Изобретение относится к черной металлургии и может использоваться при производстве листовой электротехнической анизотропной стали (ЭАС, GO, CGO, RGO, HGO, Hi-B) толщиной 0,18-0,50 мм с текстурой (110)[001] (текстура Госса, ребровая текстура).
Холоднокатаная электротехническая анизотропная сталь является основным магнитомягким материалом, использующимся в современном электромашиностроении для изготовления сердечников различного рода преобразующих электроэнергию устройств [1]. Уникальная крупнозернистая ориентированная структура ЭАС формируется в результате сложного технологического цикла, включающего прокатки и отжиги, одной из завершающих стадий которого является высокотемпературный отжиг, в процессе которого в стали реализуется вторичная рекристаллизация (аномальный рост зерен) с формированием текстуры Госса - (110)[001]. Основные условия реализации аномального роста в металле - предотвращение собирательной рекристаллизации за счет наличия дисперсных частиц второй (ингибиторной) фазы.
В русскоязычной литературе технологию производства ЭАС зачастую называют по типу используемой ингибиторной фазы (сульфидная, сульфо-нитридная, нитридная и т.п.) [2, 3]. В настоящее время ЭАС толщиной 0,18-0,50 мм производится по пяти вариантам технологий [2, 3], основанных на патенте Госса [4]. Основное количество ЭАС в России производится по так называемому нитридно-медному варианту, содержащему в химическом составе 0,4-0,6 мас. % меди [2, 5-7].
Традиционно ЭАС по величине магнитной индукции В800 разделяют на два класса: сталь обычного качества с В800<1.88 Тл (коммерческого класса, CGO, RGO) и высокопроницаемую сталь с В800≥1.88 Тл (HGO, HI-B) [2, 3].
В настоящее время высокопроницаемая сталь производится по двум технологическим вариантам, разработанным компанией «Nippon Steel». Общим условием этих технологий является однократная холодная прокатка с высокой степенью деформации. Различие между вариантами состоит в методах управления ингибиторной фазой. Первая классическая сульфо-нитридная технология [7, 8] предусматривает формирование требуемой ингибиторной фазы (AlN+MnS) при горячей прокатке, а вторая, внедренная в 90-х годах [10-12], основана на введении основного элемента - азота (для формирования ингибиторной фазы AlN) при химико-термической обработке в конечной толщине (азотировании).
Основным недостатком первого направления является необходимость высокотемпературного нагрева слябов (до 1400°С), который может быть реализован только на специальном дорогостоящем оборудовании (печи с жидким шлакоудалением, индукционные нагреватели слябов), отсутствующем на стандартных станах горячей прокатки.
Второе направление, во-первых, существенно ограничивает производительность печей обезуглероживающего отжига и, во-вторых, предусматривает использование экологически неблагоприятной аммиачной атмосферы.
К недостаткам обеих технологий относятся:
- необходимость введения в технологический цикл операции высокотемпературной (до 1150°С) термообработки горячекатаного подката.
Другим способом производства высокопроницаемой анизотропной электротехнической стали, использующим схему с двукратной холодной прокаткой металла, содержащего 0,4-0,6 мас. % меди, и наиболее близким по совокупности существенных признаков к заявляемому объекту (прототипом) является способ производства [13] (Патент РФ 2516323 С1. Способ производства высокопроницаемой анизотропной электротехнической стали / Цырлин М.Б. Заявитель Цырлин М.Б. [Россия]. 2012148275/02. Опубл. 20.05.2014. Приоритет от 14.11.2012).
Способ предполагает выплавку стали, разливку с получением сляба, нагрев сляба, черновую и чистовую горячую прокатку, охлаждение, травление, двукратную холодную прокатку с промежуточным обезуглероживающим отжигом, нанесение на полосу магнезиального покрытия, высокотемпературный и выпрямляющий отжиги, при этом выплавляют сталь при следующем соотношении компонентов, мас. %: С 0,018-0,035, Mn 0,10-0,40, Si 3,00-3,50, Al 0,010-0,035, N2 0,008-0,015, Cu 0,40-0,60, остальное железо и неизбежные примеси, при соотношении между углеродом и кремнием выбранным таким образом, чтобы доля аустенита при чистовой горячей прокатке в интервале температур 1150-1050°С составляла 2-10%, причем перед чистовой горячей прокаткой температуру раската поддерживают в интервале 1180-1280°С и затем осуществляют прокатку с суммарной степенью деформации 80-95% и с температурой конца прокатки 970-1030°С, охлаждение полос после прокатки проводят в течение времени, не превышающего двух секунд, а нагрев при высокотемпературном отжиге в интервале температур 400-700°С ведут со скоростью 20-25°С/час. Разливку в тонкие слябы и прокатку могут производить на литейно-прокатных модулях. При этом перед чистовой прокаткой осуществляют, подогрев раската до 1180-1280°С в пламенных или индукционных печах.
Недостатком прототипа является необходимость поддержания перед чистовой горячей прокаткой температур полосы в интервале 1180-1280°С и температуры конца прокатки 970-1030°С, что требует либо высокотемпературного нагрева слябов (до 1400°С), либо подогрева раската перед чистовой прокаткой. Т.е. производство ЭАС по данному способу также предполагает наличие специального оборудования на станах горячей прокатки: дорогостоящих печей высокотемпературного нагрева (до 1400°С), пламенных или индукционных печей нагрева раската - что существенно ограничивает освоение данной технологии на стандартных станах горячей прокатки.
Дополнительным недостатком прототипа при производстве ЭАС является ограничение производительности печей обезуглероживающего отжига, вызванное обработкой металла в промежуточной толщине 0,50-0,80 мм.
Задачей настоящего изобретения является разработка способа производства листовой ЭАС с высокой проницаемостью по нитридно-медному варианту технологии, лишенного отмеченных выше недостатков. Отличительная черта изобретения - быстрый нагрев полосы в промежуточной толщине перед обезуглероживанием с последующим быстрым охлаждением.
Предлагаемый способ получения ЭАС, содержащей медь, включает:
1. Выплавку металла следующего состава, мас. %: С 0,018-0,035, предпочтительно 0,002-0,03, Mn 0,10-0,40, предпочтительно 0,20-0,35, Si 3,0-3,50, предпочтительно 3,15-3,40, Al 0,010-0,035, предпочтительно 0,010-0,025, N2 0,008-0,015, предпочтительно 0,009-0,013, Cu 0,4-0,6, остальное железо и неизбежные примеси;
2. Непрерывную разливку в слябы, в том числе и тонкие слябы на литейно-прокатных модулях;
3. Горячую прокатку на толщину 1,5-3,5 мм, с завершением деформации при температурах не ниже 900°С и смоткой в рулоны при температуре не выше 580°С;
4. Холодную прокатку на промежуточную толщину 0,50-0,80 мм;
5. Обезуглероживающий отжиг полосы в увлажненной азото-водородной смеси, включающий этап нагрева, в котором полоса в промежуточной толщине быстро нагревается до температур 700-980°С со скоростью нагрева не менее 100°С/сек и этап охлаждения на котором полоса охлаждается до температур 600-850°С со скоростью охлаждения не менее 60°С/сек сразу после достижения максимальной температуры на этапе нагрева. При этом быстрый нагрев и охлаждение входят в фазу нагрева обезуглероживающего отжига и выполняются в безокислительной атмосфере;
6. Холодную прокатку на толщину 0,15-0,50 мм;
7. Нанесение термостойкого покрытия;
8. Высокотемпературный отжиг с ограничением скорости нагрева рулонов в интервале температур 400-700°С до 20-25°С/час;
9. Выпрямляющий отжиг с нанесением электроизоляционного покрытия. Горячая прокатка, холодная прокатка и другие способы в изобретении представляют собой традиционные технические способы в этой области техники.
Сущность предлагаемого технического решения состоит в следующем. Ранее считалось, что высокая степень совершенства и однородность текстуры (110)[001] в ЭАС может быть достигнута либо за счет формирования большого количества высокодисперсной ингибиторной фазы в процессе горячей прокатки и термообработки подката, а также мощного силового воздействия на текстуру стали, каковой является однократная холодная прокатка (степень деформации более 80%, оптимальная - 88%). Либо, при использовании двукратной прокатки, за счет сохранения структуры и текстуры горячекатаного подката, характерных, для деформированного состояния (при минимальном развитии рекристаллизации) за счет параметров горячей прокатки и минимизации объема фазовой перекристаллизации [13]. Проведенные авторами заявки на изобретение исследования показали, что вышеперечисленные подходы являются не обязательными. Высокая проницаемость в ЭАС может быть получена воздействием на структуру и ингибиторную фазу металла, содержащего медь (0,4-0,6%), параметрами нагрева на стадии обезуглероживающего отжига в промежуточной толщине.
Проведение быстрого нагрева полосы в промежуточной толщине в безокислительной атмосфере до температур 700-980°С со скоростью нагрева не менее 100°С/сек с последующим охлаждением нагретой полосы в безокислительной атмосфере до температур 600-850°С со скоростью охлаждения не менее 60°С/сек сразу после достижения максимальной температуры при нагреве, с последующим проведением обезуглероживания в увлажненной азото-водородной смеси, приводит к получению особо низких электромагнитных потерь и высокой степени совершенства и однородности текстуры (110)[001] в готовой ЭАС, содержащей медь 0,40-0,60 мас. %.
Известно, что наличие меди в электротехнической стали приводит к повышению температур начала как первичной, так и вторичной рекристаллизациии [14]. Причем медь при первичной рекристаллизации затрудняет как процесс зародышеобразования, так и непосредственно рост свободных от дислокаций кристаллитов. Результатом этого является обострение октаэдрической компоненты в текстуре первичной рекристаллизации. Повышение температур вторичной рекристаллизации обостряет ребровую ориентировку в готовой стали, т.е. магнитные свойства. При этом влияние меди на структурные преобразования является комплексным. На стадии полигонизации из пересыщенного твердого раствора выделяются метастабильные (существующие только в узких диапазонах температур) дисперсные фазы на основе меди, тормозящие рекристаллизацию. Также наличие меди вызывает формирование атмосфер или когерентных предвыделений меди на дислокациях, которые приводят к изменению фундаментальных характеристик кристаллической структуры (барьер Пайерлса и энергия дефекта упаковки) и, как следствие, к отмеченному выше влиянию на температуры первичной и вторичной рекристаллизации.
Применение заявленного технического решения позволяет:
1. За счет скоростного нагрева полосы в промежуточной толщине до температур 700-980°С:
1.1 повысить температуру начала первичной рекристаллизации, что приводит, с отмеченными выше механизмами влияния меди, к увеличению количества зародышей с благоприятной для последующей прокатки острой октаэдрической ориентировкой, а также увеличивает перед второй холодной прокаткой количество зародышей первичной рекристаллизации с более острой ребровой ориентировкой.
1.2 быстро растворить часть нитридов алюминия (AlN) и нестабильных нитридов кремния (Si3N4) и, тем самым, повысить содержание и однородность распределения азота в твердом растворе α-железа по толщине полосы.
2. За счет охлаждения нагретой полосы до температур 600-850°С со скоростью охлаждения не менее 60°С/сек сразу после достижения максимальной температуры:
2.1 зафиксировать мелкодисперсную ингибиторную фазу AlN (зафиксировать высокотемпературное состояние) и довыделить часть новой мелкодисперсной ингибиторной фазы AlN, при этом избежав коагуляции ингибитора;
2.2 обеспечить однородный по сечению полосы размер зерна после обезуглероживания (за счет однородного распределения мелкодисперсной фазы по толщине полосы) и, как следствие, в конечной толщине более однородную текстуру вторичной рекристаллизации.
Проведение операций нагрева и охлаждения в безокислительной атмосфере позволяет избежать избыточного окисления и получить хорошее качество поверхности на готовой продукции.
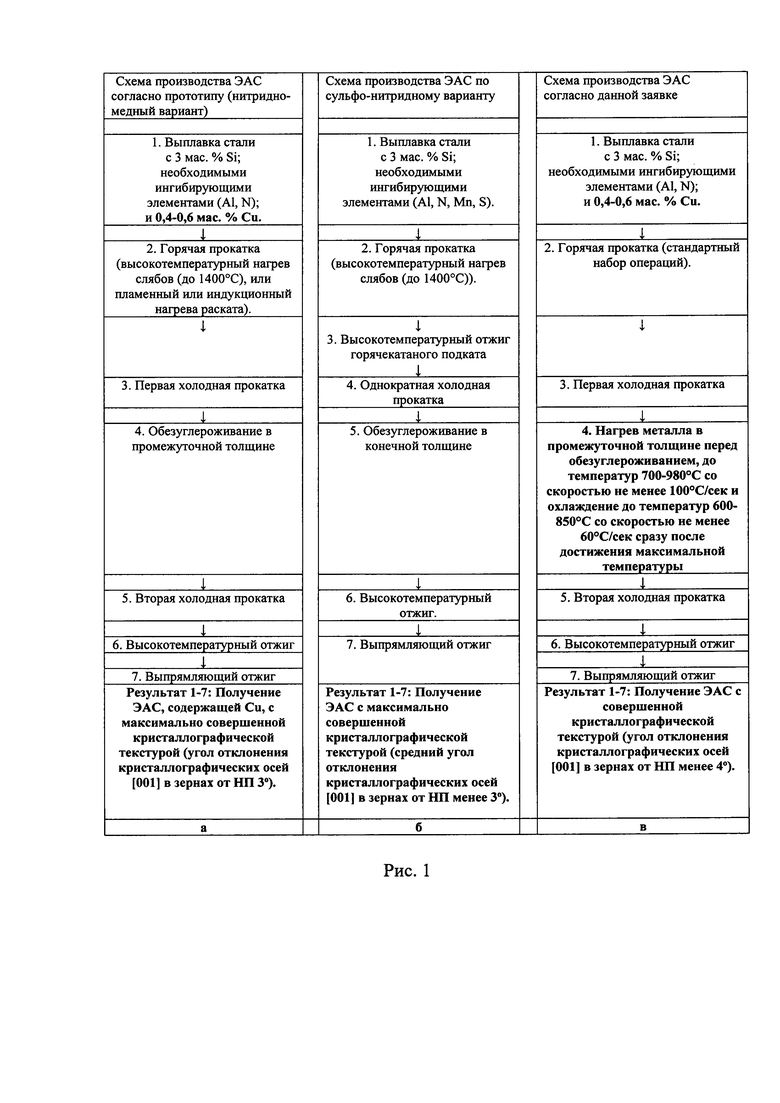
На рис. 1 приведены схемы производства ЭАС в соответствии с прототипом (а), производства высокопроницаемой ЭАС по классической сульфо-нитридной технологии (б) и производства ЭАС, содержащей медь, в соответствии с заявляемым техническим решением (в). Жирным шрифтом выделены ключевые особенности каждой из схем производства.
Способ может быть осуществлен следующим образом.
В промышленный агрегат обезуглероживания металла в промежуточной толщине 0,50-0,80 мм устанавливается дополнительная секция нагрева, оборудованная индукционным нагревателем. Размеры и мощность секции рассчитывается из необходимости обеспечить нагрев до температур 700-980°С со скоростью не менее 100°С/сек с последующим обезуглероживанием по стандартному режиму. При наличии возможности, после нагрева на выходе из секции, обеспечивается охлаждение до температур 600-850°С со скоростью более 60°С/сек сразу после достижения максимальной температуры. При этом в отличие от стадии обезуглероживающего отжига полосы, который осуществляется в увлажненной азото-водородной смеси, индукционный нагрев и охлаждение осуществляются в безокислительной атмосфере (например, в азотном защитном газе) для подавления избыточного окисления и получения после обезуглероживания стандартных параметров окисления поверхности. Отмеченное решение позволяет также существенно повысить производительность агрегатов обезуглероживания металла в промежуточной толщине, за счет сокращения времени необходимого для нагрева полосы, осуществляемого обычно пламенным или электрическим нагревом, т.е. увеличить эффективную рабочую длину печей. Это дополнительно позволяет устранить отмеченный выше недостаток прототипа по производительности печей обезуглероживания при производстве ЭАС по нитридно-медному варианту.
Таким образом, техническим результатом заявляемого изобретения является: 1) возможность производства ЭАС с высокой проницаемостью, содержащей 0,4-0,6 мас. % Cu, без использования при горячей прокатке печей высокотемпературного нагрева (до 1400°С); 2) повышение производительности агрегатов обезуглероживания металла в промежуточной толщине, за счет сокращения времени необходимого для нагрева полосы.
Ниже приведено описание экспериментов, проведенных авторами настоящего изобретения. Условия проведения экспериментов и их результаты представляют собой примеры, используемые для подтверждения осуществимости и результатов настоящего изобретения, при этом настоящее изобретение не ограничивается приведенными примерами.
Пример 1. Выплавляли сталь с химическим составом, мас. %: С 0,018-0,035, Mn 0,1-0,4, Si 3,00-3,50, Al 0.01-0,035, N2 0,08-0,015, Cu 0,4-0,6, остальное железо и неизбежные примеси. Полученные слябы нагревали с последующей горячей прокаткой до получения горячекатаной полосы в толщине 2.5 мм. Полосы прошли травление и затем на стане холодной прокатки прокатывались на толщину 0.70 мм.
После прокатки полосы подверглись нагреву в индукционной печи перед обезуглероживанием. Скорость полосы варьировалась, чтобы обеспечить разный режим нагрева и охлаждения. Затем каждая полоса прошла обезуглероживающий отжиг во влажной азото-водородной атмосфере при постоянной температуре 840°С. Дальнейший передел включал вторую холодную прокатку на толщину 0,27 мм, нанесение магнезиального покрытия, высокотемпературный отжиг при температуре 1150°С с ограничением скорости нагрева рулонов в интервале температур 400-700°С до 20-25°С/час. Затем с полос смыли остатки окиси магния и нанесли электроизоляционное покрытие на ранее сформированный форстеритный слой. Соответствующие режимы обработки и результаты приведены в таблице 1.
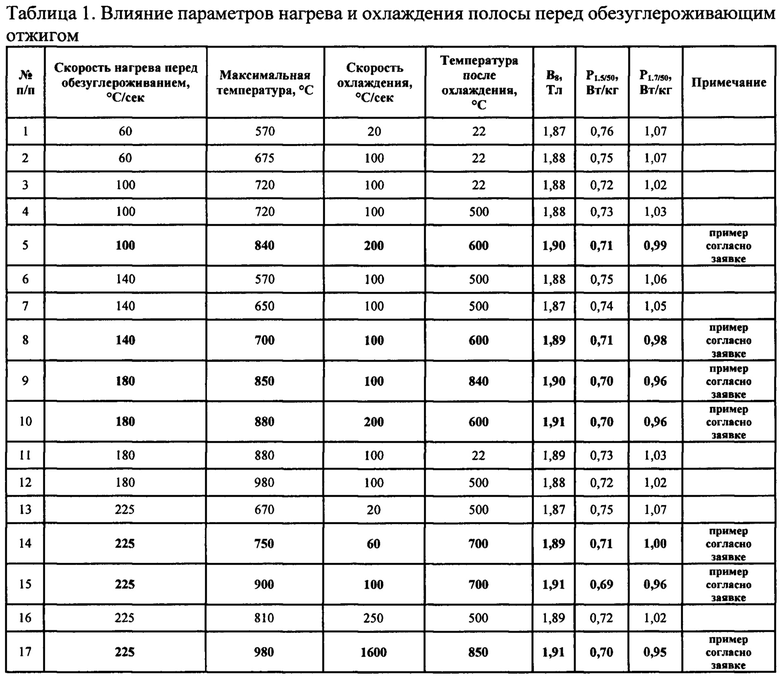
Из данных таблицы следует, что применение заявленного технического решения позволяет достичь уровня магнитных свойств, характерных для высокопроницаемой стали, что объясняется равномерным довыделением дополнительной мелкодисперсной ингибиторной фазы и процессами текстурообразования, связанными с наличием меди.
Лучшие магнитные свойства получены при быстром нагреве полосы в промежуточной толщине перед обезуглероживанием до температур 700-980°С со скоростью нагрева не менее 100°С/сек и охлаждении до температур 600-850°С со скоростью не менее 60°С/сек сразу после достижения максимальной температуры на этапе нагрева.
Пример 2. Полосы в промежуточной толщине 0,65 мм, изготовленные по нитридно-медной технологии, подверглись нагреву до 840°С перед обезуглероживанием при скорости нагрева 10°С/сек, 22°С/сек и 225°С/сек, и сразу после достижения 840°С были охлаждены до 750°С менее чем за 1,5 секунды. Затем каждая полоса прошла обезуглероживающий отжиг во влажной азото-водородной атмосфере при постоянной температуре 840°С. Дальнейший передел включал вторую холодную прокатку на толщины 0,23, 0,27 и 0,30 мм, нанесение магнезиального покрытия, высокотемпературный отжиг при температуре 1150°С с ограничением скорости нагрева рулонов в интервале температур 400-700°С до 20-25°С/час. Затем с полос смыли остатки окиси магния и нанесли электроизоляционное покрытие на ранее сформированный форстеритный слой. Соответствующие режимы обработки и результаты приведены в таблице 2.
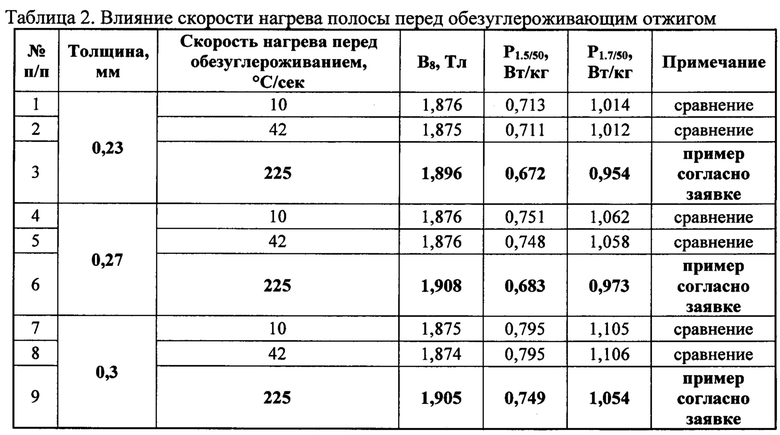
Из данных таблицы 2 следует, что применение заявленного технического решения позволяет получать однозначное стабильное улучшение электромагнитной индукции В8 и удельных потерь Р1.7/50 в ЭАС, содержащей 0,4-0,6 мас. % меди, для толщин 0,23-0,30 мм.
ЛИТЕРАТУРА
1. Казаджан Л.Б. Магнитные свойства электротехнических сталей и сплавов / Л.Б. Казаджан. Под ред. В.Д. Дурнева. М.: ООО «Наука и технологии. 2000. 224 с.
2. Лобанов М.Л., Русаков Г.М., Редикульцев А.А. Электротехническая анизотропная сталь. Часть I. История развития // МиТОМ. 2011. №7. С. 18-25.
3. Лобанов М.Л., Русаков Г.М., Редикульцев А.А. Электротехническая анизотропная сталь. Часть II. Современное состояние // МиТОМ. 2011. №8. С. 3-7.
4. N.P. Goss, US Patent №1965559. 03.07.1934.
5. Барятинский В.П., Беляева Г.Д., Удовиченко Н.В. и др. Исследование структурных особенностей сплава Fe-3%Si, легированного медью // В сб. Прецизионные сплавы в электротехнике и приборостроении. М.: Металлургия. 1984. С. 33-37.
6. Франценюк И.В., Казаджан В.Б., Барятинский В.П. Достижения в улучшении качества электротехнических сталей на НЛМК // Сталь. 1994. №10. С. 35-38.
7. Xia Z., Kang Y., Wang Q. Developments in the production of grain-oriented electrical steel // Journal of Magnetism and Magnetic Materials. 2008. 254-255. P. 307-314.
8. Taguchi S., Sakakura A. US Patent №3159511. Process of producing single-oriented silicon steel. 01.12.1964.
9. Taguchi S., Sakakura A., Takashima H. US Patent №3287183. Process of producing single-oriented silicon steel sheets having a high magnetic induction. 22.10.1966.
10. Kobayashi H., Kuroki K., Minakuchi M., Yakashiro K. US Patent №4979996. Process for Preparation of Grain-Oriented electrical steel sheet comprising a nitriding treatment. 25.12.1990.
11. Takahashi N., Suga Y., Kuroki K., Ueno K. US Patent №5049205. Process for preparing unidirectional silicon steel sheet having high magnetic flux density. 17.09.1991.
12. Kobayashi H., Tanaka O., FujiiH. US Patent №5190597. Process for producing grain-oriented electrical steel sheet having improved magnetic and surface film properties. 02.03.1993.
13. Цырлин М.Б. Способ производства высокопроницаемой анизотропной электротехнической стали / Заявитель Цырлин М.Б. [Россия]. Патент РФ 2516323 С1. Опубл. 20.05.2014. Приоритет от 14.11.2012
14. Редикульцев А.А., Юровских А.С. Влияние меди на процессы деформации и первичной рекристаллизации монокристаллов сплава Fe-3%Si // Известия ВУЗов. Черная металлургия. 2012. №5. С. 45-50.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОНИЦАЕМОЙ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2019 |
|
RU2701599C1 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 2019 |
|
RU2701606C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ С ПОВЫШЕННОЙ ПРОНИЦАЕМОСТЬЮ | 2006 |
|
RU2348705C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2175985C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ПОЛОСЫ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180357C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ | 2002 |
|
RU2216601C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2002 |
|
RU2199595C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2180356C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ С ПОВЫШЕННОЙ ПРОНИЦАЕМОСТЬЮ | 2006 |
|
RU2348704C2 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2142020C1 |
Изобретение относится к области черной металлургии. Для обеспечения высокой магнитной проницаемости стали и равномерности магнитных свойств осуществляют выплавку стали, содержащей медь от 0,4 до 0,6 мас.%, разливку, горячую прокатку, травление, двукратную холодную прокатку с промежуточным обезуглероживающим отжигом, нанесение на полосу магнезиального покрытия, высокотемпературный и выпрямляющий отжиги. Перед стадией обезуглероживания полосы в промежуточной толщине производят её нагрев до 700-980°С со скоростью не менее 100°С/с в безокислительной атмосфере и охлаждение в безокислительной атмосфере до 600-840°С при скорости не менее 60°С/сек сразу после достижения максимальной температуры на этапе нагрева. 1 ил., 2 табл., 2 пр.
1. Способ производства электротехнической анизотропной стали с высокой проницаемостью, включающий выплавку стали, содержащей медь 0,4-0,6 мас. %, разливку, горячую прокатку, травление, двукратную холодную прокатку с промежуточным обезуглероживающим отжигом, нанесение на полосу магнезиального покрытия, высокотемпературный и выпрямляющий отжиги, отличающийся тем, что перед обезуглероживающим отжигом осуществляют нагрев полосы в безокислительной атмосфере до температуры 700-980°C со скоростью не менее 100°C/с.
2. Способ по п. 1, отличающийся тем, что после достижения максимальной температуры нагрева полосы её охлаждают в безокислительной атмосфере до температуры 600-850°C со скоростью не менее 60°C/с, а затем подвергают обезуглероживающему отжигу.
| ГИДРАВЛИЧЕСКИЙ ЯС БУРОВОГО СНАРЯДА (ВАРИАНТЫ) И СПОСОБ УПРАВЛЕНИЯ ГИДРАВЛИЧЕСКИМ ЯСОМ | 2008 |
|
RU2407880C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ТЕХНИЧЕСКИ ЧИСТОГО ЖЕЛЕЗА | 1972 |
|
SU428005A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОКРЕМНИСТОЙ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2010 |
|
RU2442832C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2012 |
|
RU2593051C1 |
| EP 3018221 A1, 11.05.2016. | |||

