Изобретение относится к производству вспомогательных элементов строительных конструкций, а именно арматурных элементов из стеклопластика, предназначенных для армирования термоизоляционных стеновых строительных конструкций.
Наиболее близкой к предлагаемому изобретению является установка, включающая, установленные по ходу технологического процесса, устройство для подачи и укладки стержней ванну для неотвержденного связующего, устройство для нанесения связующего, питатель песка и термокамеру (SU 642449, кл. Е 04 С 5/07, опубл. 15.01.79).
Недостатком указанной установки является низкая автоматизация процесса и невозможность выполнения анкерных зацепов на концах стержня.
Задачей изобретения является повышение автоматизации процесса и выполнение анкерных зацепов на концах стержня.
Указанная задача решается тем, что в известной установке для выполнения анкерных зацепов, содержащей установленные по ходу технологического процесса, устройство для подачи и укладки стержней, устройство для нанесения связующего, питатели песка и термокамеру, устройство для подачи стержней представляет собой течку, образованную из верхней и нижней направляющими, удаленными друг от друга на расстояние d<h<1,5d где, d - диаметр стержня, и ограниченными с боковых сторон пластинами, установленными на расстоянии, равном длине стержня. Течка снабжена нагревательными элементами для обогрева концов стержня. Устройство для нанесения связующего включает две пары роликов, установленных с возможностью вращения друг относительно друга, на расстоянии, позволяющем наносить связующее на концы стержня, при этом каждая пара роликов включает погружной и наносящий ролики и совмещена с обогреваемой ванной для связующего. Питатель песка включает две течки и два накопителя, совмещенные попарно и установленные противоположно друг другу по ширине конвейера на расстоянии, равном lс-la, где lc - длина стержня, la - ширина анкерного зацепа. При этом устройство для укладки стержней синхронно связано с приводом цепного конвейера, рабочие элементы которого имеют паз для стержней. Термокамера снабжена излучателями.
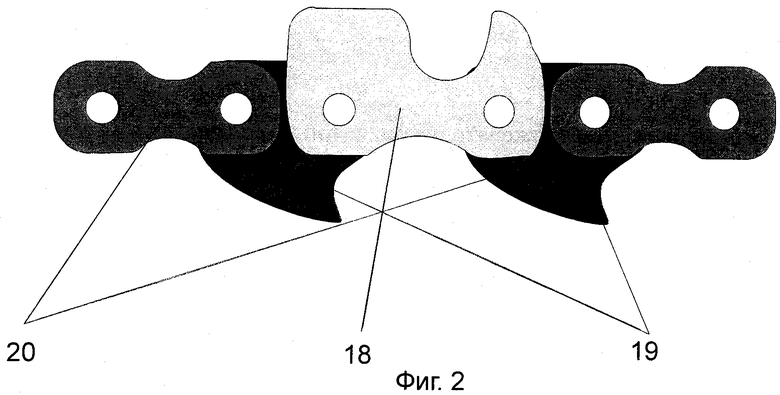
На фиг. 1 представлена общая схема предлагаемой установки. На фиг. 2 представлен фрагмент цепи цепного конвейера.
Установка включает установленные на раме (не показана) бункер 1 для стержней, подлежащих обработке, в котором установлен зубчатый ремень 2 с электроприводом; бункер 1 соединен с течкой 3, которая снабжена двумя пластинчатыми нагревательными элементами 4, установленными таким образом, чтобы обогреву подвергались концевые части стержней, находящихся в течке 3; укладчик стержней 5 с приводом 6; цепной конвейер 7 с приводом 8 и шестеренчатой передачей 9 на привод укладчика 5; две пары роликов 10 с приводами 11 и обогреваемыми ваннами 12 для связующего; питатель песка, состоящий из двух течек 13 и двух накопителей 14; термокамеру 15 с излучателями 16, в качестве которых использованы, например, инфракрасные излучатели, сборник готовой продукции 17.
Укладчик изделий включает два фигурных рычага 18 с пазами для стержня (показан один), установленные параллельно друг другу на неподвижной оси 19; один из фигурных рычагов шарнирно связан с контрольным рычагом 20, через тягу основного рычага 21, промежуточный рычаг 22 и тягу контрольного рычага 23. По крайней мере один из фигурных рычагов подпружинен пружиной 24, укрепленной на неподвижной стойке 25. Контрольный рычаг 20 установлен с возможностью контакта с рабочими элементами (гонками) 26 цепного конвейера.
Цепной конвейер 6 представляет собой две, смежно-расположенные, параллельные цепи, включающие рабочие элементы 26 с технологическим пазом для стержня и направляющие элементы 27, соединенные между собой основными звеньями 28.
На раме между накопителями песка 13 установлена пластина 29 с зубчатой поверхностью. Рама также снабжена опорными ходовыми направляющими (не показаны) с продольными канавками для направляющих звеньев 27 цепного конвейера. Цепной конвейер также снабжен ограничителем 30 в виде стального прута U-образной формы, жестко зацепленного на раме и протянутого от укладчика 5 до сборника готовой продукции 17.
Установка работает следующим образом: пластиковые стержни, подлежащие обработке, из бункера 1 подаются поштучно с помощью зубчатого ремня 2 в течку 3 с нагревательными элементами 4, откуда выходят в один слой в горизонтальном положении с подогретыми концами, и с помощью укладчика 5 устанавливаются в технологические пазы рабочих элементов (гонок) 26, движущегося цепного конвейера 7. Укладчик работает следующим образом: при движении конвейера гонок 26 смещает контрольный рычаг 20, который в свою очередь через тягу 23, промежуточный рычаг 22 и тягу 21 наклоняет фигурные рычаги 18, у которых в пазах находится стержень, при наклоне рычагов стержень укладывается в пазы гонок 26. Фигурные рычаги 18 под действием пружины 23 возвращаются в верхнее положение и принимают в свои пазы следующий стержень из течки 3. Привод 8 цепного конвейера обеспечивает движение укладчика 5 через шестеренчатую передачу 9. Уложенные в пазы конвейера стержни направляются к роликам 10. Нижние погружные ролики сопряжены с верхними промазывающими роликами шестеренчатыми передачами, при вращении они захватывают связующее из обогреваемой ванны 12 с помощью промазывающих роликов наносят связующее на концы стержня. Далее стержни с нанесенным связующим проходят через потоки песка, текущего из питателей 13 в накопители 14, установленные на противоположных сторонах конвейера, песок налипает на неотвержденное связующее. Благодаря зубчатой поверхности пластины 29 стержни, соприкасаясь с нею, приходят во вращательное движение, и песок налипает равномерно по окружности стержня. Продолжая двигаться по конвейеру, стержни попадают в термокамеру 15, где под воздействием излучения происходит полимеризация связующего с налипшим слоем песка. Далее стержни с нанесенным покрытием из смеси песка и связующего, продолжая двигаться по цепному конвейеру, охлаждаются на воздухе. Ограничитель 30 на всем пути следования стержней удерживает их в пазах гонок, у сборника готовой продукции 16 ограничитель обрывается, и готовые стержни и попадают в сборник готовой продукции.
Размер анкерного зацепа можно регулировать, изменяя вязкость связующего и ширину роликов, наносящих связующее. В качестве связующего может быть использован эпоксидный компаунд горячего отверждения по рецептуре для производства пластиковой арматуры.
Изобретение относится к производству элементов строительных конструкций, а именно арматурных элементов из стеклопластика для армирования термоизоляционных стеновых конструкций. Анкерные зацепы на арматурный элемент выполняют на установке, которая включает установленные по ходу технологического процесса и связанные между собой приводным цепным конвейером устройство для подачи стержней с нагревательными элементами для обогрева концов, укладчик стержней, синхронно связанный с приводом цепного конвейера, устройство нанесения связующего, включающее две пары установленных с возможностью вращения погружного и наносящего роликов, совмещенных с обогреваемой ванной для связующего, питатель зернистого материала, состоящий из двух совмещенных попарно течек и накопителей, и термокамеру с излучателями. Рабочие элементы цепного конвейера имеют паз для стержней. Технический результат - повышение автоматизации процесса и обеспечение возможности выполнения анкерных зацепов на концах. 1 з.п. ф-лы, 2 ил.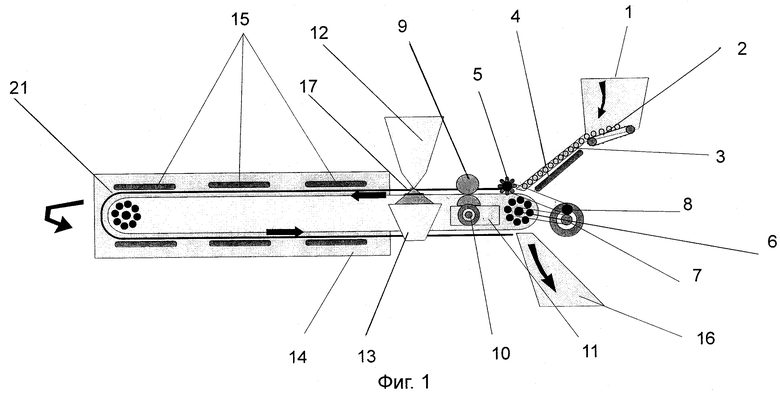
| Арматурный элемент | 1977 |
|
SU642449A1 |
| АРМАТУРНЫЙ ЭЛЕМЕНТ ДЛЯ АРМИРОВАНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ СТЕНОВЫХ КОНСТРУКЦИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2142039C1 |
| Арматура для бетона | 1977 |
|
SU657146A1 |
| Способ закрепления арматуры и устройство для осуществления способа | 1959 |
|
SU126247A1 |
| ФРОЛОВ Н.П., Стеклопластиковая арматура и стеклопластбетонные конструкции | |||
| - М.: Стройиздат, 1980, с.20-27. | |||

