Изобретение относится к трубному производству и может быть использовано при производстве бесшовных горячекатаных труб на редукционных или калибровочных станах.
Известны двухслойные прокатные валки с осевой полостью редукционных и калибровочных станов, которые изготавливают из нелегированного чугуна СП-62, содержащего, мас. %: 2,7-3,9 С; 0,2-0,8 Si; 0,2-0,6 Μn; до 0,5 Ρ; до 0,12 S. Валки отбеливают. Изготавливают валки отливкой заготовок в стационарный водоохлаждаемый кокиль. Глубина получаемого отбеленного слоя колеблется в пределах от 10 до 30 мм, твердость составляет 62-72 единиц по Шору (46-54 HRC). Кроме отбеленного слоя в валках различают переходную и серую зоны, образующие внутренний неотбеленный нерабочий слой. Твердость валков уменьшается от отбеленного слоя к не отбеленному. В отбеленном слое, являющимся рабочим, выполняют ручей калибра, радиус которого определяют наружным диаметром прокатываемой трубы (Г.И. Гуляев и др. «Технология непрерывной безоправочной прокатки труб», М., Металлургия, 1975 г., с. 194). Известные валки не обладают стабильной твердостью и износостойкостью из-за недостаточной глубины и неупорядоченной и неравновесной микроструктуры чугуна отбеленного слоя, что не обеспечивает сохранения твердости на всю глубину ручья калибра при переточках по мере износа и при переходе на больший наружный диаметр трубы.
Наиболее близкими к предлагаемому изобретению являются двухслойные валки с осевой полостью, которые имеют рабочий отбеленный слой из чугуна, легированного 0,5-1,0% Cr и 2,0-3,0% Ni, и внутренний нерабочий слой из серого чугуна, которые получают отливкой в стационарный водоохлаждаемый кокиль. Глубина рабочего отбеленного слоя не превышает 30 мм. В отбеленном слое выполняют ручей калибра, радиус которого определяют размером прокатываемой трубы (Г.И. Гуляев и др. «Технология непрерывной безоправочной прокатки труб», М., Металлургия, 1975 г., с. 194-195). Валки по прототипу также не обладают стабильной твердостью и износостойкостью из-за недостаточной глубины и неупорядоченной и неравновесной микроструктуры чугуна рабочего отбеленного слоя, что не обеспечивает сохранения твердости на всю глубину ручья калибра при переточках по мере износа и при переходе на больший наружный диаметр трубы.
Задачей изобретения является устранение указанных недостатков.
Технический результат от использования изобретения состоит в получении двухслойного валка прокатного стана с осевой полостью, рабочий отбеленный слой чугуна которого, глубиной не менее максимального радиуса ручья калибра, имеет упорядоченную и равновесную микроструктуру, что обеспечивает сохранение твердости на всю глубину ручья калибра при переточках по мере износа и при переходе на больший наружный диаметр трубы.
Технический результат от использования изобретения достигается тем, что в двухслойном валке прокатного стана с осевой полостью, состоящем из наружного отбеленного рабочего и внутреннего неотбеленного нерабочего слоев, изготовленных из чугунных сплавов разных химических составов, в наружном отбеленном рабочем слое которого выполнен ручей калибра, наружный отбеленный рабочий слой выполнен из износостойкого чугуна, содержащего, мас. %: 2,9-3,8 С; 0,3-0,8 Μn; 0,4-1,0 Si; до 0,16 S; до 0,5 P; 0,6-1,2 Cr; 1,2-2,5 Ni, в котором содержание Cr и Ni определяют из соотношения компонентов 1:(1,7-2,8), а внутренний неотбеленный нерабочий слой выполнен из серого чугуна, химический состав которого не регламентирован, при этом глубина наружного отбеленного рабочего слоя составляет 40-55 мм при максимальном радиусе калибра не более 35 мм.
На фиг. 1 приведен поперечный разрез двухслойного прокатного валка с осевой полостью.
Двухслойный прокатный валок 1 с осевой полостью 2 состоит из наружного отбеленного рабочего слоя 3 и внутреннего неотбеленного нерабочего слоя 4. Наружный отбеленный рабочий слой 3 выполнен из износостойкого чугуна, содержащего, мас. %: 2,9-3,8 С; 0,3-0,8 Μn; 0,4-1,0 Si; до 0,16 S; до 0,5 Р; 0,6-1,2 Cr; 1,2-2,5 Ni с глубиной слоя не меньше максимального радиуса R ручья калибра 5, в котором содержание Cr и Ni определяют из соотношения компонентов 1:(1,7-2,8). Глубина наружного отбеленного рабочего слоя составляет 40-55 мм при максимальном радиусе калибра не более 35 мм. Внутренний неотбеленный нерабочий слой 4 выполнен из серого чугуна СЧ, химический состав которого не регламентирован. Двухслойный прокатный валок с осевой полостью получают после механической обработки отлитой полой заготовки, включающей обработку наружной и внутренней поверхностей, разрезку на части и нарезку ручья калибра в наружном рабочем слое каждой из частей.
В качестве метода отливки заготовки используют, например, метод центробежного литья. При отливке заготовки первым заливают износостойкий чугун, содержащий, мас. %: 2,9-3,8 С; 0,3-0,8 Μn; 0,4-1,0 Si; до 0,16 S; до 0,5 Р; 0,6-1,2 Cr; 1,2-2,5 Ni с глубиной слоя не меньше максимального радиуса R ручья калибра 5, в котором содержание Cr и Ni определяют из соотношения компонентов 1:(1,7-2,8). Внутренний неотбеленный нерабочий слой 4 выполнен из серого чугуна СЧ, химический состав которого не регламентирован.
Выбор интервала содержания компонентов износостойкого чугуна связан с благоприятным с точки зрения получения требуемого уровня твердости, высокой глубины отбеленного рабочего слоя, уменьшения переходной зоны. Было экспериментально получено, что при этом содержание Cr и Ni, определенное из соотношения компонентов 1:(1,7-2,8), приводит к линейному возрастанию глубины отбеленного рабочего слоя. Глубина наружного отбеленного рабочего слоя 40-55 мм при максимальном радиусе калибра не более 35 мм обеспечивает сохранение твердости на всю глубину ручья калибра при переточках по мере износа и при переходе на больший наружный диаметр трубы.
Выполнение внутреннего нерабочего слоя из серого чугуна СЧ, химический состав которого не регламентирован, позволяет сократить общий расход металла, в том числе легирующих элементов (никель, хром).
Техническое решение было опробовано в промышленных условиях. Были изготовлены валки из чугуна предлагаемого состава. Полученные валки имеют:
- максимальный радиус R ручья калибра - 35 мм;
- твердость наружного рабочего слоя на глубине 15 мм составляет 43,5-51,5 HRC, на глубине 45 мм - 41,0-51,5 HRC;
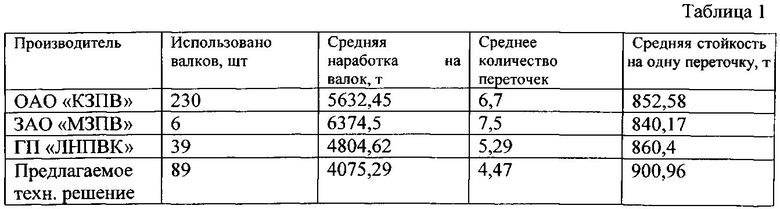
- средняя стойкость валков редукционного стана на одну переточку по предлагаемому техническому решению превышает аналогичный показатель валков сторонних производителей.
Эффективность предлагаемого технического решения подтверждена испытаниями валков редукционного стана ТПА-80, изготовленных по предлагаемому решению в сравнении с валками сторонних производителей.
Результаты испытания представлены в табл. 1:
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНЫХ ВАЛКОВ С КАЛИБРАМИ | 2000 |
|
RU2202442C2 |
| Способ прокатки листа в станах трио Лаута | 1984 |
|
SU1253682A1 |
| Чугун для прокатных валков | 1989 |
|
SU1687641A1 |
| ПРОКАТНЫЙ ВАЛОК И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ | 2009 |
|
RU2420365C1 |
| Чугун для валков | 1982 |
|
SU1121309A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ (ВАРИАНТЫ) | 2013 |
|
RU2550069C1 |
| Способ получения двухслойных прокатных валков | 1987 |
|
SU1540935A1 |
| Чугун для прокатных валков | 1988 |
|
SU1640194A1 |
| Способ термической обработки чугунных двухслойных прокатных валков | 1987 |
|
SU1435628A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ЧУГУННОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2004 |
|
RU2259243C1 |
Изобретение относится к области трубного производства. Двухслойный валок прокатного стана с осевой полостью состоит из наружного отбеленного рабочего и внутреннего неотбеленного нерабочего слоев, изготовленных из чугунных сплавов разных химических составов. В наружном рабочем слое выполнен ручей калибра. Повышение твердости и износостойкости при сохранении твердости на всей глубине ручья калибра при переточках по мере износа и при переходе на больший наружный диаметр трубы обеспечивается за счет того, что наружный рабочий слой валка выполнен из отбеленного чугуна, содержащего, мас. %: 2,9-3,8 С; 0,3-0,8 Μn; 0,4-1,0 Si; до 0,16 S; до 0,5 Р; 0,6-1,2 Cr; 1,2-2,5 Ni, в котором содержание Cr и Ni определяют из соотношения компонентов 1:(1,7-2,8), а внутренний неотбеленный нерабочий слой выполнен из серого чугуна, химический состав которого не регламентирован. Глубина наружного отбеленного рабочего слоя составляет 40-55 мм при максимальном радиусе калибра не более 35 мм. 1 з.п. ф-лы, 1 ил., 1 табл. 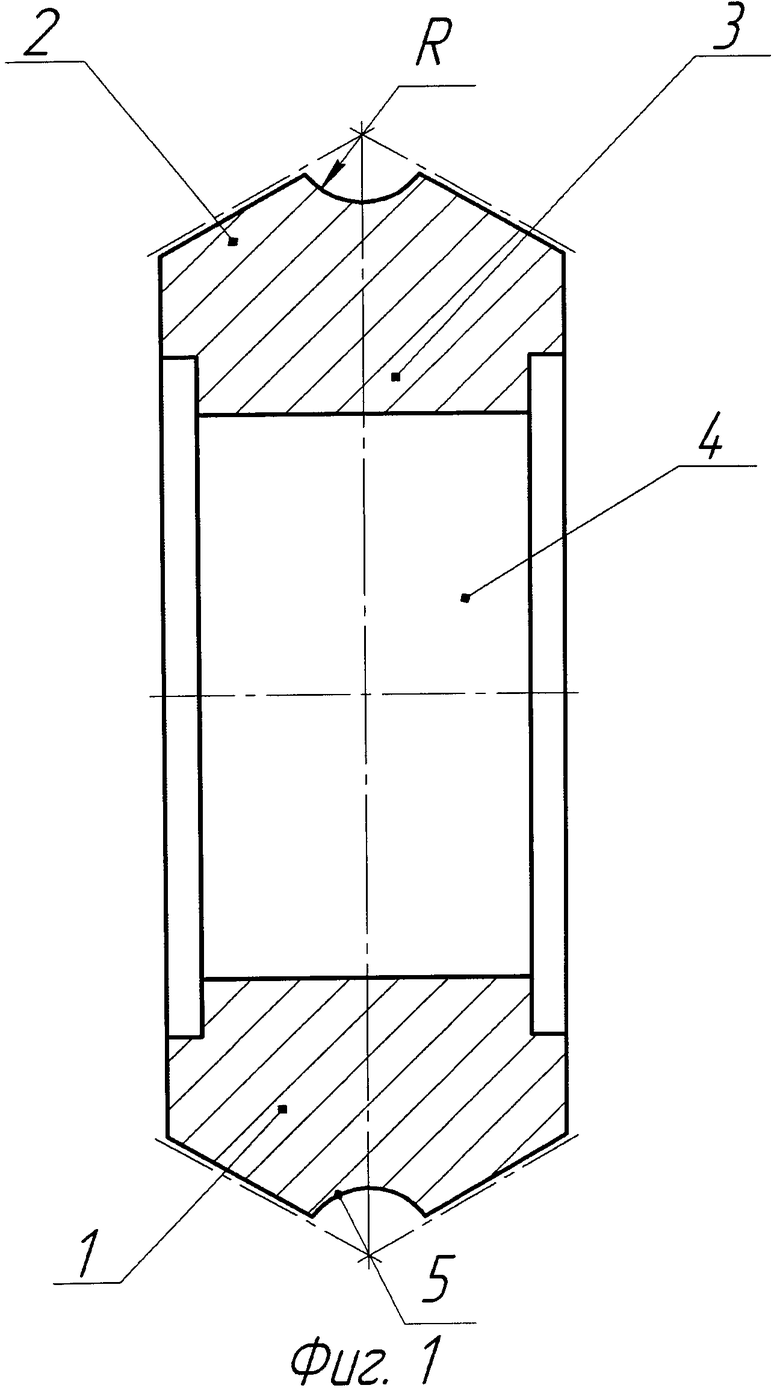
1. Двухслойный валок прокатного стана с осевой полостью, в наружном рабочем слое которого выполнен ручей калибра, при этом наружный рабочий слой изготовлен из отбеленного чугуна, легированного хромом и никелем, а внутренний нерабочий слой изготовлен из серого чугуна, отличающийся тем, что наружный рабочий слой изготовлен из износостойкого чугуна, содержащего, мас. %: 2,9-3,8 С; 0,3-0,8 Μn; 0,4-1,0 Si; до 0,16 S; до 0,5 Р; 0,6-1,2 Cr; 1,2-2,5 Ni, в котором соотношение содержания Cr и Ni составляет 1:(1,7-2,8).
2. Валок по п. 1, отличающийся тем, что глубина наружного рабочего слоя составляет 40-55 мм при максимальном радиусе калибра, составляющем не более 35 мм.
| Двухслойный прокатный валок | 1991 |
|
SU1780890A1 |
| Трехслойный прокатный валок | 1991 |
|
SU1775196A1 |
| Прокатный двухслойный валок и чугун для его рабочего слоя | 1988 |
|
SU1653875A1 |
| US 2004214030 A1, 28.10.2004. | |||

