Изобретение относится к области получения изопрена из изобутена и/или трет-бутанола и формальдегида.
Более конкретно изобретение относится к области получения изопрена из изобутена и/или трет-бутанола и формальдегида без промежуточного извлечения полупродуктов, являющихся предшественниками изопрена, например 4,4-диметилдиоксана и/или 3-метилбутан-1,3-диола.
Известен способ [US 4593145, 03.06.1986] получения изопрена путем химического взаимодействия алкил-трет-бутилового эфира с формальдегидом в кислотном водном растворе, характеризующийся тем, что в реакционную зону непрерывно или периодически подают указанный алкил-трет-бутиловый эфир, источник формальдегида и воду и из указанной реакционной зоны отгоняют изопрен, воду, непрореагировавшие исходные материалы, изобутен, трет-бутанол и другие низкокипящие компоненты, причем количество подаваемых в реакционную зону алкил-трет-бутилового эфира и источника формальдегида таково, что мольное отношение алкил-трет-бутиловый эфир : формальдегид в питании составляет не менее 2 и давление поддерживается от 1,2 до 3,5 раз выше, чем давление водно-кислотного раствора, существующего в реакционной зоне при реакционной температуре.
Недостатком способа является то, что при использовании алкил-трет-бутилового эфира(ов) образуется большое количество соответствующего(их) алкилового(ых) спирта(ов) и различных эфиров, отделение которых от целевого продукта весьма затруднительно.
Известен и наиболее близок к предлагаемому нами способ [US 4511751, 16.04.1985] получения изопрена путем химического взаимодействия изобутена и/или трет-бутанола с формальдегидом в реакционной зоне в кислотно-водном растворе, характеризующийся тем, что изобутен и/или трет-бутанол, источник формальдегида и воду подают в указанную реакционную зону непрерывно или периодически и из реакционной зоны отгоняют изопрен, воду, непрореагировавшие исходные вещества и другие низкокипящие компоненты, причем количество подаваемых изобутена и/или трет-бутанола и формальдегида и/или его источника таковы, что мольное отношение изобутен и/или трет-бутанол (суммарно) к формальдегиду составляет не менее 3 и давление в реакционной зоне поддерживают на уровне в 1,1-2,5 раз выше давления кислотно-водного раствора при температуре реакционной зоны.
Как вариант в US 4511751 предлагается проводить процесс в нескольких реакционных зонах, причем изобутен и/или трет-бутанол подают в первую реакционную зону, а источник формальдегида и воду подают в каждую реакционную зону непрерывно или периодически.
Способ по US 4511751 имеет ряд недостатков.
В нем не предусмотрено эффективное вертикальное контактирование парового и жидкого потоков. Во всех примерах в US 4511751 показано использование в качестве реакторов аппаратов с мешалками, что сложно для технологического осуществления в условиях сильно коррозионной среды.
Отсутствует эффективная система вывода высококипящих побочных продуктов (ВПП) из реакционной зоны. Вывод кислотно-водного раствора снизу реакционного аппарата (с рециркуляцией в кипятильник) ведет к попаданию ВПП на горячие стенки трубок кипятильника и образованию отложений.
Указанное в US 4511751 давление в реакционном аппарате (зоне) (в 1,1-2,5 раз выше давления кислотно-водного раствора при реакционной температуре) может приводить к наличию части изопрена в конденсированном (частично растворенном) состоянии, что ведет к образованию ВПП и связанным с этим отрицательным явлением.
С другой стороны, то, что непрореагировавшие исходные материалы (в т.ч. трет-бутанол отгоняются ("дистиллируются") из реакционной зоны, может приводить к отсутствию или недостаточному содержанию в жидкости реакционной зоны трет-бутанола, необходимого для химического связывания формальдегида, что ведет к повышенному образованию высокомолекулярных продуктов, забивающих оборудование отложениями.
Способ по US 4511751 допускает отсутствие подачи трет-бутанола в реакционную зону (заявлены изобутен и/или трет-бутанол). Поскольку подаваемый изобутен является весьма легким продуктом (норм. Ткип = -6,9oС) и в условиях синтеза будет практически отсутствовать в жидкой фазе, то не гарантируется эффективное химическое "связывание" формальдегида и остается возможность для образования с его участием высокомолекулярных продуктов и забивки оборудования отложениями.
Мы предлагаем способ получения изопрена, включающий жидкофазное взаимодействие формальдегида и возможно веществ(а), являющего(их)ся источником формальдегида с трет-бутанолом и возможно изобутеном в реакционной зоне синтеза изопрена в присутствии сильного кислого катализатора и воды при повышенной температуре и мольном избытке подаваемого трет-бутанола по отношению к суммарному количеству формальдегида, подаваемого в указанную реакционную зону синтеза изопрена и возможно выделяемого указанным источником формальдегида, с непрерывной отгонкой образующихся изопрена, изобутена и части воды из реакционной зоны синтеза изопрена и последующим выделением изопрена и изобутена, согласно которому процесс проводят в вертикальной реакционной зоне синтеза изопрена, имеющей высоту, как минимум, в 4 раза превышающую диаметр, соединенной снизу с кипятильником, поддерживают в ней давление, при котором отсутствует конденсация изопрена, но большая часть воды, формальдегида и значительная часть трет-бутанола находится в жидкой фазе, осуществляют движение пара и жидкости в реакционной зоне синтеза изопрена преимущественно снизу вверх, выводят из верхней части указанной зоны один или два жидких потока, содержащих вещества с более высокими, чем у изопрена, температурами кипения, причем, как минимум, часть выделенного изобутена подвергают взаимодействию с водой и образующийся трет-бутанол повторно используют при синтезе изопрена.
Как вариант предлагается способ, согласно которому, как минимум, в части реакционной зоны синтеза изопрена располагают массообменные устройства и/или массообменную насадку.
Как вариант предлагается способ, согласно которому реакционная зона синтеза изопрена и кипятильник, являющийся многотрубчатым, соединены так, что они образуют единый аппарат и каждая из трубок кипятильника непосредственно сообщается с реакционной зоной синтеза изопрена, а межтрубное пространство, в которое поступает греющий агент, отделено от нее.
Как вариант предлагается способ, согласно которому часть трет-бутанола и/или изобутена, возможно в смеси с другими углеводородами, подвергают превращению в жидкофазной реакционной зоне синтеза полупродуктов - предшественников изопрена в присутствии формальдегида, воды и сильного кислого катализатора и выводимую реакционную смесь направляют, возможно после отгонки непрореагировавших углеводородов С4, в реакционную зону синтеза изопрена и/или соединенный с ней кипятильник.
Как вариант предлагается способ, согласно которому выделенный изобутен или его часть подвергают взаимодействию с водой и возможно формальдегидом в отдельной зоне превращения выделенного изобутена в присутствии сильного кислого катализатора и образующийся трет-бутанол или реакционную смесь, возможно после отгонки изобутена, подают в реакционную зону синтеза изопрена и/или соединенный с ней кипятильник, и/или в жидкофазную реакционную зону синтеза полупродуктов - предшественников изопрена.
Как вариант предлагается способ, согласно которому выделенный изобутен или его часть подвергают взаимодействию с водой и возможно формальдегидом в присутствии сильного кислого катализатора совместно с сырьевой изобутенсодержащей углеводородной смесью и образующийся трет-бутанол или реакционную смесь, предпочтительно после отгонки непрореагировавших углеводородов С4, направляют в реакционную зону синтеза изопрена и/или соединенный с ней кипятильник, и/или в жидкофазную реакционную зону синтеза полупродуктов - предшественников изопрена.
Как вариант предлагается способ, согласно которому формальдегид и/или трет-бутанол, и/или реакционную смесь(и), полученную(ые) при взаимодействии изобутена и/или изобутенсодержащей смеси с водой и возможно формальдегидом, подают двумя или несколькими потоками на разные уровни реакционной зоны синтеза изопрена, но не выше 3/4 ее высоты.
Как вариант предлагается способ, согласно которому в качестве кислого катализатора используют сильную кислоту, предпочтительно в присутствии ингибитора(ов) коррозии, или кислый катионит.
Как вариант предлагается способ, согласно которому из верхней части реакционной зоны синтеза изопрена выводят жидкий поток, содержащий преимущественно воду и сильный кислый катализатор, который предпочтительно после отслаивания нерастворенных органических веществ и возможно после экстрагирования высококипящих побочных продуктов веществами или смесями, не образующими с водно-кислотным потоком гомогенной смеси, направляют в нижнюю часть реакционной зоны синтеза изопрена и/или соединенный с ней кипятильник, и/или зону(ы) взаимодействия изобутена с водой и/или зону синтеза предшественников изопрена.
Как вариант предлагается способ, согласно которому процесс в реакционной зоне синтеза изопрена проводят в присутствии высококипящего инертного растворителя, не образующего с водой гомогенной смеси, и из верхней части реакционной зоны синтеза изопрена выводят жидкий поток, содержащий указанный инертный растворитель и высококипящие побочные продукты.
Как вариант предлагается способ, согласно которому при использовании в качестве катализатора сильной кислоты в водном растворе, как минимум, из части указанного раствора отгоняют излишнюю воду в отдельном аппарате, после чего раствор вновь используют в процессе.
В качестве веществ, являющихся источником формальдегида, могут быть использованы вещества, которые образуются в процессе взаимодействия формальдегида с изобутеном и/или трет-бутанолом и которые в реакционной зоне синтеза изопрена в присутствии сильного кислого катализатора и воды при повышенной температуре способны превращаться с выделением свободного формальдегида. Основным представителем таких веществ является 4,4-диметил-1,3-диоксан, разлагающийся преимущественно по реакции: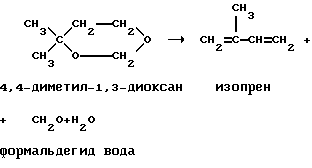
К числу других веществ можно отнести диоксановые и алкилдиоксановые спирты, формали диоксановых спиртов, метиловые и трет-бутиловые эфиры диоксановых спиртов.
Все вышеуказанные источники формальдегида:
- могут образовываться непосредственно в рассматриваемом процессе, выделяться из реакционной массы и возвращаться в реакционную(ые) зону(ы);
- могут быть получены в отдельном процессе, например, как было реализовано в промышленности на I стадии двухстадийного процесса синтеза изопрена из изобутилена и формальдегида, причем установка для их получения может находиться как на другом предприятии, так и на этом же предприятии, что и предлагаемый процесс;
- могут быть получены в результате сочетания обоих предыдущих вариантов.
Осуществление изобретения иллюстрируется рисунками (фиг. 1-3) и примерами 1-10.
Указанные рисунки и примеры не исчерпывают всех возможных вариантов осуществления изобретения и возможны иные технические решения при соблюдении его сути, изложенной в формуле изобретения.
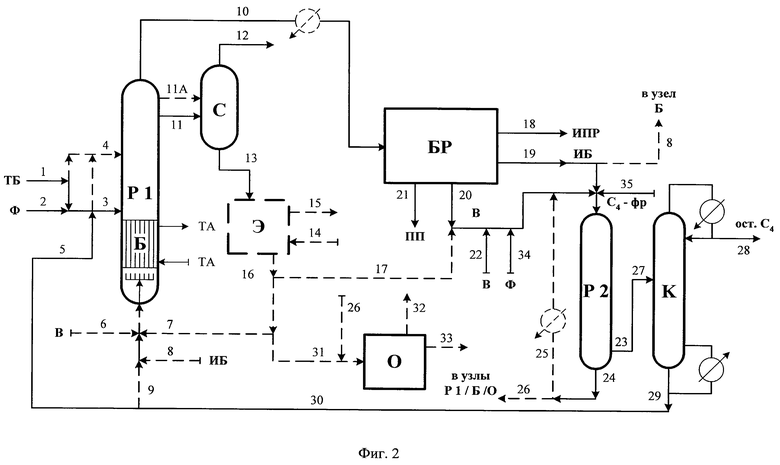
Согласно фиг. 1 трет-бутанол (ТБ) поступает по линии 1 и водный раствор формальдегида (Ф) - по линии 2. Указанные потоки направляют в нижнюю часть вертикальной реакционной зоны синтеза изопрена Р1 по линии 3. Часть потоков возможно направляют на более высокий уровень(ни) зоны Р1 (показана линия 4). В вертикальную зону Р1 направляют также поступающий по линии 5 поток, полученный после взаимодействия с водой в реакционной зоне Р2 изобутена, выделенного в блоке разделения БР, и содержащий трет-бутанол.
Снизу вертикальная реакционная зона синтеза изопрена Р1 связана с кипятильником ("бойлером") Б по жидкостному (на вход в Б) и парожидкостному (из Б в Р1) потокам. Кипятильник подогревается теплоагентом ТА. В кипятильник Б возможно подают поток воды 6 предпочтительно в состоянии перегретого пара, а также рециркулируемый поток, содержащий водно-кислотный раствор (поток 7), рециркулируемый изобутен (поток 8) и часть рециркулируемого потока, получаемого после взаимодействия с водой изобутена в реакционной зоне Р2 (поток 9).
Сверху вертикальной реакционной зоны синтеза изопрена Р1 выводят в паровом состоянии поток 10, который направляют, возможно после конденсации, в блок разделения БР. Из верхней части Р1 выводят также один или два жидких потока 11 и 11а, который(е) направляют в сепаратор-отстойник С. Сверху С выводят поток 12, содержащий высококипящие примеси, а снизу - поток 13, содержащий преимущественно водно-кислотный раствор.
Поток 13 может быть подвергнут в экстракторе Э гетерогенному контактированию с потоком 14, способным растворять высококипящие побочные продукты, который выводят по линии 15. Потоком 14 может служить (после конденсации) полностью или частично поток 10. В этом случае поток 15 направляют в узел БР. Далее водно-кислотный поток выводят по линии 16 и направляют в качестве рецикла в кипятильник Б по линии 7 (возможно в Р1) и/или по линии 17 в реактор Р2, где его контактируют с выводимым из БР потоком изобутена.
Из блока БР, имеющего как минимум колонны отгонки (ректификации) изобутена и отгонки (ректификации) изопрена, выводят поток изопрена ИПР (поток 18), изобутена ИБ (поток 19), воды В (поток 20) и побочных продуктов ПП (показано как один поток 21).
Изобутен, выводимый из БР по линии 19, предпочтительно направляют в реактор гидратации Р2 (показан вариант подачи в Р2 снизу) и возможно частично направляют в кипятильник Б по линии 8. В Р2 может быть направлен дополнительный поток воды (поток 22).
Из Р2 выводят поток 23, содержащий трет-бутанол и концентрированный изобутен, и поток 24, содержащий воду или водно-кислотный раствор, который охлаждают и рециркулируют на вход в Р2 по линии 25 и/или направляют по линии 26 в вертикальную реакционную зону синтеза изопрена Р1 и/или кипятильник Б.
Поток 23 направляют в Р1 и/или Б, и/или в узел К (линия 27), где осуществляют отгонку изобутена, выводимого по линии 28, который далее предпочтительно направляют в кипятильник Б и/или используют в качестве экстрагента высококипящих побочных продуктов в экстракторе Э. Из К снизу по линии 29 выводят поток, содержащий трет-бутанол, который направляют в Р1 (по линиям 30 и 5) и возможно в кипятильник Б (линия 9).
Водно-кислотный раствор может быть направлен по линии 31 и/или 26 в узел О, где осуществляют отгонку излишней воды, выводимой по линии 32. Более концентрированный водно-кислотный раствор выводят по линии 33 и далее направляют в Б и/или Р1, и/или Р2.
В реактор Р2 может быть дополнительно введен поток 34, содержащий формальдегид Ф. В этом случае потоки 23 и 24, выводимые из Р2, помимо трет-бутанола, содержат 4,4-диметил-1,3-диоксан, 3-метилбутан-1,3-диол и возможно другие вещества, являющиеся полупродуктами - предшественниками изопрена.
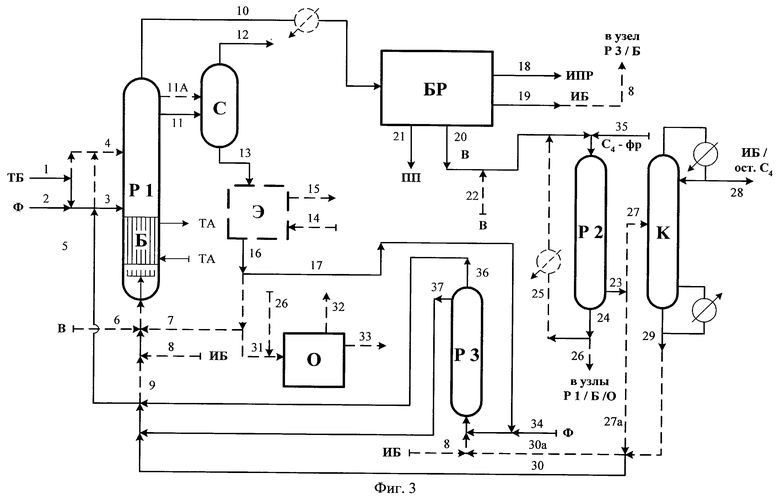
На фиг. 2 в отличие от фиг. 1 показано использование вертикальной реакционной зоны синтеза изопрена Р1, имеющей в нижней части кипятильник Б, трубки которого непосредственно сообщаются с вышележащим пространством Р1. Также в отличие от фиг. 1 в реактор Р2 подают не только изобутен, выводимый из узла БР по линии 19, но и изобутенсодержащую смесь углеводородов (преимущественно С4) по линии 35.
Выводимый из Р2 органический поток 23 подают по линии 27 в ректификационную колонну К. Сверху нее выводят по линии 28 смесь непрореагировавших углеводородов С4. Снизу по линии 29 выводят поток, содержащий трет-бутанол, который по линии 30 и далее по линии 5 направляют в P1. Часть потока 30 по линии 9 может быть подана в кипятильник Б.
Функциональное назначение остальных аппаратов, узлов и линий совпадает с показанным на фиг. 1 и изложенным выше при ее описании.
В реактор Р2 может быть подан раствор формальдегида Ф (линия 34). Это способствует более полной конверсии изобутена в Р2. При этом выводимые из Р2 потоки 23 и 24 (далее потоки 29 и 26) содержат, помимо трет-бутанола, также образующиеся полупродукты - предшественники изопрена: 4,4-диметил-1,3-диоксан, 3-метилбутан-1,3-диол и др.
На фиг. 3 в отличие от фиг. 1 и 2 поток, содержащий изобутилен (ИБ) по линии 8 направляют в дополнительный реактор Р3. В Р3 подают по линии 17 водно-кислотный раствор и по линии 34 раствор формальдегида Ф. В Р3 происходит образование полупродуктов - предшественников изопрена (4,4-диметил-1,3-диоксана и др.).
Из Р3 выводят поток 36, содержащий трет-бутанол, предшественники изопрена и изобутен, который направляют в Р1 и/или кипятильник Б, и выводят по линии 37 водно-кислотный раствор, который направляют в Р1 и/или Б.
ПРИМЕР 1
Синтез изопрена проводят согласно фиг. 1. Реакционная зона синтеза изопрена Р1 имеет высоту 600 мм и диаметр 100 мм. Снизу реакционная зона синтеза изопрена связана с кипятильником Б. Большая часть реакционной зоны выше ввода потока из кипятильника и ниже вывода жидкого потока заполнена массообменными устройствами - инертной насадкой.
Поток, содержащий исходный формальдегид, исходный трет-бутанол и воду, подают в реакционную зону синтеза изопрена на 0,1 м выше подачи потока из кипятильника Б. Рециркулируемый поток, содержащий водно-кислотный раствор, подают в кипятильник Б.
Изобутен, выделяемый в блоке разделения БР, взаимодействует с водой в реакторе Р2. Образующийся трет-бутанол возвращают в реакционную зону синтеза изопрена совместно с исходными реагентами.
Сверху реакционной зоны синтеза изопрена выводят в паровом состоянии поток, направляемый в БР, где из него выделяют изобутилен, изопрен, фракцию побочных продуктов и фракцию высококипящих примесей, и в жидком состоянии поток, который после отстоя от высококипящих примесей направляют в рецикл в кипятильник Б.
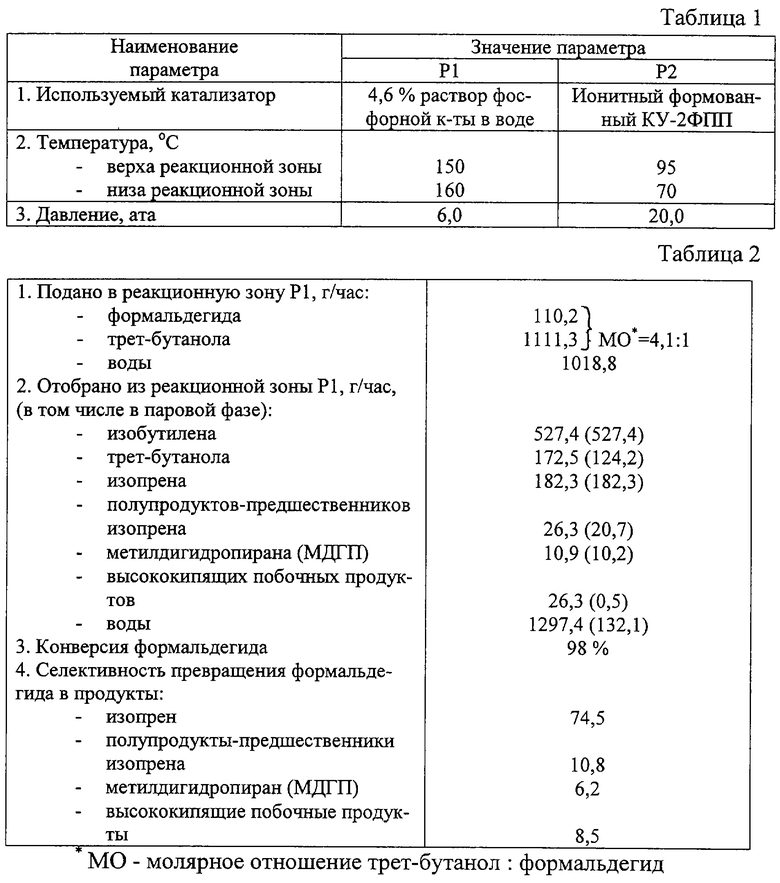
В табл. 1 представлены параметры работы Р1 и Р2.
В табл. 2 приведены основные результаты работы реакционной зоны синтеза изопрена.
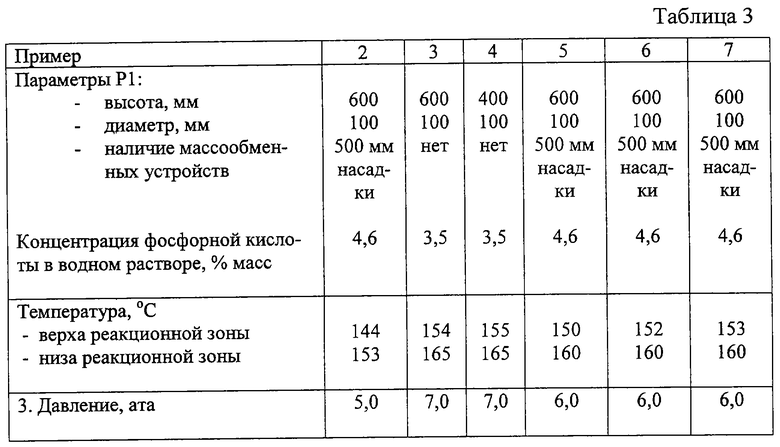
ПРИМЕРЫ 2-7
Синтез изопрена проводят аналогично примеру 1, изменяя параметры реакционной зоны синтеза изопрена Р1 и условия проведения реакций.
Параметры Р1 и условия проведения реакций в Р1 представлены в табл.3.
В примере 5 по сравнению с примером 1 дополнительно использовался прием подачи водного раствора формальдегида на три уровня, расположенных через 100 мм по высоте реакционной зоны синтеза изопрена, начиная с места ввода остальных исходных продуктов, при этом все количество формальдегида разбивалось на три равные части. Кислый водный слой, отбираемый с верха реакционной зоны, экстрагировался конденсатом паровой фазы.
В примере 6 по сравнению с примером 1 дополнительно использовался инертный углеводородный растворитель - н-октан в количестве 150 г/ч и с верха реакционной зоны синтеза изопрена отбирали два жидких потока.
В примере 7 по сравнению с примером 1 использовали реактор со встроенным в него кипятильником.
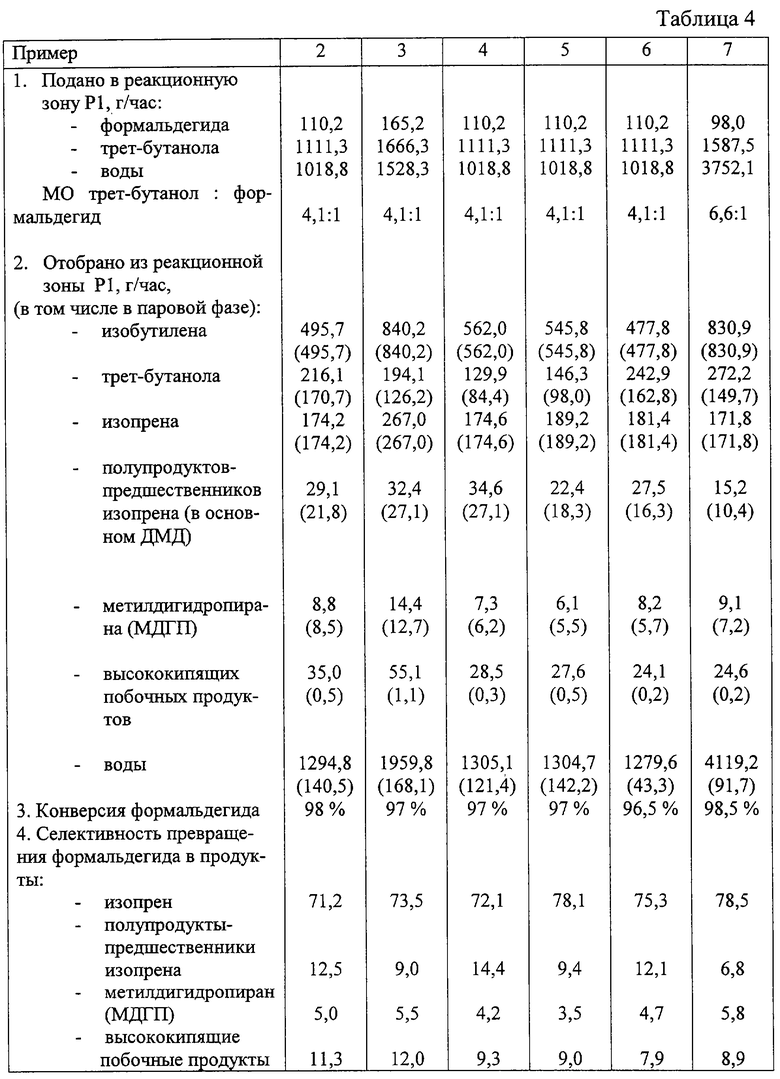
В табл. 4 приведены основные результаты работы реакционной зоны синтеза изопрена.
ПРИМЕР 8
Синтез изопрена проводят согласно фиг. 2. Реакционная зона синтеза изопрена Р1 имеет высоту 1000 мм и диаметр 100 мм и имеет в нижней части встроенный кипятильник Б, трубки которого непосредственно сообщаются с вышележащим пространством Р1. Большая часть реакционной зоны выше кипятильника заполнена массообменными устройствами - инертной насадкой.
Поток, содержащий исходный 36%-ный раствор формальдегида в воде, в количестве 350 г/ч подают в зону, расположенную на 50 мм выше встроенного кипятильника, и в количестве 350 г/ч подают в зону, расположенную на 400 мм выше встроенного кипятильника.
Поток, содержащий 88 мас.% трет-бутанола и 12 мас.% воды, из куба ректификационной колонны К в количестве 2800 г/ч подают в зону, расположенную на 50 мм выше встроенного кипятильника. В нижнюю часть кипятильника подают в количестве 17400 г/ч водно-кислотный раствор, содержащий 4,8 мас.% фосфорной кислоты, 2,1 мас. % трет-бутанола, 0,05 мас.% высококипящих побочных продуктов, 0,2 мас. % полупродуктов-предшественников изопрена, ингибитор коррозии и воду (остальное до 100 мас.%) и подают также в количестве 1411 г/ч изобутилен, выделенный в блоке разделения БР.
Молярное отношение подаваемых в реакционный узел трет-бутанола и формальдегида (в т.ч. в составе полупродуктов) составляет 4,5:1.
Реакционная зона синтеза изопрена Р1 работает при давлении 6,0 ата, температуре верха 152oС и температуре низа 159oС. Конверсия формальдегида составляет 98,5%, селективность образования изопрена в расчете на исходный формальдегид составляет 82,9%, в расчете на суммарный формальдегид (исходный плюс формальдегид, содержащийся в составе рециклуемых продуктов-предшественников изопрена) составляет 73,8%. С верха P1 отбирают в количестве 4214 г/ч паровой поток, содержащий 53,6 мас.% изобутилена, 11,2 мас.% изопрена, 21,2 мас.% трет-бутанола, 0,5 мас.% полупродуктов-предшественников изопрена, 0,2 мас.% МДГП и 13,3 мас.% воды. Этот поток после конденсации и отслаивания воды направляют на экстракционное контактирование с потоком, выводимым с верха зоны Р1 в жидком состоянии в количестве 18014 г/ч и содержащим 1,2 мас. % трет-бутанола, 0,3 мас.% полупродуктов-предшественников изопрена, 0,1 мас. % МДГП, 0,4 мас.% высококипящих побочных продуктов, 4,8 мас.% фосфорной кислоты, ингибитор коррозии и воду (остальное до 100 мас.%). В результате экстракции из жидкого водно-кислотного потока в углеводородный конденсат переходит 27 отн.% полупродуктов-предшественников изопрена, 80 отн.% МДГП и 89 отн.% высококипящих побочных продуктов и проэкстрагированный водно-кислотный поток направляют в Р1.
Углеводородный конденсат с экстрагированными продуктами направляют далее в блок разделения БР, где из него ректификацией выделяют 1118 г/ч изобутилена, 474 г/ч изопрена, 753 г/ч трет-бутанола, 34 г/ч полупродуктов-предшественников изопрена, 25 г/ч МДГП и 68 г/ч высококипящих побочных продуктов. Выделенный в БР изобутилен смешивают с 3565 г/ч исходной изобутан-изобутиленовой фракции, содержащей 46 мас.% изобутилена, и полученную смесь подают на взаимодействие с водой в верхнюю часть реактора Р2. Реактор Р2 имеет диаметр 100 мм и высоту 1000 мм и заполнен ионообменным катализатором Амберлист-15. Реактор Р2 работает при давлении 20,0 ата, температуре верха 75oС и температуре низа 95oС. В реактор позонно в виде трех боковых вводов подают также воду, поддерживая общее мольное отношение вода : изобутилен равным 5. Конверсия изобутилена в реакторе Р2 75%, селективность образования трет-бутанола 99%. Реакционная смесь расслаивается в нижней части реактора Р2, отслоившаяся вода возвращается на верх Р2, а углеводородный слой направляется на разделение в ректификационную колонну К, где из него выделяется в виде кубового продукта поток, содержащий трет-бутанол (линия 29), который далее подают в Р1, а в виде дистиллята - остаточная (отходящая) смесь углеводородов С4.
Выделенные (с потоком 29) полупродукты-предшественники изопрена также возвращают в Р1 в зону подачи трет-бутанола.
ПРИМЕР 9
Синтез изопрена проводят согласно фиг. 2. Реакционная зона синтеза изопрена Р1 имеет высоту 1000 мм и диаметр 100 мм и имеет в нижней части встроенный кипятильник Б, трубки которого непосредственно сообщаются с вышележащим пространством P1. Большая часть реакционной зоны выше кипятильника заполнена массообменными устройствами - инертной насадкой.
Поток, содержащий исходный 36%-ный раствор формальдегида в воде, в количестве 400 г/ч подают в зону, расположенную на 50 мм выше встроенного кипятильника.
Поток, содержащий 42 мас.% трет-бутанола, 6 мас.% воды и 52 мас.% полупродуктов-предшественников изопрена, из куба ректификационной колонны К в количестве 3780 г/ч подают в зону, расположенную на 50 мм выше встроенного кипятильника Б. В нижнюю часть кипятильника Б подают в количестве 17400 г/ч водно-кислотный раствор, содержащий 3,6 мас.% фосфорной кислоты, 0,5 мас.% трет-бутанола, 0,05 мас. % высококипящих побочных продуктов, 0,2 мас.% полупродуктов-предшественников изопрена, ингибитор коррозии и воду (остальное до 100 мас.%) и подают также в количестве 2170 г/ч изобутилен, выделенный в блоке разделения БР.
Общее молярное отношение подаваемых в реакционный узел трет-бутанола и формальдегида (включая его содержание в составе полупродуктов) составляет 1,13:1.
Реакционная зона синтеза изопрена Р1 работает при давлении 7,0 ата, температуре верха 156oС и температуре низа 164oС. Конверсия формальдегида составляет 98,5%, селективность образования изопрена в расчете на суммарный формальдегид (исходный формальдегид плюс формальдегид, содержащийся в составе рециклуемых продуктов-предшественников изопрена) составляет 84,1%. С верха Р1 отбирают в количестве 5607 г/ч паровой поток, содержащий 42,8 мас.% изобутилена, 34,8 мас. % изопрена, 11,1 мас.% трет-бутанола, 2,2 мас.% полупродуктов-предшественников изопрена, 2,2 мас.% МДГП и 6,7 мас.% воды. Этот поток после конденсации и отслаивания от воды направляют в узел Э на экстракционное контактирование с потоком, выводимым с верха зоны Р1 по линии 13 в жидком состоянии в количестве 18900 г/ч и содержащим 0,2 мас.% трет-бутанола, 0,2 мас.% полупродуктов-предшественников изопрена, 0,1 мас.% МДГП, 2,0 мас. % высококипящих побочных продуктов, 3,6 мас.% фосфорной кислоты, ингибитор коррозии и остальное вода до 100 мас.%. В результате экстракции из жидкого водно-кислотного потока в углеводородный конденсат (линия 15) переходит 95 отн. % высококипящих побочных продуктов и проэкстрагированный водно-кислотный поток (линия 16) после упарки излишней воды в количестве 1880 г/ч направляют в Р1.
Углеводородный конденсат с экстрагированными продуктами направляют далее в блок разделения БР, где из него ректификацией выделяют 2400 г/ч изобутилена, 1950 г/ч изопрена, 620 г/ч трет-бутанола, 123 г/ч полупродуктов-предшественников изопрена, 135 г/ч МДГП и 372 г/ч высококипящих побочных продуктов. Выделенный в БР изобутилен частично в количестве, указанном выше (2170 г/ч), подают в кипятильник Б и оставшуюся часть смешивают с 5000 г/ч исходной изобутан- изобутиленовой фракции, содержащей 46 мас.% изобутилена, и полученную смесь подают на взаимодействие с водой, содержащей 19,5% формальдегида, в верхнюю часть реактора Р2. Реактор Р2 имеет диаметр 100 мм и высоту 3000 мм и заполнен ионообменным катализатором Амберлист-15. Реактор Р2 работает при давлении 17,0 ата, температуре верха 55oС и температуре низа 65oС. В верхнюю часть реактора подают также водный поток в количестве 5212 г/ч. Конверсия изобутилена в реакторе Р2 составляет 88%, селективность образования трет-бутанола 55%. Конверсия формальдегида в реакторе Р2 96%, селективность превращения формальдегида: в изопрен - 3,7%, в полупродукты-предшественники изопрена - 83,2%, в МДГП - 5,8%, в высококипящие побочные продукты - 7,3%. Реакционная смесь расслаивается в нижней части реактора Р2, водный слой возвращается на верх Р2, а углеводородный слой направляется на разделение в ректификационную колонну К, где из него выделяется кубовый продукт (поток 29), содержащий преимущественно трет-бутанол и полупродукты-предшественники изопрена, который далее подают в Р1, и выводится в качестве дистиллята остаточная (отработанная) смесь углеводородов С4 (поток 28).
Выделенные в БР трет-бутанол и полупродукты-предшественники изопрена также возвращают в Р1 в зону подачи кубового продукта колонны К.
ПРИМЕР 10
Синтез изопрена проводят согласно фиг. 3. Реакционная система синтеза изопрена Р1 имеет высоту 1000 мм и диаметр 100 мм и имеет в нижней части встроенный кипятильник Б, трубки которого непосредственно сообщаются с вышележащим пространством P1. Большая часть реакционной зоны выше кипятильника заполнена массообменными устройствами - инертной насадкой.
Поток, содержащий исходный 36%-ный раствор формальдегида в воде, в количестве 700 г/ч подают в зону, расположенную на 50 мм выше встроенного кипятильника.
Поток, содержащий 88 мас.% трет-бутанола и 12 мас.% воды, из куба ректификационной колонны К в количестве 4180 г/ч подают в зону, расположенную на 50 мм выше встроенного кипятильника Б, и в количестве 1000 г/ч подают в нижнюю часть кипятильника Б. В нижнюю часть кипятильника Б подают в количестве 12044 г/ч водно-кислотный раствор, содержащий 5,0 мас.% фосфорной кислоты, 0,5 мас. % трет-бутанола, 0,05 мас.% высококипящих побочных продуктов, 0,2 мас.% полупродуктов-предшественников изопрена и остальное до 100 мас.% воды, из узла О, в котором осуществляли отгонку излишней воды из водно-кислотного потока.
В зону, расположенную на 50 мм выше встроенного кипятильника Б, подают также преимущественно органический поток в количестве 2743 г/ч, содержащий 24,7 мас.% изобутилена, 14,9 мас.% трет-бутанола, 52,7 мас.% веществ, являющихся источником изопрена и формальдегида (в основном 4,4-диметилдиоксана-1,3), 1,6 мас. % МДГП, 4,5 мас.% воды и 1,6 мас.% высококипящих побочных продуктов, и преимущественно водный поток в количестве 15070 г/ч, содержащий 0,5 мас.% формальдегида, 6,3 мас.% трет-бутанола, 9,6 мас.% полупродуктов-предшественников изопрена (в основном 3-метилбутандиола-1,3 и изоамиленовых спиртов), 0,1 мас.% МДГП, 3,6 мас.% фосфорной кислоты, 0,7 мас.% высококипящих побочных продуктов и воду (остальное до 100%), выходящие из жидкофазной реакционной зоны синтеза полупродуктов-предшественников изопрена Р3.
В зону, расположенную на 300 мм выше встроенного кипятильника, подают из блока разделения БР рецикловый трет-бутанол в количестве 1090 г/ч и рецикловые полупродукты-предшественники изопрена в количестве 245 г/ч.
Общее молярное отношение подаваемого в реакционную систему "Б+Р1" трет-бутанола к сумме подаваемого свободного формальдегида и формальдегида в составе веществ - источников формальдегида (с учетом того, что при разложении 1 моль ДМД выделяется 1 моль формальдегида) составляет 3,5:1.
Реакционная зона синтеза изопрена Р1 работает при давлении 7,0 ата, температуре верха 156oС и температуре низа 164oС. Конверсия формальдегида составляет 98,5%, селективность образования изопрена в расчете на суммарный формальдегид (исходный формальдегид плюс формальдегид, содержащийся в составе рециклуемых продуктов-предшественников изопрена) составляет 84,2%. С верха Р1 отбирают в количестве 8799 г/ч паровой поток, содержащий 35,0 мас.% изобутилена, 42,4 мас.% изопрена, 14,8 мас.% трет-бутанола, 1,0 мас.% полупродуктов-предшественников изопрена, 0,6 мас.% МДГП и 6,2 мас.% воды. Этот поток после конденсации и отслаивания воды направляют на экстракционное контактирование с потоком, выводимым с верха зоны Р1 в жидком состоянии в количестве 28274 г/ч и содержащим 1,1 мас.% трет-бутанола, 0,7 мас.% полупродуктов-предшественников изопрена, 0,4 мас.% МДГП, 1,6 мас.% высококипящих побочных продуктов, 3,6 мас.% фосфорной кислоты и воду (остальное до 100 мас.%). В результате экстракции из жидкого водно-кислотного потока в углеводородный конденсат переходит 97 отн.% высококипящих побочных продуктов и проэкстрагированный водно-кислотный поток разделяют на два потока. Первый в количестве 17613 г/ч направляют в узел О, где осуществляют отгонку 5569 г/ч излишней воды и оставшийся после упарки водно-кислотный поток в количестве и состава, указанных выше, направляют в Б. Второй в количестве 10153 г/ч направляют в нижнюю часть жидкофазной реакционной зоны синтеза полупродуктов-предшественников изопрена Р3.
Углеводородный конденсат с экстрагированными продуктами направляют далее в блок разделения БР, где из него ректификацией выделяют 3078 г/ч изобутилена, 3727 г/ч изопрена, 1090 г/ч трет-бутанола, 245 г/ч полупродуктов-предшественников изопрена, 173 г/ч МДГП и 432 г/ч высококипящих побочных продуктов. Выделенный в БР изобутилен в количестве, указанном выше, подают в нижнюю часть жидкофазной реакционной зоны синтеза полупродуктов-предшественников изопрена Р3. Туда же подают поток, содержащий исходный 36%-ный раствор формальдегида в воде, в количестве 4584 г/ч.
Реакционная зона синтеза полупродуктов-предшественников изопрена Р3 имеет высоту 1000 мм и диаметр 100 мм, работает при давлении 22,0 ата, температуре верха 105oС и температуре низа 95oС. Конверсия формальдегида составляет 95,0%, селективность превращения формальдегида: в полупродукты-предшественники изопрена (в основном в 4,4-диметилдиоксан-1,3) - 94,4%, в МДГП - 2,5%, в высококипящие побочные продукты - 3,1%, конверсия изобутилена составляет 78,0%, селективность образования трет-бутанола составляет 37,0%. С верха Р3 отбирают углеводородный и водный реакционные слои в количестве и составе, представленных выше, которые подают в Р1.
Исходную изобутан-изобутиленовую фракцию, содержащую 46 мас.% изобутилена, в количестве 10000 г/ч подают на взаимодействие с водой в верхнюю часть реактора Р2. Реактор Р2 имеет диаметр 100 мм и высоту 1500 мм и заполнен ионообменным катализатором Амберлист-15. Реактор Р2 работает при давлении 22,0 ата, температуре верха 75oС и температуре низа 95oС. В верхнюю часть реактора подают также воду в количестве 451 г/ч из сепаратора С и 1280 г/ч парового конденсата. Конверсия изобутилена в реакторе Р2 составляет 75%, селективность образования трет-бутанола 98 %. Реакционная смесь расслаивается в нижней части реактора Р2, отслоившаяся вода возвращается на верх Р2, а углеводородный слой направляется на разделение в ректификационную колонну К, где из него выделяется в виде кубового продукта трет-бутанол в количестве и составе, представленных выше, который далее подают в Р1.
ПРИМЕР 11
Синтез изопрена проводят согласно фиг. 2. Реакционная зона синтеза изопрена Р1 имеет высоту 1000 мм и диаметр 100 мм и имеет выносной кипятильник Б. Большая часть реакционной зоны Р1 заполнена массообменными устройствами - инертной насадкой.
Поток, содержащий исходный 36%-ный раствор формальдегида в воде в количестве 700 г/ч подают в нижнюю часть реакционной зоны Р1.
Поток, содержащий 51,7 мас.% трет-бутанола, 36,9 мас.% полупродуктов-предшественников изопрена (в основном 4,4-диметилдиоксан-1,3), 1,1 мас.% МДГП, 0,6 мас.% высококипящих побочных продуктов и 9,7 мас.% воды, из куба ректификационной колонны К в количестве 5404 г/ч подают в нижнюю часть реакционной зоны P1. В нижнюю часть кипятильника Б подают в количестве 17986 г/ч водно-кислотный раствор, содержащий 3,7 мас.% фосфорной кислоты, 15,5 мас. % трет-бутанола, 0,7 мас.% высококипящих побочных продуктов, 4,7 мас.% полупродуктов-предшественников изопрена, 1,7 мас.% формальдегида, 0,1 мас.% МДГП и воду (остальное до 100 мас.%), из реактора Р2.
В нижнюю часть кипятильника Б подают также часть изобутилена, выделенного в блоке разделения БР, в количестве 1743 г/ч.
В зону, расположенную на высоте 500 мм реакционной зоны Р1, подают из блока разделения БР рецикловый трет-бутанол в количестве 1435 г/ч и рецикловые полупродукты-предшественники изопрена в количестве 269 г/ч.
Молярное отношение подаваемых в реакционный узел "Р1+Б" трет-бутанола и формальдегида (включая содержащийся в полупродуктах) составляет 2,7:1.
Реакционная зона синтеза изопрена Р1 работает при давлении 7,0 ата, температуре верха 156oС и температуре низа 164oС. Конверсия формальдегида составляет 98,5%, селективность образования изопрена в расчете на суммарный формальдегид (исходный формальдегид плюс формальдегид, содержащийся в составе рециклуемых продуктов-предшественников изопрена) составляет 84,8%. С верха Р1 отбирают в количестве 9655 г/ч паровой поток, содержащий 36,1 мас.% изобутилена, 42,8 мас.% изопрена, 13,6 мас.% трет-бутанола, 0,9 мас.% полупродуктов-предшественников изопрена, 0,6 мас.% МДГП и 6,0 мас.% воды. Этот поток после конденсации и отслаивания воды направляют на экстракционное контактирование с потоком, выводимым с верха зоны Р1 в жидком состоянии в количестве 17823 г/ч и содержащим 1,8 мас.% трет-бутанола, 1,1 мас.% полупродуктов-предшественников изопрена, 0,8 мас.% МДГП, 2,6 мас.% высококипящих побочных продуктов, 3,7 мас. % фосфорной кислоты и воду (остальное до 100 мас. %). В результате экстракции из жидкого водно-кислотного потока в углеводородный конденсат переходит 97 отн.% высококипящих побочных продуктов и проэкстрагированный водно-кислотный поток направляют в узел О, где осуществляют отгонку 4902 г/ч излишней воды и оставшийся после упарки водно-кислотный поток в количестве 12622 г/ч направляют в нижнюю часть реактора Р2.
Углеводородный конденсат с экстрагированными продуктами направляют далее в блок разделения БР, где из него ректификацией выделяют 3486 г/ч изобутилена, 4145 г/ч изопрена, 1435 г/ч трет-бутанола, 269 г/ч полупродуктов-предшественников изопрена (в основном 4,4-диметилдиоксана-1,3), 205 г/ч МДГП и 473 г/ч высококипящих побочных продуктов. Выделенный в БР изобутилен в количестве, указанном выше, подают в нижнюю часть кипятильника Б, оставшуюся часть подают в нижнюю часть реактора Р2. Туда же подают поток, содержащий исходный 36%-ный раствор формальдегида в воде, в количестве 5187 г/ч.
Исходную изобутан-изобутиленовую фракцию, содержащую 46 мас.% изобутилена, в количестве 10000 г/ч подают на взаимодействие с водой и формальдегидом в нижнюю часть реактора Р2.
Реактор Р2 имеет высоту 2000 мм и диаметр 100 мм, работает при давлении 22,0 ата, температуре верха 105oС и температуре низа 95oС. Конверсия формальдегида составляет 83,0%, селективность превращения формальдегида: в полупродукты-предшественники изопрена (в основном в 4,4-диметилдиоксан-1,3) - 93,6%, в МДГП - 2,9%, в высококипящие побочные продукты - 3,5%, конверсия изобутилена составляет 88,0%, селективность образования трет-бутанола составляет 73,0%. С верха Р2 отбирают углеводородный и водный реакционные слои. Водный слой, представляющий собой водно-кислотный раствор в количестве и составе, представленных выше, подают в Б.
Углеводородный слой направляют на разделение в ректификационную колонну К, где из него выделяют в виде кубового продукта смесь трет-бутанола с полупродуктами-предшественниками изопрена, которую в количестве и составе, представленных выше, подают в Р1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА ИЗ ФОРМАЛЬДЕГИДА И ИЗОБУТЕНСОДЕРЖАЩЕЙ C-ФРАКЦИИ | 2008 |
|
RU2373176C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1997 |
|
RU2135448C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1997 |
|
RU2135450C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА | 2001 |
|
RU2200148C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА ИЗ ИЗОБУТАНА И ФОРМАЛЬДЕГИДА | 1997 |
|
RU2135449C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1995 |
|
RU2099318C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА ИЗ ФОРМАЛЬДЕГИДА И ИЗОБУТЕНА | 1999 |
|
RU2164909C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА НА ОСНОВЕ ЖИДКОФАЗНОГО ВЗАИМОДЕЙСТВИЯ ИЗОБУТЕНА И ФОРМАЛЬДЕГИДА | 1998 |
|
RU2131863C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2002 |
|
RU2230054C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2004 |
|
RU2266888C1 |
Использование: нефтехимия. Сущность: проводят жидкофазное взаимодействие формальдегида и возможно веществ(а), являющего(их)ся источником формальдегида, с трет-бутанолом и возможно изобутеном в реакционной зоне синтеза изопрена в присутствии сильного кислого катализатора и воды при повышенной температуре и мольном избытке подаваемого трет-бутанола по отношению к суммарному количеству формальдегида, подаваемого в указанную реакционную зону синтеза изопрена и возможно выделяемого указанным источником формальдегида, с непрерывной отгонкой образующихся изопрена, изобутена и части воды из реакционной зоны синтеза изопрена и последующим выделением изопрена и изобутена. Процесс проводят в вертикальной реакционной зоне синтеза изопрена, имеющей высоту, как минимум, в 4 раза превышающую диаметр, соединенной снизу с кипятильником, поддерживают в ней давление, при котором отсутствует конденсация изопрена, но большая часть воды, формальдегида и значительная часть трет-бутанола находится в жидкой фазе, осуществляют движение пара и жидкости в реакционной зоне синтеза изопрена преимущественно снизу вверх. Из верхней части указанной зоны выводят один или два жидких потока, содержащих вещества с более высокими, чем у изопрена, температурами кипения, причем, как минимум, часть выделенного изобутена подвергают взаимодействию с водой и образующийся трет-бутанол повторно используют при синтезе изопрена. Технический результат - упрощение технологии процесса. 10 з.п.ф-лы, 4 табл., 3 ил.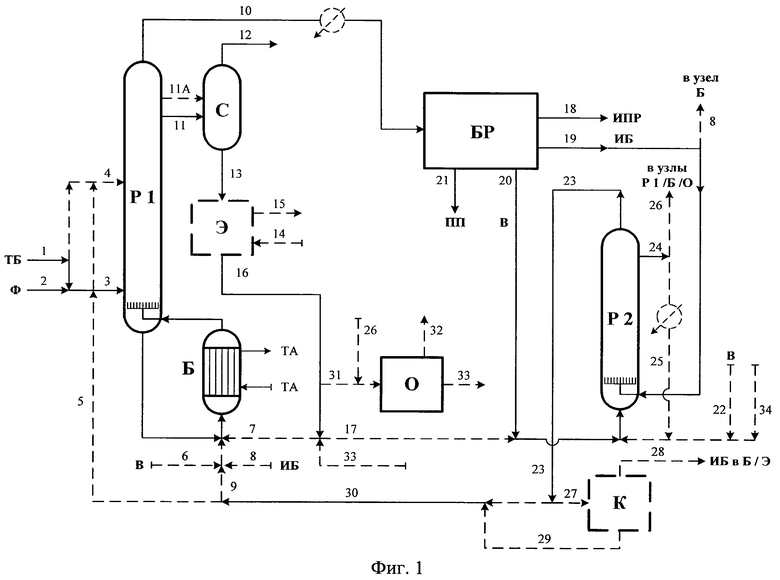
| US 4511751 А, 16.04.1985 | |||
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1997 |
|
RU2128636C1 |
| US 3437711 А, 08.04.1969 | |||
| US 3773847 A, 20.11.1973 | |||
| US 3673265 A, 27.06.1972 | |||
| US 4593145 A, 03.07.1986. | |||

