Изобретение относится к области черной металлургии, конкретно к производству трансформаторной стали с ориентированной структурой.
К этой стали предъявляются следующие основные требования: высокая магнитная проницаемость, минимальные потери при перемагничивании, высокая магнитная индукция. Эти требования выполняются только при условии формирования в стали совершенной текстуры {110}<001> (ребровая текстура), которая реализуется в ходе вторичной рекристаллизации на завершающих этапах термообработки.
Основными условиями развития процесса текстурообразования и вторичной рекристаллизации являются:
- стабилизация структуры дисперсными включениями второй фазы (сульфиды марганца или нитриды алюминия);
- наличие в текстуре матрицы достаточно совершенных зерен {110}<001>, являющихся центрами вторичной рекристаллизации и выраженной октаэдрической компоненты {111}<112>, легко поглощаемой ребровыми зернами.
Заметим, что по мере изменения текстурной ситуации изменяются и требования к второй фазе. В частности, при уменьшении отношения {110}<001>/{111} <112> стабилизирующая функция второй фазы должна усиливаться.
Выполнение первого условия (стабилизация структуры) достигается либо за счет формирования включений при горячей прокатке (например, сульфидный вариант), либо при термообработке (нитридный вариант), либо и при горячей прокатке и при термообработке (сульфонитридный вариант).
Второе условие (формирование оптимальной текстуры матрицы) реализуется либо в результате наследования острой ребровой компоненты из подповерхностных слоев горячекатаных полос [1] (схема с двухкратной деформацией и рекристаллизационным отжигом между стадиями холодной прокатки), либо за счет прокатки с большой степенью деформации (схема с однократной прокаткой) [2].
Исключение представляет схема передела, предусматривающая резкое усиление текстуры {111}<112> в процессе медленного нагрева в интервале температур возврата и первичной рекристаллизации [3]. Эта технология применительна исключительно к нитридному способу ингибирования структуры.
Каждая из схем передела имеет присущие ей достоинства и недостатки, что учтено в структуре мирового производства стали.
Так технология, основанная на сульфонитридном ингибировании, обеспечивающая получение стали с острой реброй текстурой и максимальной проницаемостью в направлении деформации, используется для изготовления силовых трансформаторов. Для изготовления распределительных и бытовых трансформаторов используется сталь с сульфидным ингибированием структуры и, обработанная по схеме с двукратной прокаткой, как наиболее стабильная и малозатратная. Технология, предусматривающая нитридное ингибирование структуры и медленный нагрева на стадии разупрочнения, как и сталь с сульфидным ингибированием, применяется в распределительном и меньше в силовом трансформаторостроении.
Основной целью предлагаемого изобретения является улучшение магнитных свойств стали с нитридным ингибированием до уровня высокопроницаемой стали, что обеспечивает возможность ее использования как в распределительном, так и в силовом трансформаторостроении.
Поставленная цель достигается сочетанием элементов технологии сульфидного и ниридного способов ингибирования структуры. От сульфидного варианта заимствуется элемент технологии, способствующий формированию слоя ребровых зерен в подповерхностном слое горячекатаных полос и, следовательно, совершенствованию текстуры зерен {110}<001> - зародышей вторичной рекристаллизации. От нитридного варианта заимствуется усиление октаэдрической компоненты текстуры матрицы и, следовательно, создаются условия для облегченного роста наиболее совершенных ребровых зерен при вторичной рекристаллизации.
В качестве ближайшего аналога (прототипа) предлагаемого изобретения выбран патент [4], который регламентирует параметры окончательной (чистовой) горячей прокатки (ГП) электротехнической анизотропной стали нитридного варианта ингибирования с целью получения готовой продукции с высоким уровнем магнитных свойств. К существенному недостатку прототипа следует отнести отсутствие какой-либо связи параметров ГП с возможными вариациями химического состава ЭАС. Последнее не позволяет реализовать изготовление тонколистовой стали с максимально возможными магнитными свойствами, потенциально заложенными процессом ГП.
Техническим результатом настоящего изобретения является выбор параметров технологических операций в зависимости от химического состава выплавленной стали, при которых гарантируется стабильное производство ЭАС с достаточно высоким уровнем магнитных свойств.
В основу изобретения положены следующие закономерности:
1. В процессе горячей прокатки закладываются основные структурные параметры, влияющие на процессы текстурообразования и в итоге на магнитные свойства готовой электротехнической стали. Влияние на структуро- и текстурообразование проявляется в наследовании исходной структуры горячекатаного подката по технологическим переделам сквозного цикла производства анизотропных сталей. Для того чтобы в процессе вторичной рекристаллизации в ЭАС сформировалась острая ребровая текстура, обеспечивающая высокие магнитные свойства, необходимым условием является наличие в структуре горячекатаной стали в подповерхностном слое (1/10-1/4 толщины) кристаллитов с ориентировкой {110} <001>. Причем чем острее данная ориентировка после ГП, тем совершеннее текстура в готовой стали.
2. Формирование особенностей структуры подката ЭАС происходит на стадии чистовой прокатки, где основную роль играют температурно-деформационные режимы обработки, формирующаяся в процессе ГП текстурная неоднородность обусловлена различиями в траектории течения металла в поверхностных и центральных слоях при его прохождении через очаг деформации. Наиболее совершенной текстурой деформации ({110}<001> - в поверхностном слое, {100}<001> - в центральной области) обладают деформированные, но не рекристаллизованные зерна. Процессы рекристаллизации, протекающие при ГП, способствуют рассеянию текстуры деформации. Чем выше степень рекристаллизации структуры, тем слабее в ней оказываются выражены деформационные ориентировки, и, соответственно, более рассеянной становится текстура подповерхностного слоя - {110}<001>.
3. В зависимости от соотношения феррито- и аустенитообразующих элементов в стали (главным образом кремния и углерода) степень совершенства текстуры подповерхностного слоя может варьироватьс в достаточно широких пределах. Повышение содержания углерода в ЭАС приводит к образованию большого количества аустенита (с последующим его распадом) в процессе ГП, следствием чего является развитие процесса рекристализации, интенсфицированной фазовой перекристаллизацией (фазовым наклепом). Процесс рекристаллизации приводит к замене текстуры деформации (в подповерхностных слоях совершенная текстура { 110}<001>) на ориентировки {110}<112>...<113>.
4. В случае, если ЭАС содержит после выплавки сравнительно малое количество углерода (< 0.025 мас.%, при Si > 3.0 мас.%), в структуре стали при ГП практически отсутствует аустенит. Это также приводит при ГП к развитию процесса рекристаллизации, которой характеризуется малым числом зародышей новых зерен, но при этом высокой подвижностью их границ. Следствием этого является получение в подповерхностном слое рекристаллизованной структуры с относительно крупным зерном, характеризующимся низким совершенством ребровой текстуры.
Кроме того, полное отсутствие аустенитной фазы в процессе ГП ЭАС отрицательно сказывается на формировании мелкодисперсной ингибиторной фазы, что связано с ранним выделением нитридов алюминия из твердого раствора (феррита) и соответственно их огрубления уже на последних стадиях высокотемпературной деформации. Получение устойчивой вторичной рекристаллизации (и соответствующего уровня магнитных свойств) в таком металле становится проблематичным.
Из всех перечисленных закономерностей следует существование оптимального химического состава стали, обеспечивающего стабильно максимальный уровень магнитных свойств после завершения обработки ЭАС. Данный оптимум химического состава ЭАС нитридного варианта ингибирования был определен на основе статистического анализа магнитных свойств нескольких сот плавок стали, выплавленных на Магнитогорском и Ново-Липецком металлургических комбинатах и прошедших обработку на Верх-Исетском металлургическом заводе. Было показано, что сталь, содержащая 3.0...3.4 мас.% кремния, 0.025..0.035 мас.% углерода, 0.1. . . 0.3 мас.% марганца, 0.4...0.6 мас.% меди, 0.0011...0.017 мас.% алюминия, 0.007...0.012 мас.% азота. На установке непрерывной разливки получают слябы, затем следуют нагрев сляба, первая прокатка за несколько проходов в черновой клети до промежуточной толщины, вторая горячая прокатка за три прохода в чистовой реверсивной клети, травление, обезуглероживающий отжиг, вторая холодная прокатка, высокотемпературный отжиг и выпрямляющий отжиг. Сталь стабильно имеет после окончательной обработки повышенное значение магнитных свойств, соответствующее характеристикам высокопроницаемой стали класса Н1-В, в случае, если температура конца горячей прокатки была не меньше 970oC, а величина деформации при второй холодной прокатки стали составляла 45...50%.
Однако получение стабильной концентрации углерода при выплавке стали в столь узких пределах является достаточно сложной проблемой. По этой причине настоящее изобретение предусматривает выбор альтернативных средств, позволяющих стабильно получать ЭАС с достаточно высокими магнитными свойствами при значительно большей вариации углерода в стали.
С целью получения более совершенной текстуры подповерхностного слоя при высокотемпературной деформации стали необходимо заканчивать ГП при как можно более низких температурах. В этом случае прокатка будет происходить в температурном интервале, когда сталь находится преимущественно в однофазном (ферритном) состоянии, т. е. фазовая перекристаллизация не будет оказывать существенного влияния на процесс формирования текстуры. Как следствие этого в подпверхностном слое будет сохраняться текстура деформации - совершенная ориентировка { 110}<001>. Причем, чем выше в стали содержание углерода, тем шире температурная область существования аустенита и соответственно тем при более низкой температуре необходимо вести окончание ГП (чистовую прокатку) для формирования текстуры достаточной степени совершенства в подповерхностном слое. Следует отметить, что уменьшение температуры конца ГП для металла с химическим составом, близким к оптимальному, не просто нецелесообразно, но вредно, поскольку оно ведет к раннему выпадению и огрублению A1N из твердого раствора и соответственно снижению эффективности ингибиторной фазы. Причем чем выше в стали концентрация углерода (т.е. чем больше в ней при ГП аустенита), тем ниже оказывается температурный интервал выделения мелкодисперсной фазы и соответственно слабее эффект ослабления ингибирующей способности нитридов алюминия.
Описанные качественные закономерности положены в основу одного из приемов настоящего изобретения. Количественные закономерности установлены экспериментально на представительной партии. Анализ корреляции между магнитными свойствами готовой ЭАС, содержанием углерода в стали после выплавки и температурой конца прокатки (Tкгп) позволил получить эмпирическую формулу для выбора оптимальной Tкгп в зависимости от концентрации углерода (%С):
Tкгр = 970 - (%C - 0,035) • 3000, (1)
где Tкгр - температура конца горячей прокатки в градусах Цельсия;
%C - концентрация углерода в стали в мас.%.
Известно также, что существенное улучшение магнитных свойств готовой ЭАС может быть достигнуто за счет увеличения величины обжатий при последней (чаще всего второй) холодной прокатке при производстве стали. В этом случае в структуре металла при первичной рекристаллизации, предшествующей аномальному росту зерен, формируются кристаллы (зародыши вторичной рекристаллизации) с минимальными отклонениями от ребровой ориентировки. Однако данным приемом улучшения магнитных свойств следует пользоваться осторожно, поскольку повышение величины деформации неизбежно приводит к диспергированию структуры первичной рекристаллизации и соответственно требует повышенной плотности и дисперсности ингибиторной фазы для реализации процесса аномального роста зерна. Сталь нитридного варианта ингибирования с повышенным относительно оптимального содержанием углерода обладает фазой с высокой ингибирующей способностью, поскольку последняя формируется при достаточно низких температурах. Это позволяет успешно использовать повышение величины деформации при второй холодной прокатке для улучшения магнитных свойств ЭАС. Описанные качественные закономерности легли в основу экспериментально полученного соотношения между величиной деформации при второй холодной прокатке и концентрацией углерода в стали, учет которого позволяет гарантировать стабильное производство ЭАС с высокими магнитными свойствами из подката с исходно повышенной (относительно оптимального) концентрацией углерода:
E = 50+(%C - 0,035) • 400, (2)
где E величина деформации при второй холодной прокатке в %;
%C - концентрация углерода в стали в мас.%
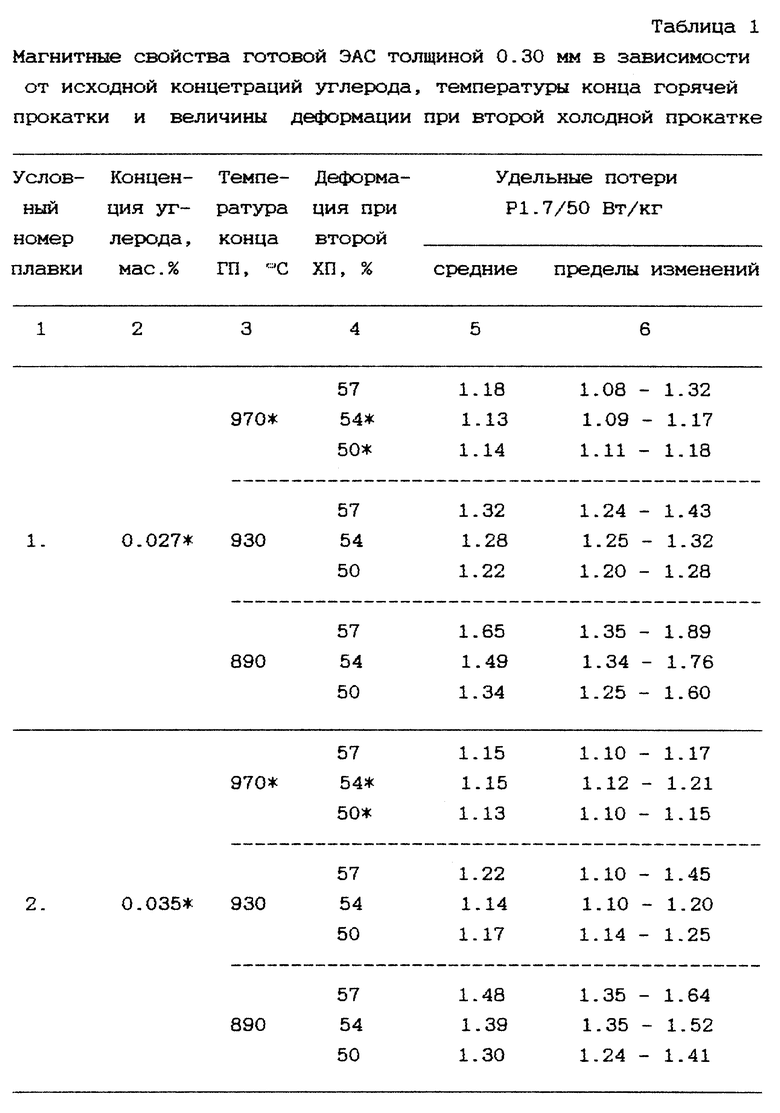
Для иллюстрации сущности изобретения в таблице приведены магнитные свойства (минимальные, максимальные и средние) стали толщиной 0,30 мм, изготовленной в соответствии с приемами, изложенными в настоящем изобретении, а также стали, изготовленной по обычной технологии производства ЭАС нитридного варианта ингибирования.
Литература
1. Цырлина М. Б. Автореферат докторской диссертации "Принципы и методы модифицирования и управления структурой электротехнической стали". Москва 1987 г.
2. Тагучи С. Нихов киндзоку Кайхо, 1974, т. 3, с. 49.
3. Цырлин М. Б., Суханов Г.П. Авторское свидетельство N 835151 "Способ изготовления текстурованной электротехнической стали". Приоритет от 24.08.81 г.
4. Патент Российской Федерации 2017837. Опубликован 15.08.94 (Заявка 5013424/02 от 29.11.91). Заверюха А.А., Шаршаков И.М., Калинин В.Н. и др. Способ производства анизотропной электротехнической стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2175985C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2002 |
|
RU2199595C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180356C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОНИЦАЕМОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2516323C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ ТЕКСТУРОВАННОЙ СТАЛИ С ОГРАНИЧЕННОЙ АНИЗОТРОПИЕЙ, ПОЛОСА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ, И ИЗДЕЛИЕ ИЗ НЕЕ | 2001 |
|
RU2180924C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ С ПОВЫШЕННОЙ ПРОНИЦАЕМОСТЬЮ | 2006 |
|
RU2348705C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2002 |
|
RU2216601C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 1999 |
|
RU2142019C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2182181C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 2019 |
|
RU2701606C1 |

Изобретение относится к черной металлургии и может быть использовано при производстве текстурированных электротехнических сталей. Техническим результатом является улучшение магнитных свойств стали с нитридным ингибированием до уровня высокопроницаемой стали. Сущность изобретения состоит в оптимизации химического состава электротехнической анизатропной стали и в настройке технологии ее передела в зависимости от концентрации углерода в металле при выплавке. Изобретение предусматривает изменения температуры конца горячей прокатки и степени деформации при второй холодной прокатке при изменении концентрации углерода в стали. 2 с. и 2 з.п.ф-лы, 1 табл.
Углерод - 0,025-0,060
Кремний - 3,0-3,4
Марганец - 0,1-0,3
Медь - 0,4-0,6
Алюминий - 0,011-0,017
Азот - 0,007-0,012
Железо и неизбежные примеси - Остальное
при содержании углерода в стали 0,025-0,035 мас.% температура конца горячей прокатки составляет не менее 970oC.
Е = 50 + (%С - 0,035)•400,
где Е - величина деформации при второй холодной прокатке, %;
%С - концентрация углерода в стали в мас.%.
Углерод - 0,025-0,060
Кремний - 3,0-3,4
Марганец - 0,1-0,3
Медь - 0,4-0,6
Алюминий - 0,011-0,017
Азот - 0,007-0,012
Железо и неизбежные примеси - Остальное
при содержании углерода более 0,035 мас.% температуру конца горячей прокатки выбирают по следующей эмпирической формуле:
Ткгр= 970 - (%С - 0,035)•3000,
где Ткгр - температура конца горячей прокатки, oC;
%С - концентрация углерода в стали, мас.%.
Е = 50 + (%С - 0,035)•400,
где Е - величина деформации при второй холодной прокатке, %;
%С - концентрация углерода в стали, мас.%.
| СПОСОБ ПРОИЗВОДСТВА ТРАНСФОРМАТОРНОЙ СТАЛИ | 1991 |
|
RU2017837C1 |
| Способ производства холоднокатаной анизотропной электротехнической стали | 1985 |
|
SU1275053A1 |
| Способ изготовления анизотропной электротехнической стали | 1990 |
|
SU1813105A3 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1996 |
|
RU2098493C1 |
| СПОСОБ ПРОИЗВОДСТВА КРЕМНИСТОЙ ТЕКСТУРОВАННОЙ СТАЛИ | 1991 |
|
RU2038389C1 |
| DE 3229256 A1, 03.03.83. | |||

