промышленном агрегате Харцызского сталепроволочно-канатного завода.
На этом агрегате, состоящем из двух 12-ниточных блоков, каждый из которых имел в качестве средства подачи газа вентилятор типа В-Ц6-28-10, термически упрочняли проволоку диаметром 2,5 мм с содержанием углерода 0,68% и марганца 0,65%
Проволоку перемещали со скоростью vп=0,4 м/с и нагревали до tп=890oC. Интенсивное охлаждение вели со скоростью vохл=103oC/с до tк=520oC продувкой воздухом при скорости вазового потока vг=100 м/с. При коэффициенте K=1,44 время интенсивного охлаждения было равно
τ = 1,44•2,5•100•10-2 = 3,6 с,
а суммарный расход воздуха на охлаждение 12 ниток в одном блоке при ширине щелевого сопла b=2,8 мм составлял
Этот расход воздуха достигался при открытии щелевого сопла, перемещением регулировочного шибера на длину l= vn•τ0,4•3,6=1,44 м. При этом получили механические свойства проволоки, которые в сравнении с прототипом представлены в табл. 1.
Как видно из этой таблицы, предлагаемый способ термообработки дает, по сравнению с прототипом, более высокую прочность проволокли и одновременно повышает пластические ее свойства, что весьма благоприятно влияет на процесс дальнейшей ее переработки волочением.
Пример 2.
На 24-ниточном агрегате Харцызского канатного завода при реализации способа в отличие от высокотемпературного нагрева по традиционной технологии, нагрев проволоки диаметром 2,5 мм вели до 790oC, при этом с целью сохранения производительности печи и агрегата температуру печного пространства нагревателя снизили с 1050oC до 1000oC. Время нагрева в этом случае как и при высокотемпературном нагреве составляло 32 с при скорости перемещения проволоки vп=0,4 м/с. Интенсивное охлаждение вели примерно с такой же скоростью, как и в предыдущем случае (vохл105oC/с), до 510oC продувкой воздухом при скорости газового потока vг=95 м/с. При этих условиях время интенсивного охлаждения составляло 2,8 с, а суммарный расход воздуха на охлаждение в одном блоке достигал 12914 м3/час при открытой длине щелевого сопла 1,12 м. Сравнение механических свойств проволоки и основных технологических параметров работы устройства при высокотемпературном режиме патентирования согласно примеру 1 и при низкотемпературном патентировании согласно примеру 2 приведено в табл. 2.
Из сравнения результатов, представленных в табл. 1 и 2, видно, что понижение температуры начала интенсивного охлаждения с 890 до 790oC, обеспечивая высокий уровень прочностных и пластических свойств проволоки, позволяет снизить расход природного газа примерно на 15% и за счет этого повысить экологическую чистоту и экономическую эффективность производства.
Пример 3. Реализация способа термической обработки проволоки на 24-ниточном агрегате Харцызского сталепроволочно-канатного завода с использованием нагревателя, снабженного двухпроводными плоскопламенными горелками с подводом кислорода для обогащения воздушного дутья и радиационными рекуператорами для его подогрева.
Техническая характеристика нагревателя приведена в табл. 3.
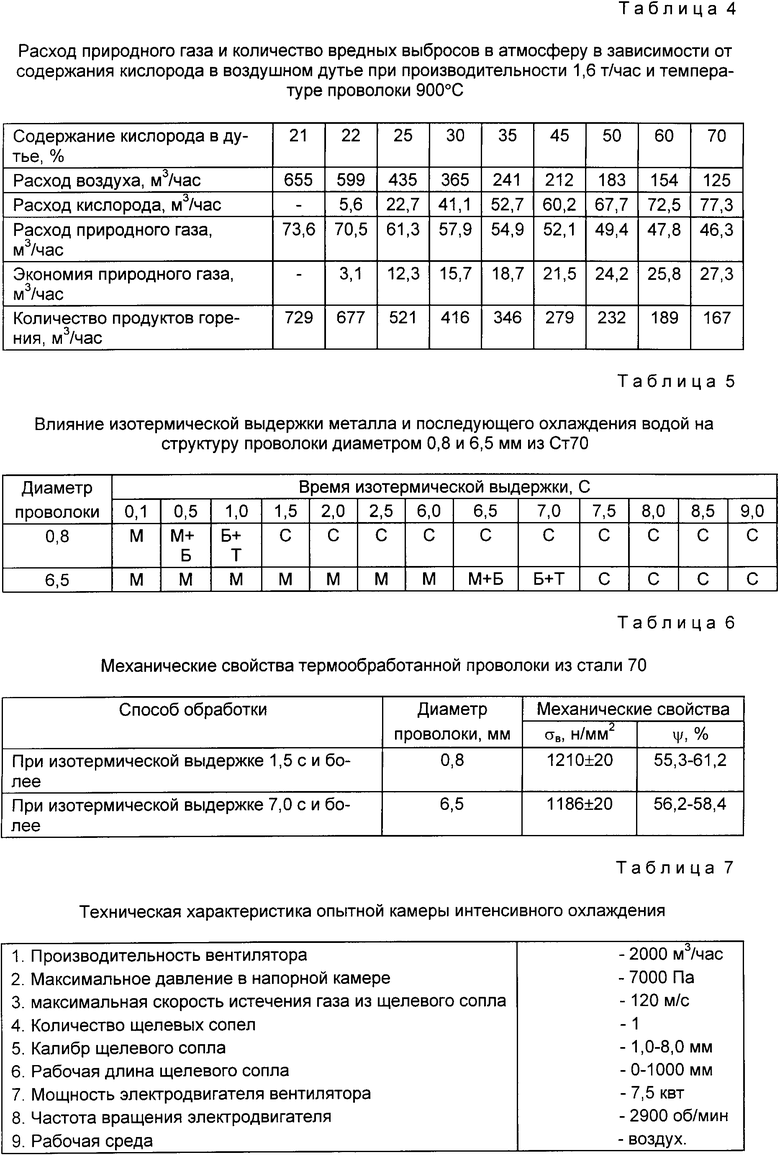
Расход природного газа и количество продуктов горения при реализации способа определены по результатам теплотехнических расчетов и показаны в табл. 4, из которой видно, что способ термической обработки позволяет экономить 10-30% природного газа и снизить количество вредных выбросов в атмосферу в 1,4-3,0 раза. Эти же расчеты показывают, что в случае подогрева воздушного дутья до 300-560oC можно получить экономию природного газа в размере 15-25% и соответственно снизить количество вредных выбросов в атмосферу.
Пример 4. Опытная проверка способа и устройства на лабораторной установке фирмы "ЭКОМЕТ Лтд".
Образцами служила проволочная заготовка диаметром 0,8-6,5 мм из стали 70. Образцы длиной 200 мм нагревали в электрической печи до температуры 900oC. Общее время нагрева образцов с выдержкой при этой температуре составляло 4 мин. Нагретые таким образом образцы перемещали из печи в камеру охлаждения, где производили струйное интенсивное их охлаждение до 500-620oC продувкой воздухом с различными скоростями газового потока. После этого проволоку перемещали в камеру термической выдержки, где при 550±15oC выдерживали ее в течение 0,5-8,0 с, а затем быстро погружали ее в ванну с водой. Из охлажденных таким образом образцов готовили шлифы, оценку структуры металла производили по результатам их осмотра на металлографическом микроскопе типа "Неофот-2" при увеличении х 800. Результаты оценки структуры металла приведены в табл. 5, в которой представлены условные обозначения структур металла: M мартенсит; Б бейнит; Т тростит; С сорбит.
Кроме этого, охлажденные таким образом образцы испытывали на прочность и пластичность. Результаты механических испытаний этих образцов приведены в табл. 6.
Таким образом, как видно из табл. 5 и 6, проволоку диаметром 0,8-6,5 мм после интенсивного охлаждения продувкой газом и последующей выдержки в течение 1,5-7,0 с, можно окончательно охлаждать до цеховой температуры водой и, получая требуемую структуру и свойства, сократить длину технологической линии.
Пример 5. Промышленная проверка способа и устройства на 6-ниточном опытно-промышленном агрегате Магнитогорского калибровочного завода.
В состав этого устройства входит нагреватель печь пламенного нагерва, камера восстановительной выдержки, камера охлаждения, напорная камера с холодильником и вентилятором, камера термической выдержки и узел водяного охлаждения.
Камера восстановительной выдержки выполнена в виде электрического термостата с расположенными в его рабочем пространстве муфелями.
Вентилятор, установленный в камере охлаждения, развивал производительность 13000 м3/час. Статическое давление на выхлопе составило 7000 Па при 1500 об/мин, при этом мощность двигателя была равна 40 кВт. Камера охлаждения была оснащена полым технологическим шибером, наружная часть которого выполняла функцию камеры термической выдержки.
На этом агрегате обрабатывали проволоку диаметром 4,0 мм из стали 70. Проволоку перемещали со скоростью 0,3 м/с и нагревали до 925oC в малоокислительной атмосфере. При таком нагреве проволока окислялась на глубину 3,0-5,0 мкм. Затем проволоку направляли в камеру восстановительной выдержки, рабочее пространство которой было разогрето до 910oC и заполнено азотоводородной смесью с содержанием водорода 40% где производили выдержку в течение 15 с. Длительность этой выдержки обеспечивала полное восстановление окисленного слоя поверхности проволоки до чистого железа. Очищенная таким образом от окалины проволока направлялась в камеру охлаждения. Интенсивное охлаждение в этой камере вели со скоростью 85oC/с до 500oC продувкой азотным защитным газом при скорости газового потока 120 м/с. При этом суммарный расход защитного газа на охлаждение составлял 12650 м3/час. Этот расход газа достигался при открытии щелевого сопла, перемещением технологического шибера на длину 950 мм. После интенсивного охлаждения проволоку перемещали в камеру термической выдержки, полость которой была заполнена азотным защитным газом, где производили выдержку при 500oC в течение 4 с. Обработанную таким образом проволоку охлаждали водой до цеховой температуры, после чего сматывали в моток и отбирали образцы для механических испытаний и контроля полноты восстановления окислов на поверхности проволоки после ее нагрева и охлаждения.
Результаты этих испытаний показали, что способ термической обработки полностью обеспечивает получение требуемых для патентированной проволоки механических свойств и более высокую, по сравнению с кислотным травлением, чистоту ее поверхности.
Пример 6.
На опытной установке фирмы "ЭКОМЕТ Лтд" использовали в качестве нагревателя устройство скоростного конвективного нагрева. В этом устройстве применена горелка типа ГВ60 с металлической воздухоохлаждаемой камерой горения, изготовленной из стали Х23Н18, выход из которой выполнен в виде продольного щелевого сопла. Охлаждающий воздух при работе устройства нагревался до 300-500oC и использовался для сжигания газа в этой горелке. Максимальная скорость истечения продуктов горения из щелевого сопла достигала 100 м/с.
На опытной установке последовательно за устройством скоростного конвективного нагрева была установлена камера интенсивного охлаждения, характеристика которой приведена в табл. 7.
Проволоку диаметром 2,5 мм обрабатывали следующим образом. При движении проволоки над щелевым соплом камеры горения со скоростью 0,3 м/с время скоростного ее нагрева до 900oC продувкой потоком продуктов горения 1400-1480oC и скоростью их истечения из щелевого сопла камеры горения 100 м/с, составляло 3,2 с вместо 25 с, требуемых при радиационном нагреве в пламенных печах с температурой печного пространства 1100oC. Интенсивное охлаждение проволоки вели по такому же режиму, как и в примере 1. После интенсивного охлаждения проволоку выдерживали при 520oC в течение 5 с, а затем интенсивно охлаждали водой до цеховой температуры. Полученные таким образом образцы подвергали механическим испытаниям и металлографическим исследованиями. Результаты этих испытаний показали, что способ и устройство обеспечивают получение таких же механических свойств, как и при традиционном патентировании, а в результате металлографических исследований было установлено, что предлагаемые способы уменьшают толщину окисленного слоя проволоки с 3,0-5,0 мкм до 0,4-0,3 мкм. Это приводит к сокращению расхода кислоты на травление такой поверхности и соответствующему повышению экологической чистоты процесса.
Пример 7.
В отличие от примера 6, в данном случае применяли нагреватель, рабочее пространство которого выполнено в виде камеры, футерованной огнеупорным кирпичом, с каналами в подине, в которых располагались электрические спирали для ее обогрева. Эта камера герметично примыкала к выходному окну камеры охлаждения и была заполнена восстановительным газом.
Подготовку к работе устройства вели следующим образом.
В начале через подвод газа 22 и входное окно 14 подавали азот в рабочее пространство камеры охлаждения и нагревателя и таким образом из указанных объемов полностью вытесняли воздух. Затем, перекрывая азот, в указанные полости подводили водород, доводя его концентрацию в азото-водородной смеси до 20-40% Вход в рабочее пространство нагревателя уплотнялся газовым затвором. В газовый затвор типа форсунки с кольцевым зазором подводили защитный газ под давлением 150-200 Па и таким образом герметизировали вход в рабочее пространство нагревателя. Обработке подвергали проволоку различных диаметров с трудно удаляемыми кислотным травлением окислами железа Fe2O3 и Fe3O4. Интенсивное охлаждение, также как нагрев и выдержку при температуре нагрева, вели продувкой азото-водородной смеси с содержанием водорода 20-40% При этом часть этой смеси через входное окно камеры охлаждения направляли в рабочее пространство нагревателя. Интенсивное охлаждение проволоки диаметром 2,5 мм вели, как в примерах 1 и 2, до 510-520oC продувкой газом при скорости газового потока 95-100 м/с. При этом, в результате меньшей плотности азото-водородной смеси по сравнению с воздухом, нагрузка на двигатель вентилятора снизилась на 20-30% Выдержку проволоки после интенсивного охлаждения производили в течение 3,5 с в восстановительной атмосфере, после чего ее охлаждали водой. Проволоку, обработанную таким образом, подвергали механическим испытаниям и металлографическим исследованиям. Как показали эти испытания, описанный способ и устройство для его осуществления позволяет получить такую же структуру металла и механические свойства проволоки, как и в примерах 1 и 2, но с абсолютно чистой поверхностью, не содержащей каких-либо следов окалины и поэтому не требующей кислотного ее травления перед дальнейшей ее переработкой волочением в готовые изделия.
Второй вариант устройства работает следующим образом.
Пример 8. Реализация способа и устройства на 24-ниточном опытно-промышленном агрегате ЦМК Харцызского канатного завода.
На каждой нитке этого агрегата было установлено устройство, изображенное на фиг. 14.
В качестве источника охлаждающей среды 4 применяли установку для получения эндотермического газа ЭН-125-И4 Чадырлунгского завода электротермического оборудования (Молдавия).
Проволоку диаметром 0,8 мм из стали 70 пропускали через трубчатый муфель 30, заполненный эндогазом, содержащим: окиси углерода 20% водорода 40% и остальное азот. Разогрев муфеля производили снаружи электрическими спиралями. Проволоку нагревали до 910oC и при этой температуре выдерживали 1,5 с. Затем проволоку пропускали через трубчатое сопло 3 напорной камеры, герметично состыкованное с выходом 31 трубчатого муфеля, где вели интенсивное охлаждение со скоростью 980oC/с до 550oC продувкой эндогазом, подаваемым в трубчатое сопло через кольцевой его зазор, расположенный в напорной камере 2. При этом отработанный эндогаз направляли в трубчатый муфель. Интенсивность охлаждения проволоки регулировали величиной кольцевого зазора 33 трубчатого сопла. После интенсивного охлаждения проволоку пропускали через выход 32 напорной камеры в камеру 19 термической выдержки, заполненную тем же эндогазом. В этой камере проволоку, охлажденную до 550oC, сначала выдерживали при этой температуре в течение 2 с, а затем охлаждали до температуры окружающей среды. Полученная таким образом проволока обладала такой же структурой металла и механическими свойствами, как и при патентировании в расплаве свинца, а также чистой металлической поверхностью, на которую наносили цинковое покрытие, без предварительного ее кислотного травления и других подготовительных операций.
Таким образом, реализация предлагаемых способов и устройств для их осуществления по сравнению с прототипом [2] гарантирует получение такой же структуры металла и механических свойств проволоки, как и при патентировании ее в расплавах свинца или селитры, но без использования этих материалов, и получение такой чистоты поверхности проволоки, которая не требует кислотного ее травления перед нанесением подсмазочных покрытий и волочением, что, таким образом, существенно повышает экологическую частоту и экономическую эффективность производства патентированной проволоки.
Предлагаемые способы устройства для термической обработки проволоки в настоящее время готовятся к широкому внедрению в сталепроволочных цехах Харцызского государственного сталепроволочно-канатного, Магнитогорского калибровочного заводов и на сталепрокатном заводе, г. С.-Петербург.
| название | год | авторы | номер документа |
|---|---|---|---|
| БП-СПОСОБ ОБРАБОТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2063447C1 |
| СПОСОБ ОБРАБОТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2063452C1 |
| СПОСОБ ОБРАБОТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023030C1 |
| СПОСОБ ОБРАБОТКИ ПРОВОЛОКИ | 1992 |
|
RU2016096C1 |
| СПОСОБ ОБРАБОТКИ ВЫСОКОУГЛЕРОДИСТОЙ КАТАНКИ С ПРОКАТНОГО НАГРЕВА | 1992 |
|
RU2044073C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОТЯЖНЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1997 |
|
RU2116360C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМАТУРНОЙ ПРОВОЛОКИ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 2012 |
|
RU2496888C1 |
| СПОСОБ БЕЗОКИСЛИТЕЛЬНОЙ ТЕРМООБРАБОТКИ ДЛИННОМЕРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2187562C2 |
| УЧАСТОК ОХЛАЖДЕНИЯ КАТАНКИ | 1994 |
|
RU2116849C1 |
| Агрегат для отжига изделий в контролируемых атмосферах | 1988 |
|
SU1576824A1 |



Изобретение предназначено преимущественно для патентирования стальной проволоки. Задача - разработка способа и устройства термической обработки проволоки, позволяющих осуществлять эту обработку на экологически чистой основе, без использования свинца, селитры и кислоты, в результате чего повысить экономичность процесса. Способ включает нагрев до температуры выше Ac3, выдержку при этой температуре, интенсивное охлаждение до температуры выше Mн, которое ведут продувкой газом со скоростью 30o-1000oC/с в течение времени τ, определяемого из зависимости τ = (0,8 - 4,5)d•vг10-2, где: d - диаметр проволоки, мм; vг - скорость газового потока, м/с, при этом после интенсивного охлаждения до 500o-620oC производят выдержку при этой температуре и окончательно охлаждают. Устройство содержит нагреватель, напорную камеру с соплом, источник охлаждающей среды и сматывающий механизм, при этом сопло выполнено в виде продольном щели, размещенной вдоль оси технологического процесса. Устройство может быть снабжено камерой охлаждения, камерой термической выдержки, камерой восстановительной выдержки. 2 с. и 19 з.п. ф-лы, 7 табл., 14 ил.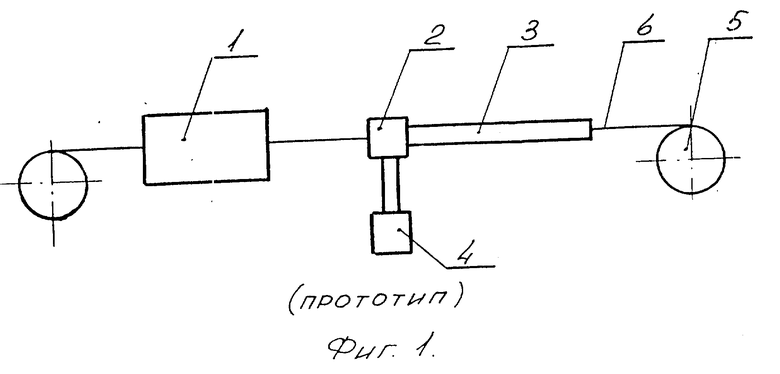
τ = (0,8 - 4,5)•d•Vг•10-2,
где τ - время охлаждения, с;
d диаметр проволоки, мм;
Vг скорость газового потока, м/с.
6. Способ по любому из пп.1 6, отличающийся тем, что выдержку после интенсивного охлаждения проводят в течение 1,5 7,0 с.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Замена патентирования стальной проволоки в расплаве свинца закалкой ее в горячей воде и отпуском | |||
| Черметинформация | |||
| Серия "Обработка металлов давлением, металловедение и термическая обработка, порошковая металлургия" | |||
| Экспресс-информация | |||
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Юхвец И.М | |||
| Волочильное производство | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Пробочный кран | 1925 |
|
SU1960A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Недовизий И.Н., Петрухин С.И | |||
| и Комаров А.Г | |||
| Совмещение процессов производства проволоки | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Узлов И.Г., Савенков В.Я., Поляков С.Н | |||
| Термическая обработка проката | |||
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
