Изобретение относится к способу получения вспененного полиэфира, в частности ПЭТФ, для получения таких изделий, как, например, панели, листы и трубы, которые могут быть использованы, в частности, в строительстве и в области упаковки.
Целью настоящего изобретения является создание способа вышеуказанного типа, который обеспечит получение вспененного продукта с адекватными характеристиками для вышеперечисленных применений. Он включает, в частности, получение конечного продукта с плотностью, по меньшей мере, 40 кг/м3, однородной ячеистой структуры из мелких ячеек и без деструкции, подтверждаемой снижением молекулярной массы и вязкости по отношению к исходному продукту, что обусловлено, например, возможными реакциями гидролиза.
Согласно изобретению эта цель достигается с помощью способа и устройства для его осуществления, имеющих характеристики, в частности, определенные в последующей формуле изобретения.
Другие преимущества и характеристики настоящего изобретения станут очевидными из последующего подробного описания, представленного исключительно путем неограничительного примера со ссылкой на прилагаемые чертежи, на которых:
- на фиг.1 схематически представлен вид сбоку устройства для осуществления способа изобретения;
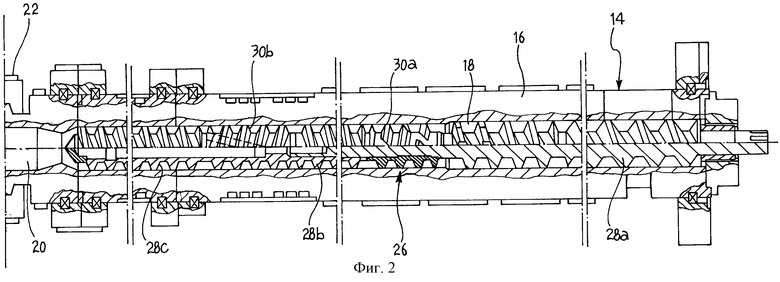
- на фиг.2 представлен вид в разрезе в увеличенном масштабе детали экструдера устройства изобретения; и
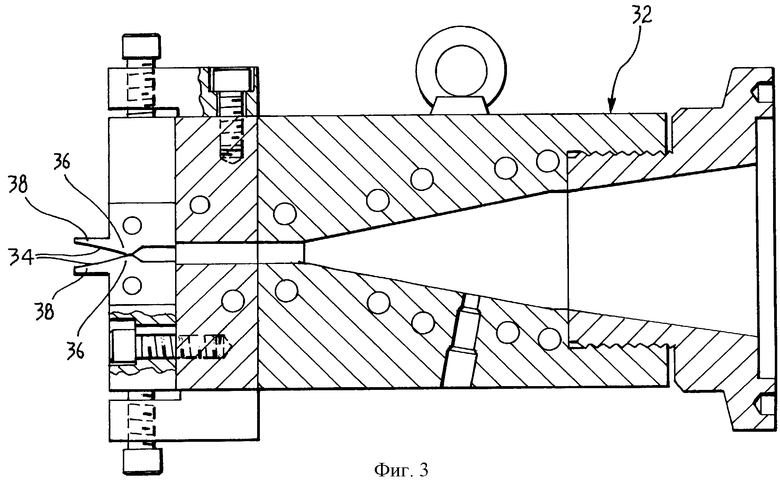
- на фиг.3 представлено сечение в увеличенном масштабе сопла экструдера устройства изобретения.
Устройство для получения вспененного полиэфира содержит (фиг.1) сушильную камеру 10 для сутки полиэфирного исходного материала и конвейерное устройство 12 для транспортирования этого последнего к экструдеру 14. Как сушильная камера 10, так и конвейерное устройство 12 являются известными сами по себе и поэтому не описываются здесь подробно.
Экструдер 14 имеет цилиндрический корпус 16 с внутренней полостью, в которой могут быть выделены последовательно зона 18 подачи и плавления полиэфира и зона охлаждения и гомогенизации 20, содержащие стационарный теплообменник 22 и гомогенизатор 24.
В зоне подачи и плавления 18 корпус имеет отверстия, не показанные на чертежах, для введения полиэфирного исходного материала и вспенивающего агента.
В полости зоны питания 18 размещаются два взаимно зацепляющихся и совместно вращающихся шнека 26 с отношением осевого разделения (т.е. расстояния между соответствующими центральными линиями) к диаметру, лежащему между 0,6 и 0,8 и, предпочтительно, между 0,69 и 0,78, и отношением длины к диаметру, лежащему между 20 и 26.
Каждый шнек 26 имеет (фиг.2) три транспортерные секции 28a, 28b, 28с, отделенные друг от друга двумя секциями обратного смешения 30a и 30b.
Ниже по потоку от секции охлаждения и гомогенизации 20 экструдера 14 расположено сопло 32, которое (фиг.3) имеет две обращенные друг к другу губки 34, имеющие прямолинейный профиль в направлении, поперечном направлению экструзии, так что они определяют прямоугольное экструзионное отверстие, которое определяет формование слоистого экструзионного продукта. Кроме того, губки 34 имеют в направлении, параллельном направлению экструзии, профиль с выступом 36, обращенным к соответствующему выступу 36 противоположной губки 34 и присоединенным к выпускному концу 38.
Ниже по потоку от сопла 32 (фиг.1) расположено калибровочное устройство 40 для калибрования толщины экструдированного продукта, содержащее пару лент 42, вращающихся в замкнутых контурах и имеющих соответствующие обращенные друг к другу стороны, которые определяют зазор регулируемой высоты, через который проходит продукт. Ленты 42, преимущественно, выполняются из фторированного полимера, армированного стеклянной ватой, температура которых может регулироваться.
Ниже по потоку от калибровочного устройства 40 известным образом per se дополнительно размещаются поворотный стол 44, при прохождении через который экструдированный продукт может охлаждаться, режущее устройство 46 и различный инструмент для обработки и приготовления 48 для хранения разрезанного экструдированного продукта.
Ниже описывается работа указанного устройства.
Полиэфирный исходный материал, имеющий характеристическую вязкость, по меньшей мере, 0,8 дл/г, предпочтительно, по меньшей мере, 0,9 дл/г, транспортируется с помощью конвейерного устройства 12 из сушильной камеры 10 в зону питания 18 экструдера 14 в первую транспортерную секцию 28а шнеков 26.
Полиэфирный исходный материал получается, преимущественно, поликонденсацией ароматической бикарбоновой кислоты, такой как терефталевая кислота, изофталевая кислота или нафталиновая дикарбоновая кислота, с диолом, таким как этиленгликоль, тетраметиленгликоль, циклогександиметанол или 1,4-бутандиол, в присутствии различных возможных добавок (удлинителей цепи, стабилизаторов, зародышеобразователей и добавок, придающих огнестойкость), известных в технике. Предпочтительным исходным материалом является, в частности, ПЭТФ.
Подразумевается, что характеристическая вязкость определяется в соответствии с методом ASTM D4603-86 на растворах 0,5 г гранулированного полиэфира в 100 мл 60:40 смеси по массе фенола и тетрахлорэтана при 25oС.
Вспенивающий агент подается во вторую транспортерную секцию 28b шнеков 26. Этот последний агент может быть любым из агентов, обычно использующихся в получении вспененных полимерных материалов. Например, он может быть выбран из группы, содержащей инертные газы (в частности, углекислый газ и азот), алифатические, циклоалифатические и ароматические углеводороды и частично или полностью галогенированные углеводороды (CFC, HCFC и HFA).
Температура полиэфира с введенным вспенивающим агентом в зоне подачи и плавления лежит между 280 и 310oС, тогда как в зоне охлаждения и гомогенизации она лежит между 220 и 280oС.
Шнеки 26 выполнены для вращения при относительно низкой скорости, лежащей между 15 и 40 об/мин.
После времени пребывания между 15 и 30 мин в экструдере полиэфир с введенным вспенивающим агентом экструдируется через канал сопла 32 в виде слоистого продукта, имеющего плотность, лежащую между 40 и 200 кг/м3, и характеристическую вязкость, значительно изменившуюся по отношению к вязкости исходного материала.
Эти характеристики являются оптимальными с точки зрения применения, для которого предназначен использоваться экструдированный продукт, и получаются благодаря, в частности, форме и виду вращения шнеков, которые не придают разрушающих напряжений расплаву, которые могут ухудшить его физические и химические свойства.
Толщина экструдированного продукта может быть затем отрегулирована до желаемого значения последующим пропусканием через калибровочное устройство 40. Экструдированный продукт, перемещаясь на поворотном столе 44, затем охлаждается до тех пор, пока он не достигнет такого состояния, что манипуляции, которым он затем подвергается, не ухудшают его.
Он может быть затем разрезан на желаемые размеры с помощью устройства 46 и окончательно обработан и приготовлен для хранения и транспортировки с помощью различных инструментов 48.
Естественно, тогда как основная идея изобретения остается той же самой, подробности конструкции и варианты могут широко варьироваться по отношению к описанным и показанным на чертежах без отступления от границ настоящего изобретения.
Изобретение относится к способу получения вспененного полиэфира, в частности полиэтилентерефталата, для получения таких изделий, как, например, панели, листы и трубы, которые могут быть использованы, в частности, в строительстве и в области упаковки. Способ включает экструзию из двухшнекового экструдера полиэфирного исходного материала, имеющего характеристическую вязкость, по меньшей мере, 0,8 дл/г, и введенного вспенивающего агента. Двухшнековый экструдер содержит два взаимно зацепляющихся шнека, имеющих отношение межосевого расстояния к диаметру, лежащее между 0,6 и 0,8. Шнеки одновременно вращаются со скоростью, лежащей между 15 и 40 об/мин. Изобретение позволяет получить вспененный полиэфир с плотностью, по меньшей мере, 40 кг/м3, однородной ячеистой структуры из мелких ячеек и без деструкции, подтверждаемой снижением молекулярной массы и вязкости по отношению к исходному продукту. 14 з.п.ф-лы, 3 ил.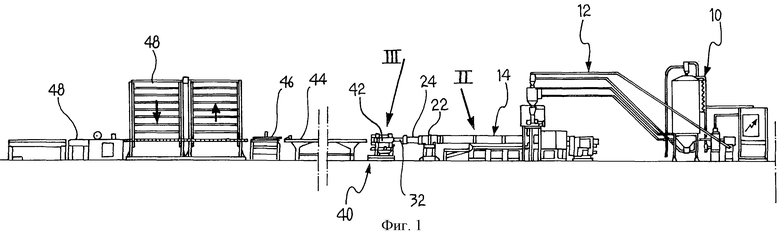
| Способ протезирования нижней конечности и устройство для его осуществления | 1978 |
|
SU719626A1 |
| Экструзия | |||
| Библиотечка рабочего по переработке пластмасс | |||
| - Л.: Химия, 1973, с.21 | |||
| РЯБИНИН Д.Д., ЛУКАЧ Ю.Е | |||
| Червячные машины для переработки пластических масс и резиновых смесей | |||
| - М.: Машиностроение, 1965, с.75 | |||
| GB 1231535 А, 12.05.1971 | |||
| US 4892691 А, 09.01.1990 | |||
| Плоскощелевая экструзионная головка | 1969 |
|
SU476740A3 |
