Изобретение относится к области машиностроения, обработке металлов давлением, в частности к трубогибочному производству.
Известен способ гибки труб, приведенный в описании к а.с. SU №1310067, МПК В 21 D 9/01, где внутреннюю полость трубы заполняют наполнителем в виде оправки, изгибают, затем извлекают ее.
Наиболее близким техническим решением является способ гибки, приведенный в описании к а.с. SU №1708471, кл. В 21 D 9/01.
Сущность способа заключается во введении в полость трубы наполнителя, ее изгибе путем протягивания вдоль гибочных и вспомогательных роликов и извлечении наполнителя. В качестве наполнителя используют оправку, удерживаемою тягой. Оправка имеет ложкообразную поверхность, посредством которой наружную стенку профиля втягивают в зоне изгиба на величину, равную величине утяжки этой стенки после деформации. Изобретение позволяет придать производственным изделиям товарный вид.
Однако ввиду конструктивной особенности оправки достичь требуемой точности гиба и формы, что важно в особенности в самолетостроении, не представляется возможным.
Задачей изобретения является обеспечения требуемой точности и формы изгибаемого изделия.
Задача решается за счет того, что в известном способе гибки труб, включающем введении в полость трубы наполнителя, ее изгиб путем протягивания вдоль гибочных и вспомогательных роликов и извлечение наполнителя, в предлагаемом - в качестве наполнителя используют трос, введенный с обеспечением постоянного контакта его поверхности с внутренней поверхностью трубы, в качестве гибочных роликов используют профилированные ролики, один из которых выполняют нажимным, а другой - подпружиненным.
Использование троса, вводимого в трубу, в качестве наполнителя исключает гофрообразование и овальность в зоне гиба, что обеспечивает качество и точность формы обрабатываемых деталей за счет наибольшего постоянного контакта поверхности троса с внутренней поверхностью изгибаемой трубы. Гибкость троса-наполнителя совместно с профилированием роликов обеспечивает постоянство требуемой формы и точности каждого сечения трубы в процессе гиба. Нижний профилированный ролик выполнен подпружиненным для того, чтобы осуществить гибку без образования нежелательных поперечных внутренних напряжений, задиров и царапин труб, изготовленных с верхним пределом допуска на геометрические параметры.
Возможность свободного перемещения троса-наполнителя в продольном направлении относительно изгибаемой трубы исключает возникновение нежелательных концентраций продольных внутренних напряжений в материале трубы, которые возникают вследствие образовывающихся деформаций, когда отсутствует возможность свободного смещения наполнителя относительно изгибаемой трубы.
Эти качества делают тросы хорошим инструментом в качестве наполнителя, простым конструктивно, удобным в эксплуатации. Гибкость троса-наполнителя в продольном отношении, жесткость в поперечном в сочетании со строгой профилированностью гибочных роликов создают изгибаемой трубе такие условия, при которых гарантируется качество конечного продукта, т.е. обеспечиваются заданные параметры согнутой трубы и свободного извлечения наполнителя.
Кроме того, трос-наполнитель как инструмент удобен, технологичен и долговечен в эксплуатации, что делает предлагаемый способ гибки труб высокоэкономичным.
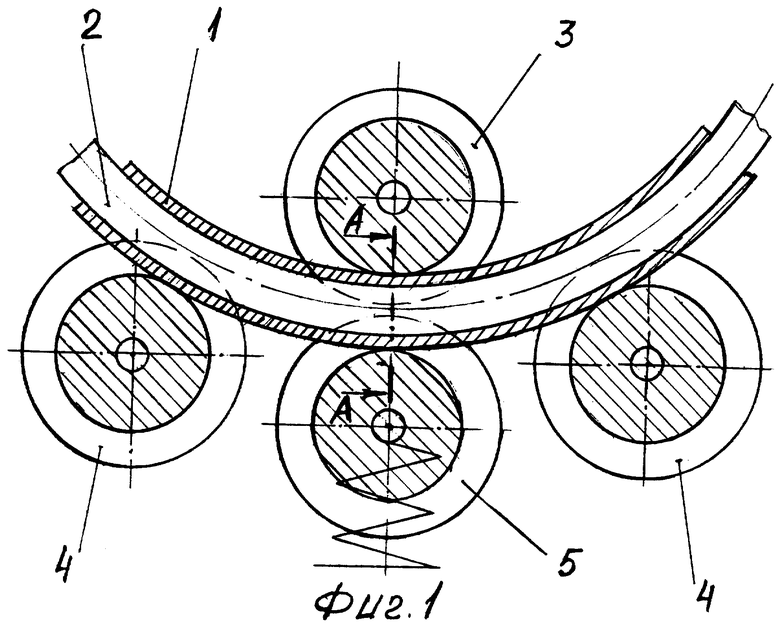
На фиг.1 показано взаимное расположение изгибаемой трубы с наполнителем и роликов в процессе гиба. На фиг.2 показано поперечное сечение А-А положения трубы, наполнителя, нажимного и подпружиненного роликов.
Пример осуществление способа. Процесс гибки осуществляется следующим образом. Во внутреннюю полость трубы 1 вводят трос (наполнитель) 2 с нанесенной на его поверхность нейтральной смазкой, например мылом. Смазка способствует большей возможности продольного смещения наполнителя относительно трубы в процессе гибки и значительно облегчает извлечение его после гибки, предохраняет трос от преждевременного износа. Применение смазки позволяет оставлять зазор между тросом и поверхностью внутренней полости трубы минимальным. Нажимной ролик 3, вспомогательный ролик 4 и подпружиненный ролик 5 гибочного устройства устанавливаются таким образом, чтобы трубу 1 вместе с тросом (наполнителем) 2 можно было свободно установить в рабочее положение. После этого нажимной ролик 3 и подпружиненный ролик 5 регулируют таким образом, чтобы труба 1 как можно плотнее охватывалась профилями роликов (фиг.2), оставляя зазор между внешними диаметрами роликов в пределах 0,1...0,2 мм. По завершении подготовительной работы нажимному ролику 3 задают необходимое усилие гиба, а трубу 1 с тросом 2 протягивают вдоль роликов 3, 4, 5.
В это время подпружиненный ролик 5 смещается по направлению давления, находясь постоянно в необходимом контакте с трубой 1 и нажимным роликом 3. Труба 1 в этом случае находится в жестком (в поперечном отношении), стесненном положении относительно профилей роликов и несжимаемом тросом 2, обеспечивая это состояние во время всей прокатки между роликами. Это придает трубе 1 заданные геометрические параметры (без гофров и овальностей) при отсутствии внутренних напряжений.
После гибки и прокатки трос 2 извлекают из согнутой трубы 1.
Отсутствие внутренних напряжений исключает возникновение деформаций в согнутой трубе 1 после извлечения троса 2, а это обеспечивает ей качество и заданные геометрические параметры, отсутствие гофров и овальностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2422229C1 |
| Устройство для гибки ошипованныхТРуб | 1979 |
|
SU837470A1 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| Дорн для гибки тонкостенных волноводов прямоугольного сечения | 2021 |
|
RU2775766C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Оправка для гибки труб | 1975 |
|
SU545403A1 |
| СПОСОБ ГИБКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ С ПРОФИЛЕМ ОТКРЫТОГО ТИПА | 2004 |
|
RU2262404C1 |
| Головка гибочная трубогибочного станка | 1978 |
|
SU772648A1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |

Изобретение относится к области машиностроения и обработке металлов давлением и может быть использовано в трубогибочном производстве. Способ включает введение в полость трубы наполнителя, ее изгиб путем протягивания вдоль гибочных и вспомогательных роликов и извлечение наполнителя. В качестве наполнителя используют трос, введенный с обеспечением постоянного контакта его поверхности с внутренней поверхностью трубы, а в качестве гибочных роликов используют профилированные ролики, один из которых выполняют нажимным, а другой - подпружиненным. Обеспечиваются качество и заданные геометрические параметры вследствие отсутствия внутренних напряжений. 2 ил.
Способ гибки труб, включающий введение в полость трубы наполнителя, ее изгиб путем протягивания вдоль гибочных и вспомогательных роликов и извлечение наполнителя, отличающийся тем, что в качестве наполнителя используют трос, введенный с обеспечением постоянного контакта его поверхности с внутренней поверхностью трубы, а в качестве гибочных роликов используют профилированные ролики, один из которых выполняют нажимным, а другой подпружиненным.
| Способ холодной гибки пустотелого профиля | 1989 |
|
SU1708471A1 |
| Способ гибки труб | 1976 |
|
SU614846A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ШАГОСКОРОСТНЫХ ХАРАКТЕРИСТИК ЧЕЛОВЕКА | 2006 |
|
RU2321345C1 |
| DE 3148210 A1, 09.06.1983. | |||

