Изобретение относится к производству изделий из сборного бетона и железобетона.
Известен способ изготовления напорных труб (см. книга "Бетонные и железобетонные трубы". Попов А. Н. , М., Стройиздат, 1973 г., с. 148-149), включающий изготовление сердечника, обвивку его спиральной арматурой в напряженном состоянии и нанесение на нее защитного слоя из цементно-песчаного раствора.
Недостатки способа заключаются в больших отходах бетонной смеси при нанесении защитного слоя силовым набрызгом или другим способом и в трудоемкости процесса нанесения этого слоя.
Наиболее близким по сущности и достигаемому результату к заявленному изобретению является способ изготовления напорных труб из бетонных смесей (см. описание изобретения к авт. св. 937163, кл. В 28 В 21/78, 1982), включающий формование сердечника, термообработку последнего, навивку на него спиральной напрягаемой арматуры и нанесение защитного слоя с последующей тепловой обработкой.
Недостатком данного способа является трудоемкость процесса нанесения защитного слоя.
В основу настоящего изобретения положена задача по созданию оригинальной технологии изготовления железобетонных напорных труб с целью повышения эффективности способа за счет его упрощения.
Это достигается тем, что по известному способу изготовления железобетонных напорных труб, включающему натяжение продольных стержней, формование сердечника, термообработку, навивку спиральной арматуры, изготовление защитного слоя, формование наружного защитного слоя осуществляют в форме, затем останавливают центрифугу, производят термообработку, вводят спиральную арматуру с закрепленными на внутренней ее стороне продольными стержнями, после чего центрифугу раскручивают на большие обороты и устанавливают внутрь распорную штангу, центрифугу останавливают и производят натяжение продольных стержней, потом извлекают распорную штангу, вводят бетонную смесь и осуществляют формование внутреннего защитного слоя. Затем производят тепловую обработку, после чего отпускают продольные стержни.
Новая последовательность операций способа позволяет упростить изготовление напорных труб.
Изобретение поясняется чертежом, где на фиг.1 - поперечный разрез формы с натяжением и фиксацией арматуры;
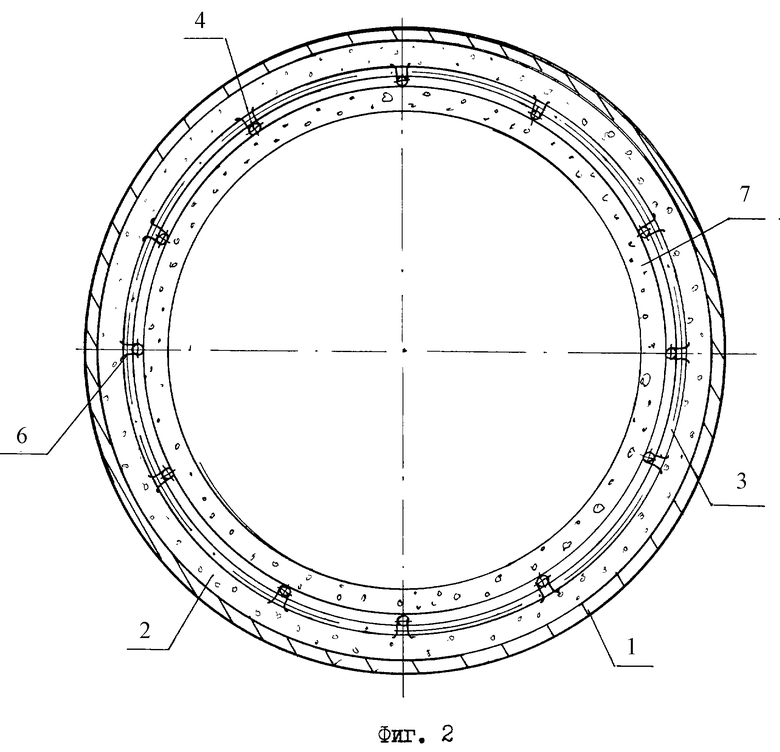
фиг.2 - поперечный разрез трубы в форме.
Настоящее изобретение реализуется с помощью устройства, состоящего из формы 1 для формования наружного защитного слоя 2, под которым расположена спиральная арматура 3 с закрепленными на ее внутренней стороне продольными стержнями 4, где под последними расположена распорная штанга 5. Фиксирование продольных стержней 4 осуществляется с помощью фиксаторов 6, выполненных в виде хомутов. На спиральную арматуру 3 и продольные стержни 4 нанесен внутренний защитный слой 7.
С помощью центрифуги в форме 1 сформовали наружный защитный слой 2, толщина которого 20 мм. Скорость вращения формы 1 составила 600 об/мин. Бетонную смесь подавали в форму 1 самоходным ленточным питателем, в количестве 0,22 м3. Время формования составило 35 мин. По окончании этой операции форму 1 останавливали и проводили тепловую обработку при температуре 65oС. Затем внутрь вводили спиральную арматуру 3 с закрепленными на внутренней ее стороне продольными стержнями 4. После этого форму 1 раскручивали до максимальных оборотов 900 об/мин и устанавливали внутрь распорную штангу 5. Потом останавливали форму 1 и проводили натяжение продольных стержней 4. Затем извлекали распорную штангу 5, вводили бетонную смесь в количестве 0,65 м3, формовали внутренний защитный слой 7. Толщина слоя составила 58 мм. В конце проводили тепловую обработку при температуре 70oС, и отпускали продольные стержни 4.
Предлагаемый способ может применяться на заводах сборного железобетона для изготовления железобетонных напорных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРЕДВАРИТЕЛЬНОГО НАПРЯЖЕНИЯ ГЛАДКОЙ АРМАТУРЫ | 1998 |
|
RU2136829C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОПУСТОТНОЙ ПЛИТЫ ПЕРЕКРЫТИЯ | 2003 |
|
RU2247198C1 |
| Способ формования гидропрессован-НыХ НАпОРНыХ ТРуб | 1979 |
|
SU795956A1 |
| Способ изготовления виброгидропрессованных труб со спирально-перекрестным арматурным каркасом | 1988 |
|
SU1653984A1 |
| Способ изготовления напорных труб из бетонных смесей | 1980 |
|
SU937163A1 |
| Способ изготовления предварительно напряженных трубчатых изделий из бетона | 1974 |
|
SU537822A1 |
| Способ производства напорных труб | 1978 |
|
SU691306A1 |
| Способ формования железобетонных напорных труб из бетонных смесей | 1980 |
|
SU908606A1 |
Изобретение относится к производству изделий из сборного бетона и железобетона. Способ изготовления железобетонных напорных труб включает формование наружного защитного слоя в форме при включенной центрифуге, остановку центрифуги, термообработку бетонного слоя, введение спиральной арматуры с закрепленными на ее внутренней стороне продольными стержнями, включение центрифуги на большие обороты и установку внутрь распорной штанги. Далее центрифугу останавливают и производят натяжение продольных стержней, потом извлекают распорную штангу, осуществляют формование внутреннего защитного слоя бетонной смеси. Затем производят тепловую обработку, после чего отпускают продольные стержни. Технический результат - снижение трудоемкости при изготовлении трубы. 2 ил.
Способ изготовления напорных труб, включающий натяжение продольных стержней, формование сердечника, термообработку, навивку спиральной арматуры, изготовление защитного слоя, отличающийся тем, что сначала осуществляют формование наружного защитного слоя, его тепловую обработку, вводят спиральную арматуру с закрепленными на внутренней ее стороне продольными стержнями, затем раскручивают центрифугу, устанавливают внутрь распорную штангу, останавливают центрифугу, производят натяжение продольных стержней, извлекают распорную штангу, вводят бетонную смесь, осуществляют формование внутреннего защитного слоя, после чего производят тепловую обработку и отпускают продольные стержни.
| Способ изготовления напорных труб из бетонных смесей | 1980 |
|
SU937163A1 |
| Многослойная труба | 1977 |
|
SU646131A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2006 |
|
RU2334796C1 |
| US 5082614 A, 21.01.1992 | |||
| СПОСОБ ФОРМИРОВАНИЯ ГАЗОВОЙ СМЕСИ ДЛЯ АНАЛИЗА И ОБРАБОТКИ МАТЕРИАЛОВ ПРИ ПЕРЕМЕННОМ ДАВЛЕНИИ | 2013 |
|
RU2548949C1 |

