Настоящее изобретение относится к области машиностроения, а именно к кузнечно-прессовому специальному технологическому оборудованию и может быть использовано в заготовительных участках, цехах всех отраслей промышленности Российской Федерации на производстве металопрофилей на линиях автоматических профилирования.
Известен кантователь проката B 21B39/20 - поворачивание, кантовка и прочие подобные операции с прокатом (направляющие, в которых изделие подвергается предварительному напряжению B 21B 15/02) https://findpatent.ru/patent/131/1313545.html ©, 2012-2022. Изобретение относится к прокатному производству и может быть использовано, например, в линиях осмотра и пакетирования проката. Цель изобретения - повьшение надежности устройства. После подачи проката кантующая втулка 5 начинает вращаться вместе с опорными роликами 6, при этом один опорный ролик 6 начинает откатываться по копиру 7, поднимая корпус 2 в вертикальных направляющих 8, а другой ролик 6 выходит из зоны копира 7, перемещаясь на место другого. При откатывании происходит сначала подъем, а затем опускание корпуса 2 в исходное положение, т.к. центр кривизны копира 7 находится выше центра вращения кантующей втулки 5. 4 ил. сл оо со СП 4: СП СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИК (дд 4 В21В 39/20 ОПИСАНИЕ ИЗОБРЕТЕНИЯ ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ Н ABTOPCHOMY СВИДЕТЕЛЬСТВУ (21) 3953313/22-02 (22) 16. 09. 85 (46) 30. 05. 87. Бюл. ¹- 20 (71) Колпинское отделение Всесоюзного научно -исследовательского и проектно-конструкторского института металлургического машиностроения Научно-производственного объединения "Внииметмаш" (72) Ю,Ф. Гаврюшов и В.В. Жуков (53) 621.77.06(088.8) (56) Авторское свидетельство СССР ¹ 506452, кл. В21В 39/30, 1974. (54) КАНТОВАТЕЛЬ ПРОКАТА (57) Изобретение относится к прокатному производству и может быть использовано, например, в линиях осмотра и пакетирования проката. Цель изобретения повышение надежности устройства. После подачи проката кантующая втулка 5 начинает вращаться вместе с опорными роликами 6, при этом один опорный ролик 6 начинает откатываться по копиру 7, поднимая корпус 2 в вертикальных направляющих 8, а другой ролик 6 выходит из эоны копира 7, перемещаясь на место другого. При откатывании происходит сначала подъем, а затем опускание корпуса 2 в исходное положение, т.к. центр кривизны копира 7 находится выше центра вращения кантующей втулки 5. 4 ил. 1313545. Изобретение относится к области прокатного производства и может быть использовано, например, в линиях осмотра и пакетирования проката. Недостатками данного технического решения являются невозможность снятия с приёмного стола, вкладывания друг в друга, и укладки стальных гнутых профилей проката в стопки.
Известен Укладчик гнутых профилей (Советский патент 1987 года по МПК B21B39/20 Описание патента на изобретение SU 1315069 A1 1315069. B21B39/20 - поворачивание, кантовка и прочие подобные операции с прокатом (направляющие, в которых изделие подвергается предварительному напряжению B21B 15/02) https://findpatent.ru/patent/131/1315069.html ©, 2012-2022). Изобретение относится к обработке металлов давлением и предназначено для использования при изготовлении несимметричных гнутых профилей проката, а более конкретно при производстве электродов газоочистных сооружений методом профилирования в валках профилегибочного стана. Целью изобретения является обеспечение кантовки профиля и одновременной его укладки в вертикальный ряд. Формула изобретения 1. Укладчик гнутых профилей преимущественно для электродов газоочистных сооружений, состоящий из несущей рамы, закрепленной на опоре стрелы, захвата, прижима и пульта управления, отличающийся тем, что, с целью обеспечения кантовки профиля и одновременной его укладки в вертикальный ряд, он снабжен вертикальной штангой, установленной с возможностью вертикального перемещения на стреле, которая в свою очередь установлена в роликовых опорах на несущей раме и снабжена приводом горизонтального перемещения, при этом захват шарнирно установлен на вертикальной штанге. 2. Укладчик по п. 1, отличающийся тем, что захват выполнен в виде корпуса и шарнирно установленных в нем кулачка и фигурной лапы, также шарнирно связанных между собой. 3. Укладчик по п. 1, отличающийся тем, что захват снабжен связанным с пультом управления бесконтактным магнитным выключателем и управляющим им подпружиненным флажком, установленным с возможностью взаимодействия с кантуемым профилем. Недостатками данного технического решения являются невозможность снятия с приёмного стола, вкладывания друг в друга и укладки стальных гнутых профилей проката в стопки.
Известно устройство для укладки длинномерных изделий в пакет (Патент №2060218 Классы МПК: B65G 57/18, публикация патента: 20.05.1996). Использование: для укладки в пакет уголкового и круглого проката. Сущность изобретения: устройство для укладки длинномерных изделий в пакет содержит смонтированный на раме конвейер поперечной подачи изделий с огибающим гибким органом звездочки, установленной со стороны второй по ходу подачи изделий звездочки с образованием канала для прохода изделий за счет дугообразной направляющей, смонтированной под звездочкой и закрепленной на балке. Верхняя часть дугообразной направляющей над звездочкой конвейера снабжена открытой передачей с огибающим гибким органом, связанной с приводом конвейера и расположенной с подъемом навстречу движению поперечной подачи изделий. К нижней части дугообразной направляющей по касательной к каналу для прохода изделий шарнирно прикреплен сборник, имеющий канал между внутренней стороной вилки, подвижной вдоль оси штока силовозбудителя, и неподвижной наружной поверхностью корпуса силовозбудителя, задняя часть корпуса которого выполнена округленной относительно оси шарнира сборника и снабжена стопором треугольной формы, выполненным из упругого материала. Имеется установленный на катках карман-накопитель, зафиксированный в переднем крайнем положении относительно сборника вертикальной стойкой, которая снабжена упором-ограничителем, шарнирно укрепленным на высоте конечного вертикального хода опорной площадки. Вертикальная стойка выполнена Т-образной формы, на одном конце которой смонтированы посадочные гнезда под установку шарнира сборника, а на другом - не перпендикулярные вертикали стойки пластины, на которые в рабочем положении силовозбудителя опираются ролики, установленные на выступе вилки сборника. Выступ вилки контактирует с опорой, прикрепленной к вертикальной стойке. Устройство для укладки длинномерных изделий в пакет, содержащее смонтированный на раме конвейер поперечной подачи изделий с огибающим звездочки гибким органом, расположенную со стороны второй по ходу подачи изделий звездочки с образованием канала для прохода изделий дугообразную направляющую, смонтированную под упомянутой звездочкой вертикальную стойку, связанный с приводом горизонтального перемещения карман-накопитель с вертикальными стенками и сборник изделий для передачи их в карман-накопитель, отличающееся тем, что оно снабжено смонтированной в верхней части дугообразной направляющей и связанной с приводом упомянутого конвейера передачей с гибким замкнутым органом, расположенным с подъемом навстречу движению изделий и образованием канала для контактирования последних в нем с этим органом и гибким органом конвейера, а сборник изделий содержит вилку, соединенную с силовым приводом с возможностью перемещения вдоль оси его штока и образования канала в сборнике между ее внутренней стороной и наружной поверхностью корпуса этого привода, и шарнирно прикреплен к вертикальной стойке с возможностью размещения опорной поверхности канала сборника по касательной к опорной поверхности канала, образованного дугообразной направляющей и второй звездочкой конвейера для поперечной подачи изделий, при этом корпус силового привода со стороны шарнира выполнен скругленным и снабжен размещенным в этой части стопором для контактирования с изделиями, карман-накопитель связан с подъемно-опускной опорной площадкой, выполненной с ячейками для изделий, а на вертикальной стойке шарнирно установлен упор-ограничитель вертикального хода опорной площадки кармана-накопителя, размещенный с возможностью контактирования с верхним слоем размещенных на опорной площадке изделий. Стопор выполнен треугольной формы из упругого материала. На передней части вилки сборника выполнен выступ, расположенный с возможностью контактирования с опорой, прикрепленной к вертикальной стойке. Вертикальная стойка кармана-накопителя выполнена Т-образной, при этом с одной стороны стойки выполнены посадочные гнезда для шарнира сборника, а с другой закреплены неперпендикулярно вертикальной стойке пластины, которые установлены с возможностью взаимодействия в рабочем положении с роликами, установленными на выступе вилки сборника. Недостатками данного технического решения являются невозможность снятия с приёмного стола, вкладывания друг в друга и укладки стальных гнутых профилей проката в стопки.
Близких аналогов (прототипа) к заявленному техническому решению в ходе предварительного патентного исследования найдено не было.
Задача заявляемого изобретения - замена трудоёмких технологических операций с мерным стальным холодногнутым профилем, а именно съёма готовой продукции с приёмного устройства, вкладывание профиля друг в друга, складирования в стопки (Фиг. 6).
АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С.
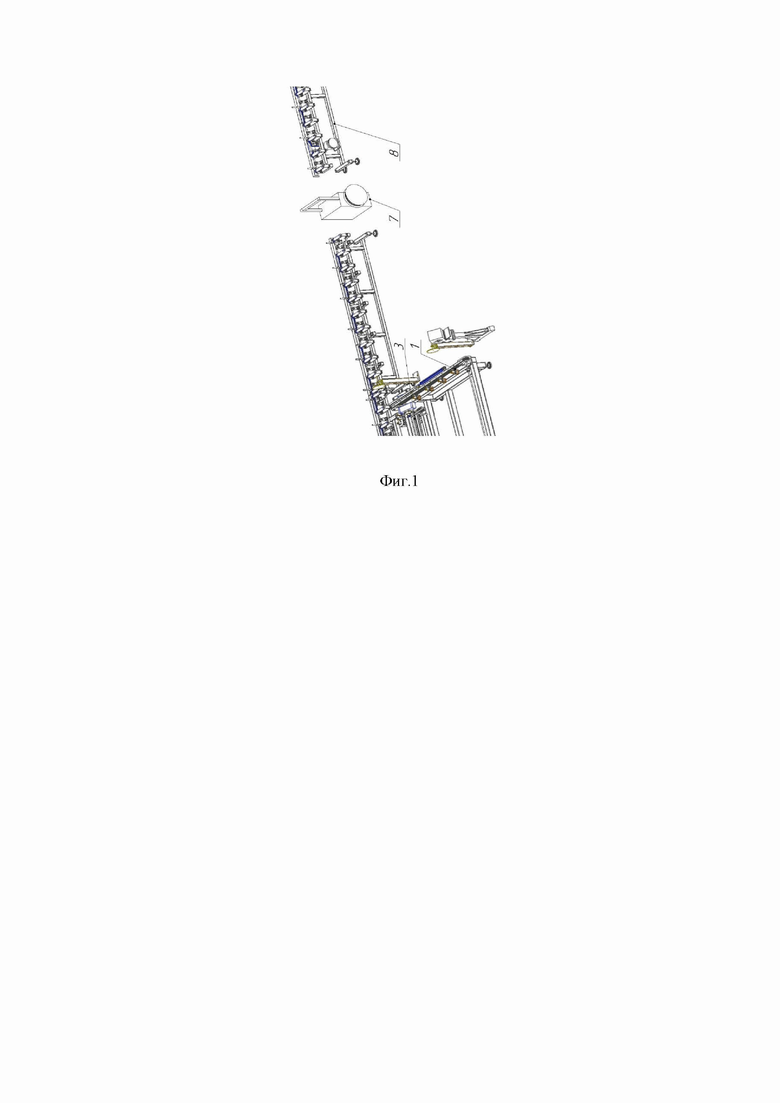
Укладчик автоматический представляет собой ленточный конвейер (фиг. 1 поз. 1) с установленными на нем склизом, механизмом подбивки профиля (фиг. 1 поз. 2), механизмом переворачивания (фиг. 1 поз. 3), механизмом формирования стопки (фиг. 1 поз. 4) и механизмом сталкивания (фиг. 1 поз. 5). Механизм подбивки представляет собой два упора, подвижный и неподвижный, привод подвижного упора гидравлический. Направление приема профиля: слева - направо.
Механизм переворачивания представляет собой поворотные рычаги с установленными на них электромагнитами. Угол поворота 180 градусов. Поворот осуществляется поворотным пневмоцилиндром.
Механизм формирования стопки выполнен в виде площадки, на которую механизмом сталкивания сдвигается часть стопки после переворачивания. После этого площадка перемещается вниз на высоту профиля при помощи гидроцилиндра и на нее сталкивается следующая часть стопки. Таким образом происходит формирование стопки. Далее площадка механизма формирования стопки возвращается в исходное положение и при помощи механизма сталкивания сформированная стопка перемещается на рольганг (фиг. 1 поз. 6) приводной по которому движется в сторону стреппинг машины (фиг. 1 поз. 7), которая производит обвязку стопки в двух местах, и посредством второй секции рольганга приводного (фиг. 1 поз. 8) выкатывается в зону снятия стопки с рольганга.
Кроме того, на раме приемного стола установлен конвейер (1).
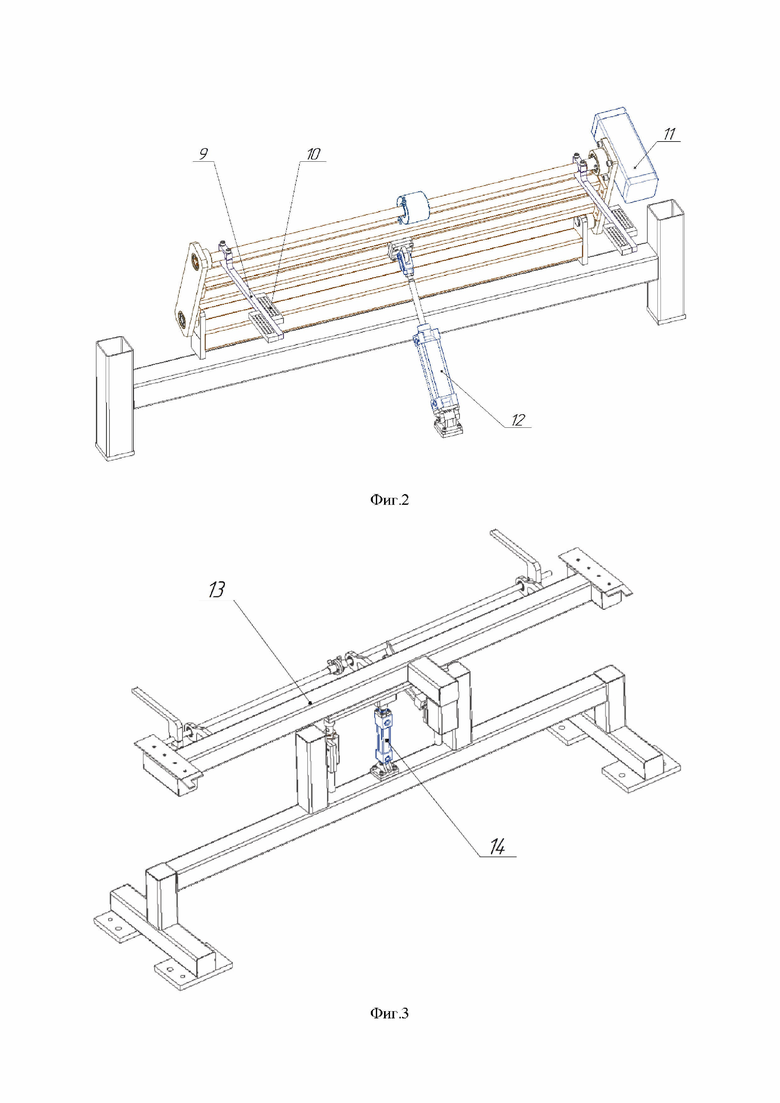
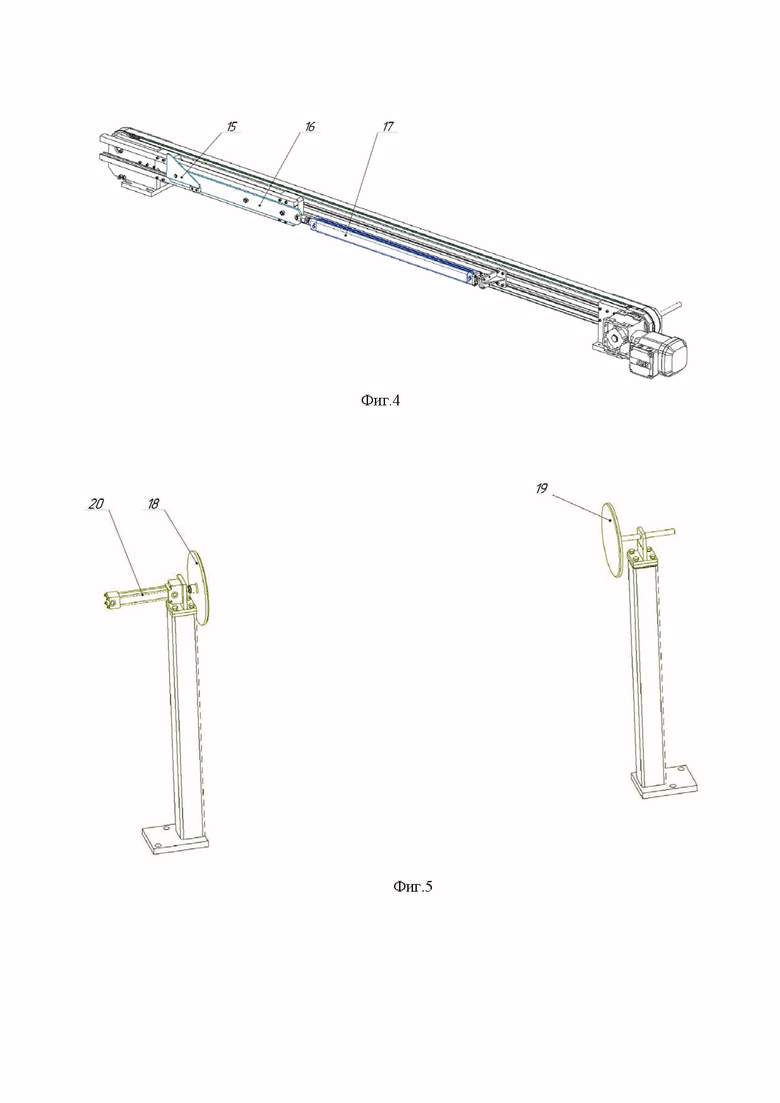
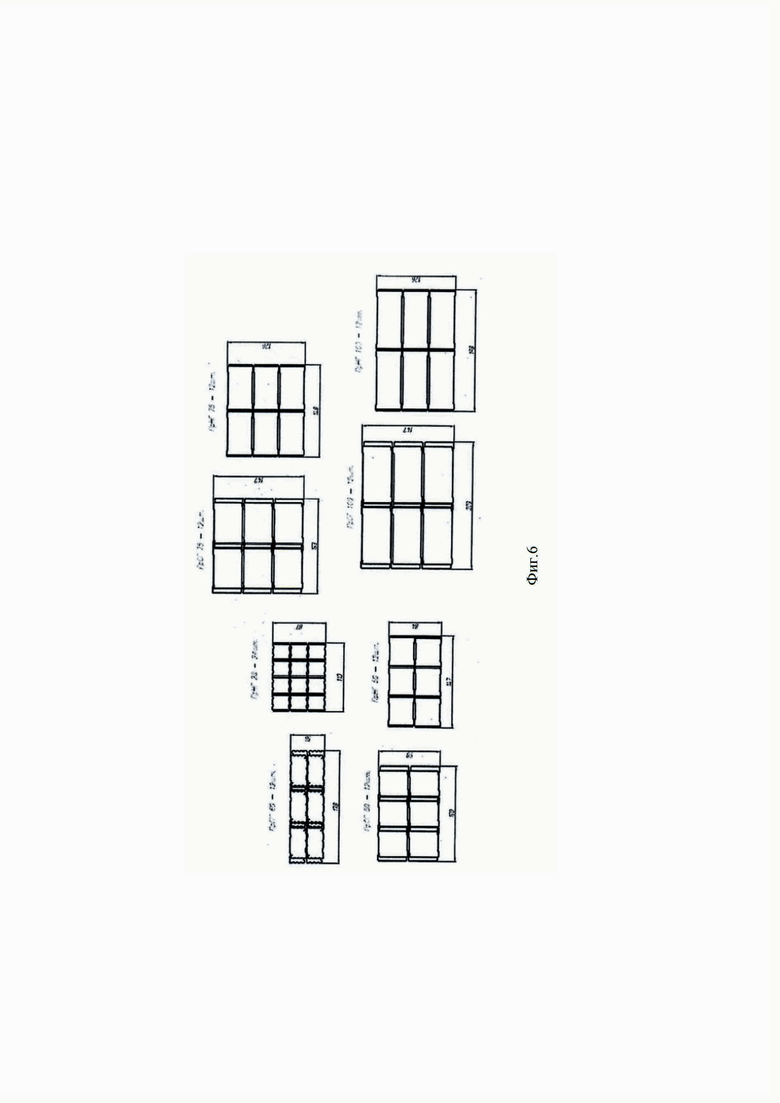
Механизм переворачивания (фиг. 2) с кронштейном (9) к которым прикреплен электромагнит (10) и поворотным пневмоцилиндром (11), Механизм переворачивания (фиг. 4) регулируется с помощью пневмоцилиндра (12), Механизма формирования стопки (фиг. 3) с площадкой (13) для формирования стопки, Пневмоцилиндр (14) опускания и подъема площадки, Механизм сталкивания (фиг. 4), представляющего толкатель (15) прикрепленный к рычагу (16) соедененным с пневмоцилиндром (17), установленного с внешней стороны конвейра (1), Механизм подбивки профиля, преставляет собой два упора, подвижный (18) и неподвижный (19), привод подвижного упора гидравлический (20), Рольганг приводной (6, 8).
Работа АВТОМАТИЧЕСКОГО УКЛАДЧИКА СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С в целом обеспечивается совместной работой его составных частей.
АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С работает следующим образом.
После обрезки мерный стальной холодногнутый профиль поступает на ленточный конвейер. При срабатывании датчиков, установленных на приемном столе, пневмоцтлиндры поднимаются, происходит формирование ряда из профиля. Сформированный ряд выравнивается механизмом подбивки профиля и далее поступает в следующую секцию накопления. В конечной точке ряд профиля попадает в механизм переворачивания на поворотные рычаги с установленными на них электромагнитами. Переворот на 180 градусов осуществляется с помощью поворотного пневмоцилиндра на площадку механизма формирования стопки. Площадка перемещается вниз на высоту профиля при помощи гидроцилиндра и на нее сталкивается следующая часть стопки. Происходит формирование стопки. Далее площадка механизма формирования стопки возвращается в исходное положение и при помощи механизма сталкивания сформированная стопка перемещается на рольганг приводной по которому движется в сторону стреппинг машины, которая производит обвязку стопки в двух местах, и посредством второй секции рольганга приводного выкатывается в зону снятия стопки с рольганга.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| КОМПЛЕКС ДЛЯ СУШКИ И ОБЖИГА КИРПИЧА С ЕГО ТРАНСПОРТИРОВКОЙ В КАССЕТАХ, КАССЕТА ДЛЯ ТРАНСПОРТИРОВКИ КИРПИЧА, АВТОМАТ-САДЧИК, АВТОМАТ-УКЛАДЧИК, СУШИЛО И НАКОПИТЕЛЬ КАССЕТ | 2006 |
|
RU2333831C2 |
| Агрегат для укладки в пакеты на поддонах штучных предметов | 1972 |
|
SU445596A1 |
| Устройство для послойной укладки изделий в пакет | 1988 |
|
SU1572954A1 |
| Автомат-укладчик кирпича на сушильные рамы | 1980 |
|
SU980992A1 |
| Установка для упаковки продуктов в картонные коробки | 2020 |
|
RU2730764C1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| РОБОТИЗИРОВАННАЯ УСТАНОВКА ПО УКЛАДКЕ НА ПОДДОНЫ | 2023 |
|
RU2813504C1 |
| УСТРОЙСТВО ДЛЯ СМЕНЫ КЛЕТЕЙ МНОГОКЛЕТЬЕВОГО ПРОКАТНОГО СТАНА | 2009 |
|
RU2404870C1 |
Изобретение относится к автоматическому укладчику стальных холодногнутых профилей типа П и С. Укладчик содержит раму приемного стола с установленным на ней ленточным конвейером, механизм формирования стопки профилей с площадкой для формирования стопки профилей, пневмоцилиндр опускания и подъема площадки для формирования стопки профилей, механизм переворачивания стопки профилей, механизм сталкивания стопки профилей, механизм подбивки профиля, приводной рольганг и стреппинг машину для обвязки стопки профилей. Механизм переворачивания стопки профилей выполнен в виде поворотных рычагов в виде кронштейнов с установленными на них электромагнитами, выполненных с возможностью поворота на 180 градусов посредством поворотного пневмоцилиндра. Механизм сталкивания стопки профилей выполнен с возможностью перемещения сформированной стопки профилей на приводной рольганг. В результате исключаются трудоёмкие технологические операции с мерным стальным холодногнутым профилем. 6 ил.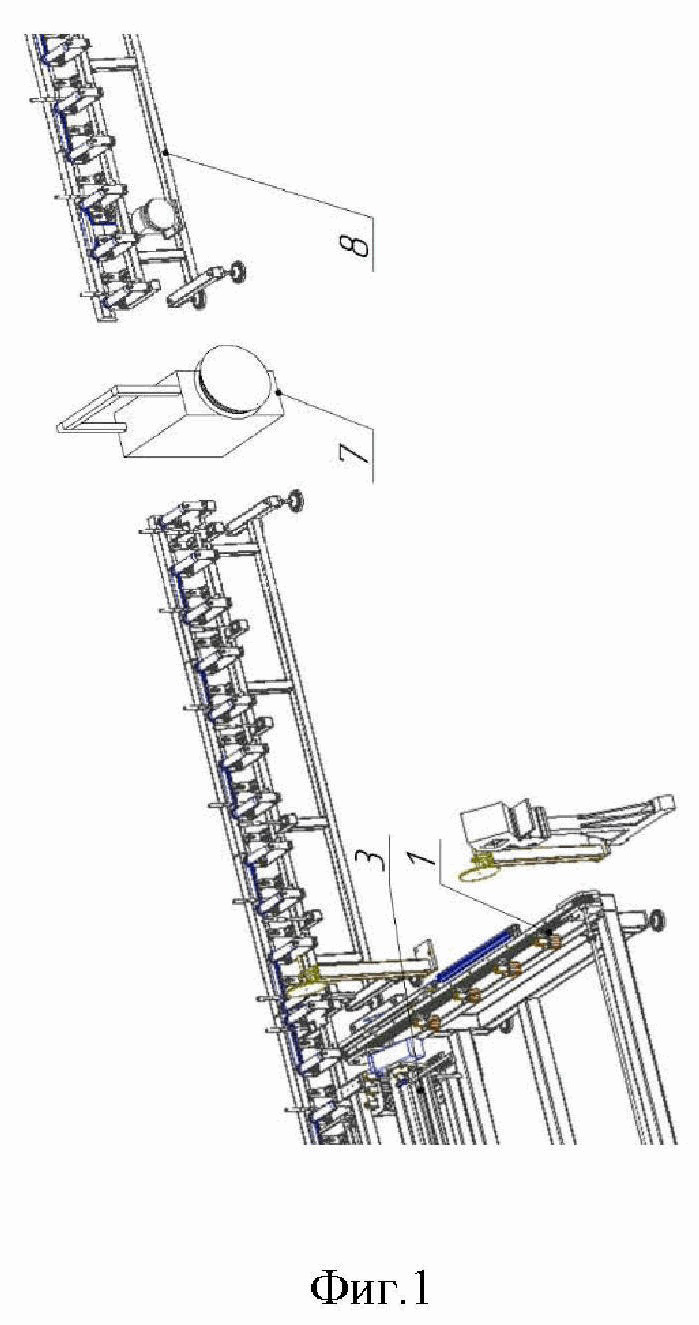
Автоматический укладчик стальных холодногнутых профилей типа П и С, отличающийся тем, что он содержит раму приемного стола с установленным на ней ленточным конвейером, механизм формирования стопки профилей с площадкой для формирования стопки профилей, пневмоцилиндр опускания и подъема площадки для формирования стопки профилей, механизм переворачивания стопки профилей, выполненный с возможностью его регулировки посредством пневмоцилиндра, механизм сталкивания стопки профилей, выполненный в виде толкателя, прикрепленного к рычагу, соединенного с пневмоцилиндром, установленным с внешней стороны ленточного конвейера, механизм подбивки профиля, выполненный в виде двух упоров – неподвижного упора и подвижного упора с гидравлическим приводом, приводной рольганг и стреппинг машину для обвязки стопки профилей, при этом на ленточном конвейере установлен склиз, механизм переворачивания стопки профилей выполнен в виде поворотных рычагов в виде кронштейнов с установленными на них электромагнитами, выполненных с возможностью поворота на 180 градусов посредством поворотного пневмоцилиндра, а механизм сталкивания стопки профилей выполнен с возможностью перемещения сформированной стопки профилей на приводной рольганг.
| RU 2060218 C1, 20.05.1996 | |||
| Кантователь проката | 1984 |
|
SU1205958A1 |
| Электронное реле направления | 1940 |
|
SU73150A1 |
| US 3490612 A1, 20.01.1970. | |||

