Изобретение относится к области черной металлургии или точнее к производству электротехнической стали (ЭАС) с ориентированной зеренной структурой.
По условиям ее эксплуатации к этой стали предъявляются следующие основные требования: легкость намагничивания и перемагничивания (т.е. высокие значения магнитной проницаемости); высокие значения магнитной индукции; минимальные потери при перемагничивании. Выполнение первых двух требований определяет размеры и вес электрических обмоток и магнитных сердечников трансформаторов. Минимальные потери на перемагничивание определяют КПД трансформаторов и их рабочую температуру.
Вышеуказанные требования выполняются только при условии формирования в стали совершенной текстуры {110}<001> (ребровая текстура), которая реализуется в ходе вторичной рекристаллизации на завершающих этапах термообработки.
Основными условиями развития процесса текстурообразования и вторичной рекристаллизации являются:
- стабилизация структуры дисперсными включениями второй фазы (сульфиды марганца или нитриды алюминия);
- наличие в текстуре матрицы малого числа совершенных зерен с ориентировкой {110}<001>, являющихся центрами вторичной рекристаллизации и выраженной октаэдрической компоненты {111}<112>, легко поглощаемой ребровыми зернами.
Выполнение первого условия (стабилизация структуры) достигается либо за счет формирования включений при горячей прокатке (ГП) (например, сульфидный вариант), либо при термообработке (нитридный вариант), либо и при горячей прокатке и при термообработке (сульфонитридный вариант).
Второе условие (формирование оптимальной текстуры матрицы) реализуется либо в результате наследования острой ребровой компоненты из подповерхностных слоев горячекатаных полос (технологическая схема производства стали, включающая две холодные прокатки с рекристаллизационным отжигом между ними), либо за счет прокатки с большой степенью деформации (схема с однократной прокаткой). Первая технологическая схема применяется для производства стали по сульфидному варианту, а вторая по сульфонитридному.
Исключение представляет технология производства стали, предусматривающая формирование необходимого текстурного контраста в процессе медленного нагрева в интервале температур возврата и первичной рекристаллизации. Эта технология применительна исключительно к нитридному способу ингибирования структуры.
Сульфидный вариант известен с конца 40-х годов и в настоящее время является самым распространенным. Основными технологическими операциями при производстве стали по сульфидному варианту являются высокотемпературный нагрев, горячая прокатка (ГП), две холодные прокатки, разделенные рекристаллизационным отжигом, обезуглероживающий отжиг и высокотемпературный отжиг (ВТО) (см. Молотилов Б.В. и др.. "Сера в электротехнических сталях", 1976, с. 176) [1]. Готовая сталь имеет магнитную индукцию в поле 800 А/м - 1,81... 1,84 Тл. Принципиально важным при горячей прокатке стали является формирование в подповерхностном слое области вытянутых полигонизованных кристаллитов с ярко выраженной текстурой деформации - {110}<001>. Наличие данного слоя обеспечивает возможность получить в структуре стали перед высокотемпературным отжигом достаточно большое количество зерен с совершенной ориентировкой {110}<001>, часть из которых будет являться зародышами вторичной рекристаллизации.
Сталь нитридного варианта имеет повышенное содержание углерода, азота и меди. Основные операции после горячей прокатки - первая холодная прокатка, обезуглероживающий отжиг, вторая холодная прокатка и высокотемпературный отжиг. Магнитная индукция в поле 800 А/м -1,85-1,90 Тл (см. журнал Сталь 10, 1994, с. 35-37) [2].
Существенным отличием стали нитридного варианта от сульфидного является более низкий нагрев металла перед горячей прокаткой (~ 1250oС, против 1400oС). Следствием этого, а также более высокого содержания углерода в стали является формирование при горячей прокатке в подповерхностном слое текстуры рекристаллизации {110}<uvw>, в которой совершенная компонента {110} <001> очень слабо выражена. По этой причине принципиально важным оказывается проводить нагрев на первичную рекристаллизацию после второй холодной прокатки с замедленной скоростью. Низкотемпературная растянутая во времени первичная рекристаллизация в присутствии сегрегации примесей и/или дисперсных частиц является своеобразным "фильтром" для зарождения и роста в деформированном металле зерен с ориентировкой {110}<uvw>, позволяющая формироваться преимущественно кристаллитам с текстурой {110}<001>. Также следует отметить, что подобная обработка возможна только для стали с более устойчивой ингибиторной фазой, которой является AIN.
Стать сульфо-нитридного варианта (см. Fiedler H.C. A New High Jnduetion Grain Oriented 3% Silicon Jron // JEEE Trans. on Magnetics, 1977, v. 13. 5 Р. 1433-1436) [3] имеет повышенное содержание (по сравнению с сульфидным) углерода и алюминия. Основные операции после горячей прокатки - нормализация, однократная холодная прокатка, обезуглероживающий отжиг и высокотемпературный отжиг. Магнитная индукция в поле 800 А/м - 1,89...1,94 Тл - является самой высокой для готовой стали, что обеспечивается за счет формирования сверхплотной дисперсной ингибиторной фазы в процессе термообработок (а не при горячей прокатке) и мощного силового воздействия на текстуру стали, каковой является однократная прокатка. Принципиально важным в данной технологии является наличие после ГП высокотемпературного нормализующего отжига (1120...1150oС) с жестко регламентированным законом охлаждения. Следует отметить, что производство стали по данному технологическому регламенту не всегда возможно в связи с отсутствием необходимого состава оборудования.
К существенным недостаткам сульфидной и сульфонитридной технологий производства электротехнической анизотропной стали следует отнести, во-первых, наличие высокотемпературного нагрева слябов перед горячей прокаткой, являющегося сверхэнергоемкой операцией, требующей специального оборудования и, во-вторых, для стали с двойным ингибированием проведение после горячей прокатки дорогостоящего нормализующего отжига, также требующего дополнительного агрегата. Таким образом наименее затратной, не требующей дополнительного оборудования является нитридная технология производства электротехнической анизотропной стали. Однако магнитные свойства металла, произведенного по нитридной технологии, несколько уступают стали с исходным двойным ингибированием.
Наиболее близким аналогом к предложенному является известный способ производства холоднокатаной электротехнической анизотропной стали, включающий выплавку стали, разливку, горячую прокатку, удаление окалины, две холодные прокатки с промежуточным обезуглероживающим отжигом, высокотемпературный и выпрямляющий отжиг (см. RU 2017837 С1, МПК 7 С 21 D 8/12, 15.08.1994) [4].
Техническим результатом изобретения является улучшение магнитных свойств стали с нитридным ингибированием до максимально высокого уровня, что обеспечивает возможность ее использования как в распределительном, так и в силовом трансформаторостроении.
Для достижения указанного технического результата в известном способе производства холоднокатаной электротехнической анизотропной стали, включающем выплавку стали, разливку, горячую прокатку, удаление окалины, две холодные прокатки с промежуточным обезуглероживающим отжигом, высокотемпературный и выпрямляющий отжиг, выплавляют сталь, содержащую, мас.%:
Углерод - 0,021-0,055
Кремний - 2,8-3,6
Марганец - 0,1-0,3
Медь - 0,4-0,6
Алюминий кислоторастворимый - 0,011-0,018
Азот - 0,007-0,012
Железо и неизбежные
примеси - Остальное
а температуру конца горячей прокатки (Ткгп) выбирают, исходя из следующего выражения:
Ткгп={970-([%С]-0,018)•3000+([%Si]-2,8)(60}±20, oС,
где [%С] и [%Si] - концентрации углерода и кремния в стали, мас.%.
В основу изобретения положены следующие закономерности.
В процессе горячей прокатки закладываются основные структурные параметры, влияющие на процессы текстурообразования и в итоге на магнитные свойства готовой электротехнической стали. Влияние на структуро- и текстурообразование проявляется в наследовании исходной структуры горячекатаного подката по технологическим переделам сквозного цикла производства анизотропных сталей. Для того чтобы в процессе вторичной рекристаллизации в ЭАС сформировалась острая ребровая текстура, обеспечивающая высокие магнитные свойства, необходимым условием является наличие в структуре горячекатаной стали в подповерхностном слое (1/10-1/4 толщины) кристаллитов с ориентировкой {110} <001>. Причем чем острее данная ориентировка после ГП, тем совершеннее текстура в готовой стали.
Формирование особенностей структуры подката ЭАС происходит на стадии чистовой прокатки, где основную роль играют температурно-деформационные режимы обработки. Формирующаяся в процессе ГП текстурная неоднородность обусловлена различиями в траектории течения металла в поверхностных и центральных слоях при его прохождении через очаг деформации. Наиболее совершенной текстурой деформации {110}<001> - в поверхностном слое, {100}<011> - в центральной области обладают деформированные, но не рекристаллизованные зерна [5] . Процессы рекристаллизации, протекающие при ГП, способствуют рассеянию текстуры деформации. Чем выше степень рекристаллизации структуры, тем слабее в ней оказываются выражены деформационные ориентировки, и, соответственно, более рассеянной становится текстура подповерхностного слоя - { 110}<001>[6, 7].
В зависимости от соотношения феррито- и аустенитообразующих элементов в стали (главным образом кремния и углерода) степень совершенства текстуры подповерхностного слоя может варьироваться в достаточно широких пределах. Повышение содержания углерода в ЭАС приводит к образованию большого количества аустенита (с последующим его распадом) в процессе ГП, следствием чего является развитие процесса рекристаллизации, интенсифицированной фазовой перекристаллизацией (фазовым наклепом). Процесс рекристаллизации приводит к замене текстуры деформации (в подповерхностных слоях совершенная текстура { 110} <001>) на ориентировки {110}<112>...<113>.
В случае если ЭАС содержит после выплавки сравнительно малое количество углерода (С<0,025 мас. %, при Si>3,0 мас.%) в структуре стали при ГП практически отсутствует аустенит. Это также приводит при ГП к развитию процесса рекристаллизации, который характеризуется малым числом зародышей новых зерен, но при этом высокой подвижностью их границ. Следствием этого является получение в подповерхностном слое рекристаллизованной структуры с относительно крупным зерном, характеризующимся низким совершенством ребровой текстуры [6] . Кроме того, полное отсутствие аустенитной фазы в процессе ГП ЭАС отрицательно сказывается на формировании мелкодисперсной ингибиторной фазы, что связано с ранним выделением нитридов алюминия из твердого раствора (феррита) и, соответственно, их огрубления уже на последних стадиях высокотемпературной деформации. Получение устойчивой вторичной рекристаллизации (и соответствующего уровня магнитных свойств) в таком металле становится проблематичным.
Из всех перечисленных закономерностей следует существование оптимального химического состава стали и параметров ГП, т.е. оптимального соотношения концентраций аустенито- и ферритообразующих элементов в металле (главным образом углерода и кремния) в сочетании с температурным интервалом ГП, обеспечивающих стабильно максимальный уровень магнитных свойств после завершения обработки ЭАС. Данный оптимум химического состава ЭАС нитридного варианта ингибирования был определен на основе статистического анализа магнитных свойств нескольких сот плавок стали, выплавленных на Магнитогорском и Ново-Липецком металлургических комбинатах и прошедших обработку на Верх-Исетском металлургическом заводе. Было показано, что рулоны стали, химический состав которых находился в следующих пределах: 2,8...3,4 мас.% кремния, 0,01...0,055 мас.% углерода, 0,1...0,3 мас.% марганца, 0,4...0,6 мас.% меди, 0,011. . . 0,018 мас. % кислотно-растворимого алюминия, 0.007...0.012 мас.% азота, стабильно имели после окончательной обработки повышенное значение магнитных свойств, соответствующее характеристикам высокопроницаемой стали класса HI-B, если соотношение концентраций углерода и кремния в стали удовлетворяло следующему выражению:
0.025≤([%С]-0,018)/([%Si]-2,8)<0,035, (1)
где [%С] и [%Si] - соответственно концентрации углерода и кремния в стали, маc. %.
Однако получение стабильной концентрации углерода при выплавке стали в столь узких пределах является достаточно сложной проблемой. По этой причине настоящее изобретение предусматривает выбор альтернативных средств, позволяющих стабильно получать ЭАС с достаточно высокими магнитными свойствами при значительно большей вариации углерода в стали.
С целью получения более совершенной текстуры подповерхностного слоя при высокотемпературной деформации стали необходимо заканчивать ГП при как можно более низких температурах. В этом случае прокатка будет происходить в температурном интервале, когда сталь находится преимущественно в однофазном (ферритном) состоянии, т. е. фазовая перекристаллизация не будет оказывать существенного влияния на процесс формирования текстуры. Как следствие этого в подповерхностном слое будет сохраняться текстура деформации - совершенная ориентировка {110}<001>. Причем чем выше в стали содержание углерода и ниже содержание кремния, тем шире температурная область существования аустенита, и, соответственно, при более низкой температуре необходимо вести окончание ГП (чистовую прокатку) для формирования текстуры достаточной степени совершенства в подповерхностном слое. Следует отметить, что уменьшение температуры конца ГП для металла с химическим составом, близким к оптимальному, не просто нецелесообразно, но вредно, поскольку оно ведет к раннему выпадению и огрублению AIN из твердого раствора и, соответственно, снижению эффективности ингибиторной фазы. Причем чем выше в стали концентрация углерода (т.е. чем больше в ней при ГП аустенита), тем ниже оказывается температурный интервал выделения мелкодисперсной фазы, и, соответственно, слабее эффект ослабления ингибирующей способности нитридов алюминия.
Описанные качественные закономерности положены в основу главного из приемов настоящего изобретения. Количественные закономерности установлены экспериментально на представительной партии. Анализ корреляции между магнитными свойствами готовой ЭАС, содержанием углерода и кремния в стали после выплавки и температурой конца прокатки (Ткгп) позволил получить эмпирическую формулу для выбора оптимальной Ткгп (в градусах Цельсия) в зависимости от концентраций углерода [%С] и кремния [%Si] (в мас. %):
Ткгп={970-([%С]-0,018)(3000+([%Si]-2,8)•60)±20. (2)
Сущность изобретения иллюстрируется нижеприведенными примерами.
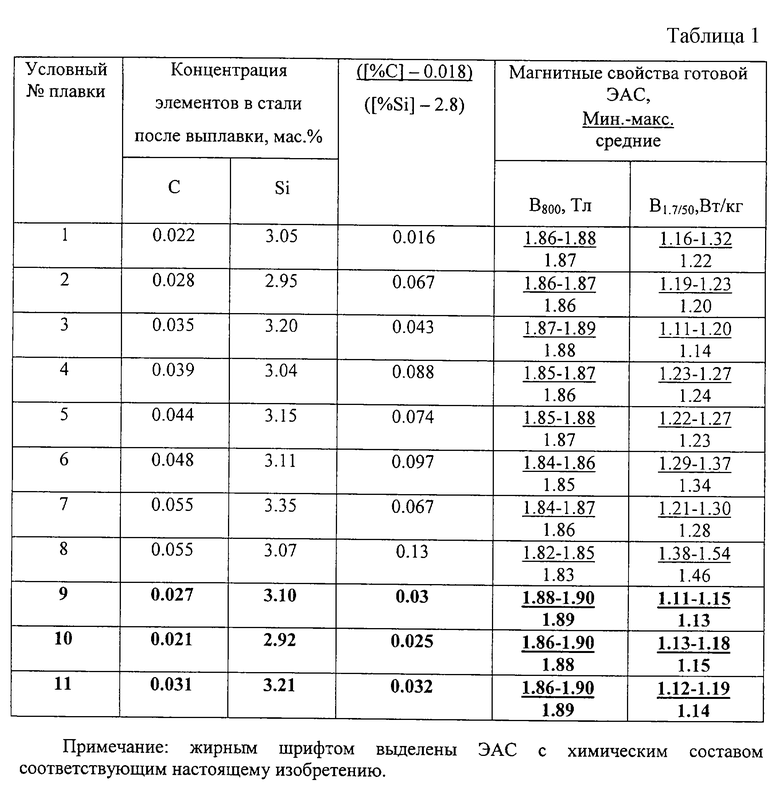
Пример 1. Серию плавок электротехнической стали (химический состав, мас. %: Si - 2,92-3,5; Mn - 0,15-0,22; С - 0,021-0,055; кислоторастворимый Аl - 0,013-0,015; N - 0,009-0,011; Сu - 0,45-0,51; остальное железо и неизбежные примеси) для исследований выплавляли в 350-тонных конверторах, разливали на МНЛЗ в слябы сечением 250х1080 мм, большую часть слябов от данной серии прокатывали на широкополосном стане горячей прокатки. Температура конца горячей прокатки составляла 930...970oС. Горячекатаные рулоны обрабатывали по схеме: удаление окалины, первая холодная прокатка на толщину 0,65 мм, обезуглероживающий отжиг, вторая холодная прокатка на толщину 0,30 мм, нанесение покрытия из окиси магния, высокотемпературный и выпрямляющий отжиги. После завершающей обработки производили измерения магнитных свойств полученной стали. Исходные концентрации углерода и кремния в стали, их отношение в соответствие с формулой, а также результаты измерений магнитных свойств готовой стали приведены в таблице 1.
Как показывают приведенные результаты, наилучшие магнитные свойства имеют стали 9...11 с оптимальным соотношением аустенито- и ферритообразующих элементов. Более того, следует отметить, что чем ближе величина ([%С] - 0,018) / ([%Si] - 2,8) к оптимальной, тем лучше магнитные свойства готовой ЭАС.
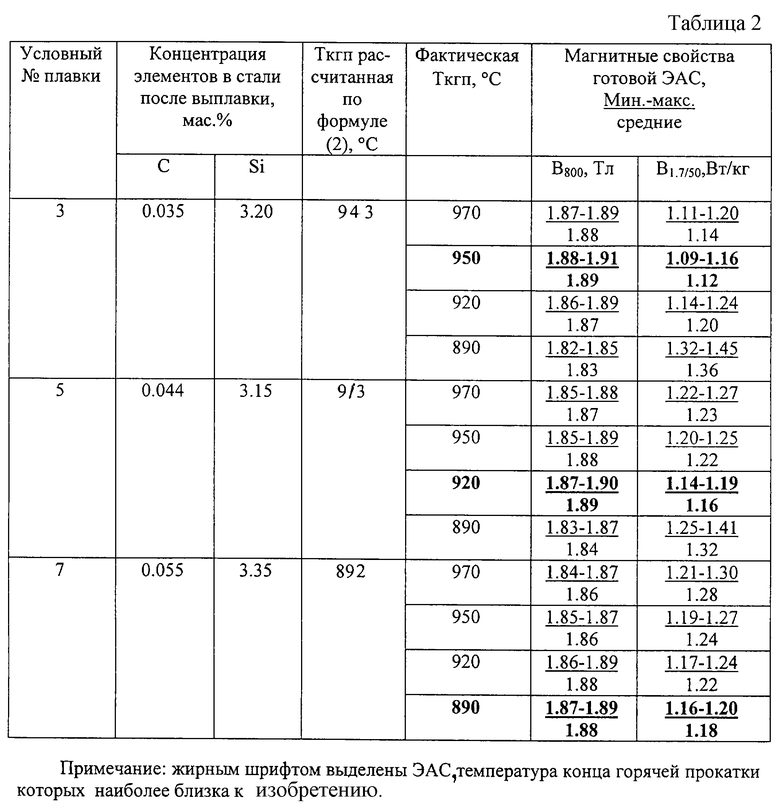
Пример 2. Часть слябов плавок 3, 5, 7 из примера 1 подвергали горячей прокатке с различной температурой ее окончания. Дальнейшая обработка металла происходила аналогично описанной в примере 1. Температуры конца горячей прокатки (фактические и рассчитанные по формуле (2)), а также результаты измерений магнитных свойств готовой стали приведены в таблице 2.
Как показывают приведенные результаты, наилучшие магнитные свойства имеют полосы готовой ЭАС, горячая прокатка которых осуществлялась в соответствии с изобретением.
Источники информации
1. Сера в электротехнических сталях/ Молотилов Б.В., Петров А.К., Боревский В.М. и др.// М.: Металлургия, 1973. 176 с.
2. Франценюк И. В., Казаджан В.Б., Барятинский В.П. Достижения в улучшении качества электротехнических сталей на НЛМК // Сталь. 1994. 10. С.35... 37.
3. Fiedler H.C. A New High Induction Grain Oriented 3% Silicon Iron // IEEE Trans. on Magnetics. 1977. V.13. 5. P.1433...1436.
4. Патент Российской Федерации 2017837. Опубликован 15.08.94 (Заявка 5013424/02 от 29.11.91). Заверюха А.А., Шаршаков И.М., Калинин В.Н. и др. Способ производства анизотропной электротехнической стали.
5. Пащенко С.В., Гольдштейн В.Я., Серый А.В., Гражданкин С.Н. Текстурообразование при горячей прокатке кремнистого сплава // ФММ. 1984. Т.58. Вып. 1. С.63...68.
6. Влияние фазовой перекристаллизации на структуру подката электротехнической анизотропной стали/ Лобанов М.Л., Шабанов В.А., Цырлин М.Б., Минеев Ф.В.// Сталь. 2000 г. 2. С. 59...63.
7. Влияние температуры горячей прокатки на структуру и свойства электротехнической анизотропной стали /Лобанов М.Л., Шабанов В.А., Цырлин М.Б., Первушина О.В.// Сталь. 2001. 7. С.65...67.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2002 |
|
RU2216601C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2175985C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2142020C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОНИЦАЕМОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2017 |
|
RU2637848C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 2019 |
|
RU2701606C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1994 |
|
RU2082771C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2009 |
|
RU2403293C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ С ПОВЫШЕННОЙ ПРОНИЦАЕМОСТЬЮ | 2006 |
|
RU2348705C2 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2150518C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКИМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2009 |
|
RU2407809C1 |
Изобретение относится к черной металлургии и может быть использовано при производстве текстурованных электротехнических сталей. Сущность изобретения состоит в оптимизации химического состава электротехнической анизотропной стали и в настройке технологии ее передела в зависимости от содержания аустенито- и ферритообразующих элементов в металле после выплавки. Изобретение предусматривает изменение температуры конца горячей прокатки при изменении соотношения концентраций аустенито- и ферритообразующих элементов в стали. Изобретение обеспечивает стабильное производство стали с достаточно высоким уровнем магнитных свойств. 2 табл.
Способ производства холоднокатаной электротехнической анизотропной стали, включающий выплавку стали, разливку, горячую прокатку, удаление окалины, две холодные прокатки с промежуточным обезуглероживающим отжигом, высокотемпературный и выпрямляющий отжиг, отличающийся тем, что выплавляют сталь, содержащую, мас.%:
Углерод - 0,021-0,055
Кремний - 2,8-3,6
Марганец - 0,1-0,3
Медь - 0,4-0,6
Алюминий кислотно-растворимый - 0,011-0,018
Азот - 0,007-0,012
Железо и неизбежные примеси - Остальное
а температуру конца горячей прокатки Ткгп выбирают, исходя из следующего выражения:
Ткгп={970-([%С]- 0,018)•3000+([%Si]-2,8)•60}±20, oС,
где [%С] и [%Si] - соответственно концентрации углерода и кремния в стали, мас.%.
| СПОСОБ ПРОИЗВОДСТВА ТРАНСФОРМАТОРНОЙ СТАЛИ | 1991 |
|
RU2017837C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2142020C1 |
| АНИЗОТРОПНАЯ ЭЛЕКТРОТЕХНИЧЕСКАЯ СТАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2001 |
|
RU2181786C1 |
