Способ относится к области получения изопрена - мономера, используемого преимущественно для производства синтетического каучука. Более конкретно способ относится к области получения изопрена из изобутилена и формальдегида.
Известны способы получения изопрена путем контактирования изобутиленсодержащих C4-фракций с водным раствором формальдегида в присутствии сильных кислот, например серной кислоты, с последующим выделением концентрированного 4,4-диметил-1,3-диоксана, его разложением в присутствии кислых катализаторов и выделением изопрена из продуктов разложения (Авторские свидетельства СССР NN 183737, 210851, 238539, 361174, С.К.Огородников, Г.С.Идлис, Производство изопрена, Л., Химия, 1973).
Недостатком способов является большой расход энергосредств на промежуточное выделение 4,4-диметил-1,3-диоксана и его последующее разложение. Другим недостатком является неполное исчерпывание изобутилена и потеря с отходящей C4-фракцией до 30 % отн. изобутилена.
Известны также способы получения изопрена (Авт.свид. СССР 508050 и патент РФ 1216940, опубл.1996 г) путем жидкофазного взаимодействия водного раствора формальдегида с концентрированным изобутиленом и/или трет-бутанолом в присутствии воды и катализатора на основе минеральной (серной) кислоты или анилинсульфокислот и ингибитора коррозии (гексаметилентетрамина или аммиака) при повышенной температуре в двух последовательных реакторах с отгонкой сверху второго реактора как минимум изопрена и значительной части воды, последующим выделением изопрена из органического потока и возвращением неиспаренного водного раствора кислоты - после экстракции из него органических продуктов - в первый реактор.
Недостатками указанного способа являются высокая тепловая нагрузка на второй реактор в присутствии реакционно-активных веществ и возможное повышенное образование побочных продуктов. Связывание выделяющегося формальдегида изобутиленом затруднительно из-за незначительного содержания изобутилена в жидкой фазе в условиях отгонки воды.
Наиболее близок к предлагаемому нами изобретению способ (патент Японии 59-225128, 1984), согласно которому получение изопрена взаимодействием изобутилена или его источника -трет-бутанола и/или алкил-трет-бутилового эфира - с формальдегидом в присутствии кислотного катализатора осуществляют последовательно:
1) в жидкой фазе в присутствии воды при температуре 30-145oC, предпочтительно 50-140oС, для получения предшественников изопрена;
2) в инертном органическом растворителе, например, гептане при температуре 150-230oC.
Далее изопрен выделяют из раствора в инертном органическом растворителе.
Недостатком способа является высокая температура и значительное время пребывания в реакционной зоне разложения, что ведет как минимум к повышенной коррозионной агрессивности смеси, содержащей сильную кислоту, а также к повышенному образованию побочных высококипящих продуктов.
Нами предлагается способ, лишенный указанных недостатков, а именно способ получения изопрена на основе жидкофазного взаимодействия изобутилена и/или изобутиленсодержащих углеводородных смесей и/или соединений изобутилена, например трет-бутанола, с раствором формальдегида в присутствии жидких или твердых кислых катализаторов последовательно как минимум в двух реакционных зонах, в первой из которых осуществляют синтез предшественников изопрена и в последней - их совместное разложение при более высокой температуре, в зону разложения подают органический поток и поток, содержащий преимущественно воду, из зоны синтеза и дополнительно органический растворитель, нерастворимый или ограниченно растворимый в воде, и непрерывно выводят из нее изопрен преимущественно в составе жидкого потока, содержащего указанный растворитель, с последующим разделением смеси как минимум ректификацией, при этом в качестве или в составе растворителя, подаваемого в зону разложения, используют 4,4-диметил-1,3-диоксан и/или 4-метил-5,6-дигидропиран и/или другие побочные продукты синтеза изопрена, имеющие температуры кипения выше 80oС, предпочтительно выше 120oC.
В частности, предлагается вариант, когда в зону разложения подают смешанный растворитель, содержащий недиеновые углеводороды с температурой кипения выше 65oC.
Возможен вариант, при котором условия в зоне разложения поддерживают таким образом, что сохраняют неразложенной часть 4,4-диметил-1,3-диоксана, которую после отгонки как минимум изобутилена и изопрена возвращают в зону разложения, предпочтительно в количестве не менее 5% от количества 4,4-диметил-1,3-диоксана, поступающего из зоны синтеза.
В качестве варианта предлагается также способ, согласно которому поддерживают температуру в зоне синтеза 40-110oC и в зоне разложения 100-170oC.
Предлагается также вариант, согласно которому из потока, направляемого из зоны синтеза в зону разложения, полностью или частично отгоняют углеводороды C4 до или после смешения его с указанным(и) растворителем(ями).
Предлагается также вариант, согласно которому выделяемые после зоны разложения органический и/или водный потоки, содержащие 4,4-диметил-1,3-диоксан и/или 4-метил-5,6-дигидропиран и/или другие побочные продукты, имеющие температуры кипения выше 80oС, и возможно углеводородный растворитель до подачи в зону разложения подвергают контактированию в зоне дополнительного превращения с кислым катализатором в присутствии иди отсутствии воды при температуре, превышающей как минимум на 10oС, преимущественно на 20-50oС, температуру в зоне разложения.
Предлагается также как минимум часть водного потока, возможно содержащего кислый катализатор, после зон(ы) разложения и/или дополнительного превращения подвергать контактированию с изобутиленсодержащей смесью в присутствии кислого катализатора в зоне гидратации, после чего как минимум получаемый трет-бутанол и возможно водный поток с кислым катализатором направляют в зону синтеза.
В качестве катализаторов могут применяться различные высококислотные катализаторы Бренстедовского и Льюисовского типа, в частности сульфоиониты, твердые кислоты, кислые окисные катализаторы, цеолиты, сильные минеральные и органические кислоты, например, серная, фосфорная, щавелевая, а также катализаторные смеси, включающие ингибиторы коррозии, промоторы и т.д. Возможно использование различных катализаторов в разных зонах, например более термостойкого твердого катализатора в зонах разложения и дополнительного превращения или твердого катализатора в зонах синтеза и разложения и жидкого в зоне дополнительного превращения и т.п.
Для ингибирования коррозии в состав смесей с катализаторами могут быть введены ингибиторы ряда аммиака, алифатических, ароматических и циклических аминов, гетероциклических азотсодержащих веществ, например уротропина, пиразола, имидазола, пиридина, оксазина, пиразина, пиримидина, тиазина, их производных и продуктов их гидрирования, продуктов взаимодействия альдегидов и кетонов с аммиаком и аминами, пиридиновых оснований, амидов, аминоспиртов, морфолина и его производных, производных фосфорсодержащих кислот, например оксиэтилиденфосфоновой кислоты.
Дополнительная подача 4,4-диметил-1,3-диоксана и/или 4-метил-5,6-дигидропирана и/или других побочных продуктов синтеза изопрена, имеющих температуру кипения выше 80oС, в качестве или в составе растворителя в зону разложения способствует повышению эффективной скорости разложения предшественников изопрена, благодаря гомогенизующему эффекту и улучшению межфазного массообмена, а также устранению отложений высокомолекулярных продуктов в реакторе благодаря хорошей растворимости в указанных растворителях.
Применение неполного разложения 4,4-диметил-1,3-диоксана позволяет снизить необходимую температуру в зоне разложения, до 100-120oС. Это дает возможность снизить коррозионное действие реакционных смесей и образование высококипящих продуктов уплотнения.
В зону разложения может быть подан весь поток реакционной массы из зоны синтеза, либо от него могут быть отогнаны углеводороды C4 (или изобутилен как частный случай) или после смешения с растворителем или некоторыми компонентами растворителя. Такая отгонка, в частности, целесообразна, если в качестве исходного углеводородного сырья в зону синтеза подают изобутиленсодержащую углеводородную смесь и зона синтеза одновременно служит зоной выделения изобутилена (в связанном виде) из углеводородной смеси. Возможна рециркуляция всего или части отогнанного потока в зону синтеза.
Смеси, получаемые в результате контактирования выделяемых после зоны разложения органического и/или водного потока, содержащего(их) 4,4-диметил-1,3-диоксан и/или 4-метил-5,6-дигидропиран и/или другие побочные продукты и, возможно, углеводородный растворитель с кислым катализатором при повышенной температуре могут направляться в узел разделения с получением дополнительных количеств изопрена и изобутилена.
Из водного потока до подачи в зону синтеза и/или контактирования с изобутиденсодержащей смесью может быть отогнано избыточное количество воды.
Варианты реализации изобретения показаны на фиг. 1-3.
Согласно фиг. 1 изобутилен ИБ (поток 1) и/или трет-бутанол ТБ (поток 2), водный раствор формальдегида Ф (поток 3), а также, возможно, водный поток 15а, содержащий или не содержащий катализаторный раствор кислоты и ингибиторы коррозии, подают в первую реакционную зону (Р-1), которая может содержать твердый кислый катализатор.
Выходящие из реактора органический поток (поток 6) и поток, содержащий преимущественно воду (поток 7) дополнительно нагревают и направляют во вторую реакционную зону (Р-2). Р-2 может содержать твердый кислый катализатор. В нижнюю часть Р-2 подают также растворитель Р (поток 8), содержащий 4,4-диметил-1,3-диоксан (ДМД) и/или побочные продукты синтеза или смесь растворителей.
Сверху реактора Р-2 выводят в жидком состоянии совместно или раздельно органический поток (поток 9), поток, содержащий преимущественно воду, а также возможно кислоту и ингибиторы коррозии (поток 10), которые направляют в сепарационный (разделительный) узел С.
В узле С выделяют из поступившей реакционной смеси(ей) как минимум поток 11, содержащий преимущественно изобутилен (который предпочтительно направляют в Р-1), поток 12, содержащий преимущественно изопрен ИП, поток растворителя (13), содержащий как минимум 4,4-диметил-1,3-диоксан (ДМД) и/или побочные продукты и другие растворители (после возможного введения дополнительных потоков растворителя именуется потоком 8), который направляют в реактор Р-2, поток 14, содержащий избыточную воду (В), поток 15, содержащий преимущественно воду и, возможно, кислотный катализатор и ингибитор(ы), направляемый в реактор Р-1 и поток 16, содержащий высококипящие побочные продукты ВПП.
В узле "С" могут быть выделены также отдельные потоки, содержащие соответственно преимущественно трет-бутанол (ТВ) - поток 17, метилдигидропиран (МДГП) - поток 18 и диметилдиоксан (ДМД) - поток 19. Поток 17 предпочтительно направляют в Р-1, а поток 19 - в составе растворителя в Р-2.
В поток 8 может вводиться дополнительное количество растворителя "Р", компенсирующее его потери.
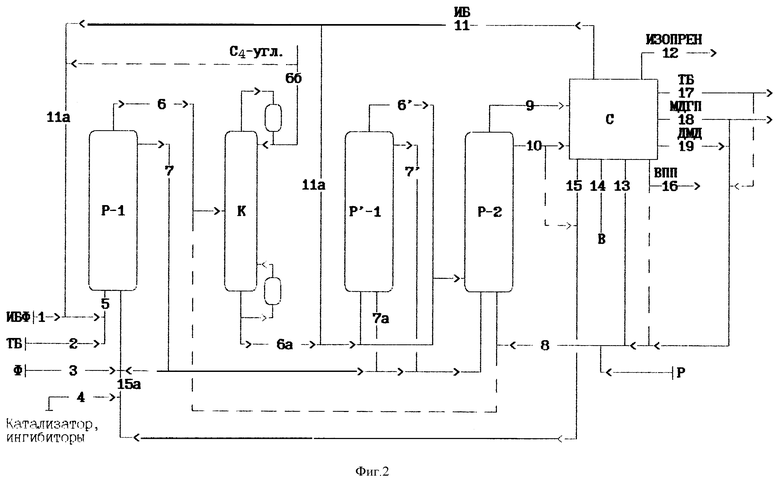
Фиг. 2 иллюстрирует, в частности, п. 5 формулы изобретения. В отличие от фиг. 1, из потока 6 отгоняют в виде потока 6б углеводороды C4 (возможно после смешения с растворителем), и далее оставшийся поток 6а направляют в Р-2. В качестве исходного потока 1 может служить изобутиленсодержащая фракция (ИБФ) углеводородов.
Потоки 6а, 11' и 7 (по линии 7а) частично или полностью могут быть направлены в дополнительную реакционную зону синтеза предшественников изопрена Р'-1.
Выходящие из реакционной зоны P'-l органический ( поток 6') и водный (поток 7') потоки направляют в реакционную зону разложения Р-2.
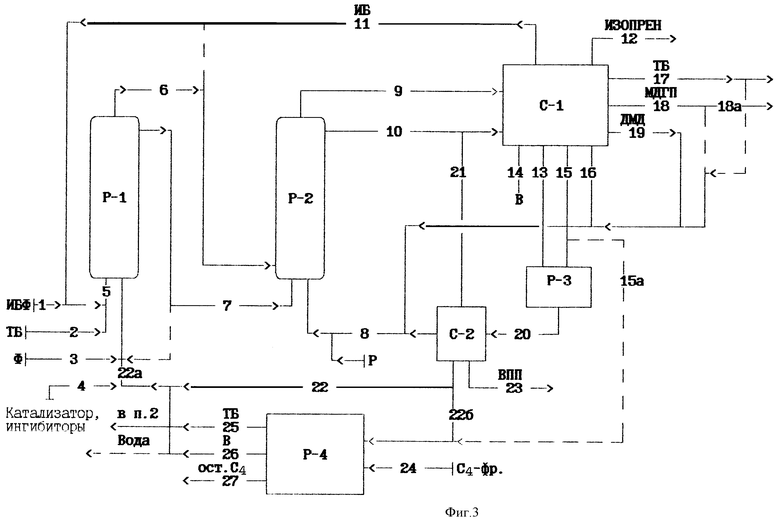
Фиг. 3 иллюстрирует, в частности, п.6 и п.7 формулы изобретения. Выводимые из сепарационной зоны потоки, содержащие побочные продукты синтеза, направляют в дополнительную реакционную зону Р-3, где в присутствии кислого катализатора при температуре более высокой, чем в зоне разложения, осуществляется их дополнительное превращение. Затем осуществляют разделение в сепарационном узле С-2. Полученные изопрен и изобутилен в составе потока 21 направляют в сепарационный узел С-1, растворитель (поток 8) - в Р-2 и водный поток, возможно содержащий кислоту и ингибиторы (поток 22) - в Р-1.
Поток(и), содержащий преимущественно воду и возможно кислый катализатор, после зоны разложения Р-2 (узел сепарирования С-1) - поток 15а или после зоны дополнительного разложения (узел сепарирования С-2) - поток 22а, могут быть направлены в зону гидратации Р-4 на контактирование со смесью углеводородов С4 (линия 24). Из зоны Р-4 (или совмещенного с ней узла разделения) образующийся трет-бутанол (поток 25) и возможно водный поток 26 направляют в Р-1.
По линии 27 выводят непрореагировавшие углеводороды (ост.C4).
Приведенные рисунки не исчерпывают всех возможных вариантов реализации изобретения. Возможна комбинация элементов, показанных на фиг. 1-3, а также использование иных вариантов схем с соблюдением сути изобретения, изложенной в его формуле.
Примеры
Во всех примерах использовали реакторы 1 и 2, изготовленные из нержавеющей стали, имевшие внутренний диаметр 32 мм, и подавали в реактор 1 (по линии 3) 40%-ный раствор формальдегида в воде.
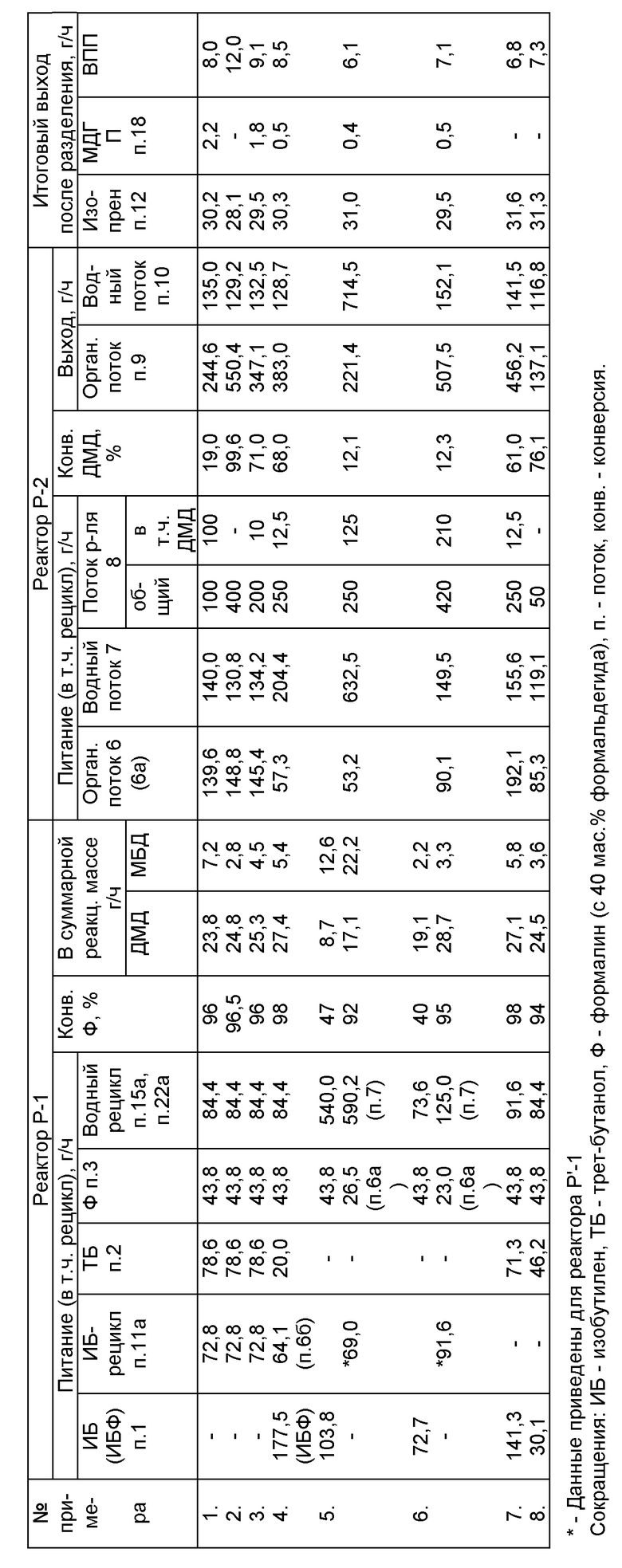
Другие характеристики указаны в конкретных примерах и сводной таблице 1.
Пример 1.
Процесс осуществляли согласно фиг. 1.
Реактор 1 имел высоту 1.2 м, реактор 2 - высоту 1.2 м. Реакторы были заполнены инертной насадкой - стеклянными кольцами.
Температура в реакторе Р-1 - 90oC, в реакторе Р-2 - 125oC. В водном потоке 15а поддерживали концентрацию фосфорной кислоты 7 мас. %.
В качестве растворителя (поток 8) подавали ДМД.
Основные данные по материальным потокам и конверсии приведены в таблице.
Пример 2.
Процесс осуществляли аналогично примеру 1.
Отличия:
Реактор Р-2 имел высоту 2.0 м.
Температура в реакторе Р-1 - 110oC, в реакторе Р-2 - 175oC.
В водном потоке 15а поддерживали концентрацию фосфорной кислоты 3 мас. %.
В качестве растворителя (поток 8) в Р-2 подавали преимущественно н-октан и метилдигидропиран в соотношении 2 : 1 по массе.
Основные данные по материальным потокам и конверсии приведены в таблице.
Пример 3.
Процесс осуществляли аналогично примеру 1.
Отличия:
Реактор Р-1 имел высоту 1.2 м, реактор Р-2 - 1.6 м.
Температура в реакторе Р-1 - 90oC, в реакторе Р-2 - 135oC.
В водном потоке 15а поддерживали концентрацию серной кислоты 0.5 мас. %.
В качестве растворителя (поток 8) в Р-2 подавали н-октан, метилдигидропиран и диметилдиоксан в соотношении 14 : 5 : 1 по массе.
Основные данные по материальным потокам и конверсии приведены в таблице.
Пример 4.
Процесс осуществляли согласно фиг. 2.
Реакторы Р-1 и Р-2 были заполнены стеклянными кольцами.
Реактор Р-1 имел высоту 1.6 м, реактор Р-2 - 1.2 м.
Температура в реакторе Р-1 - 100oC, в реакторе Р-2 - 140oC.
Концентрация изобутилена в исходной ИБФ (поток 1) составляла 45 мас. %.
В водном потоке 15а поддерживали концентрацию фосфорной кислоты (с ингибирующими добавками) 5 маc.%.
Колонна К имела эффективность 20 теоретических тарелок и работала с флегмовым числом 1.0. Количество изобутилена, отгоняемого на колонне К, составляло 80% от его содержания в продуктах реакции, выводимых из реактора Р-1. Отогнанный изобутилен рецикловали в реактор Р-1.
В качестве растворителя в Р-2 подавали смесь, содержавшую 90 мас.%. толуола, 5 мас %. диметилдиоксана и 5 мас. % побочных продуктов синтеза.
Основные данные по материальным потокам и конверсии приведены в таблице.
Пример 5.
Процесс осуществляли согласно фиг. 2.
Реакторы Р-1, P'-1 и Р-2 были заполнены сульфоионитным катализатором Амберлист-15.
Реактор Р-1 имел высоту 5.2 м, реактор P'-1 - 3.6 м, реактор Р-2 - 2.4 м.
Температура в реакторе Р-1 - 40oC, в реакторе P'-1 - 50oC, в реакторе Р-2 - 100oC.
Колонна К имела эффективность 20 теоретических тарелок и работала с флегмовым числом 0.5.
Содержание изобутилена в исходной ИБФ составляло 45 мас.%, в отходящей C4-фракции (поток 6б) - 20 маc.%.
Рецикловый поток изобутилена (поток 11) полностью направляли в реактор P'-1 (поток 11а).
В качестве растворителя в Р-2 подавали смесь, содержавшую 50 маc.% н-гексана и 50 маc.% диметилдиоксана.
Основные данные по материальным потокам и конверсии приведены в таблице.
Пример 6.
Процесс осуществляли аналогично примеру 5.
Отличия:
Реактор Р-1 имел высоту 2.8 м, реактор P'-l - 1.6 м, реактор Р-2 - 2.0 м.
Температура в реакторе Р-1 - 50oC.
Содержание изобутилена в отходящей C4-фракции (поток 6б) - 4 мас.%.
Часть потока 7 (в количестве 55 мас.%) рециркулировали в реактор Р-1.
Основные данные по материальным потокам и конверсии приведены в таблице.
Пример 7.
Процесс осуществляли согласно фиг. 3.
Реакторы Р-1, Р-2 и Р-3 были заполнены стеклянными кольцами, реактор Р-4 был заполнен сульфоионитным катализатором КУ-2ФПП.
Реакторы имели высоту: Р-1 - 1.6 м, Р-2 - 1.2 м, Р-3 - 0.8 м, Р-4 - 1.2 м.
Температура в реакторах: в Р-1 - 100oC, в Р-2 - 140oC, в Р-3 - 150oC, в Р-4 - 90oC.
В водном потоке 22а поддерживали концентрацию фосфорной кислоты 5 мас.%.
В качестве растворителя в Р-2 подавали смесь, содержавшую 95 мас.%. метилдигидропирана и 5 мас.% диметилдиоксана.
Выделяемый после Р-2 в С-1 растворитель, содержавший ВПП, до подачи в Р-2 направляли в зону дополнительного превращения. Сюда же направляли водный поток 15, содержавший кислый катализатор.
После разделения в узле С-2 растворитель возвращали в Р-2, оставшиеся ВПП выделяли в качестве побочного продукта, а водный слой, содержавший кислоту, направляли в Р-4, где в присутствии катализаторов КУ-2ФПП и фосфорной кислоты осуществляли взаимодействие его с исходной C4-фракцией, содержавшей 45 мас. %. изобутилена. Полученный трет-бутанол и кислый водный слой направляли в Р-1. Отработанная C4-фракция содержала 12 мас.% изобутилена.
Основные данные по материальным потокам и конверсии приведены в таблице.
Пример 8.
Процесс осуществляли согласно фиг. 3. (без узла гидратации Р-4 ).
Реакторы Р-1 и Р-2 были заполнены стеклянными кольцами, реактор Р-3 - оксидным катализатором, содержавшим бор, кальций и фосфор.
Реакторы имели высоту: Р-1 - 0.8 м, Р-2 - 0.8 м. Реактор Р-3 представлял из себя цилиндрический аппарат с внутренним диаметром 32 мм высотой 50 мм.
Температура в реакторах: в Р-1 - 100oC, в Р-2 - 125oC, в Р-3 - 350oC.
В водном потоке 22а поддерживали концентрацию фосфорной кислоты (с ингибирующими добавками) 8 мас.%.
В качестве растворителя в Р-2 подавали побочные продукты синтеза изопрена, выкипающие в интервале температур 80-110oC.
В реактор Р-3 в испаренном состоянии направляли выделенный в С-1 после зоны разложения (Р-2) органический поток, содержавший диметилдиоксан, метилдигидропиран и другие побочные продукты, имеющие температуру кипения выше 110oC. Разложение проводили в присутствии водяного пара в массовом соотношении углеводороды : вода, равном 1:2.
Основные данные по материальным потокам и конверсии приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1997 |
|
RU2135448C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2001 |
|
RU2203878C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА ИЗ ИЗОБУТАНА И ФОРМАЛЬДЕГИДА | 1997 |
|
RU2135449C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1995 |
|
RU2091362C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА ИЗ ФОРМАЛЬДЕГИДА И ИЗОБУТЕНСОДЕРЖАЩЕЙ C-ФРАКЦИИ | 2008 |
|
RU2373176C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 1995 |
|
RU2099319C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА НА ОСНОВЕ ЖИДКОФАЗНОГО ВЗАИМОДЕЙСТВИЯ ИЗОБУТЕНА И ФОРМАЛЬДЕГИДА | 1998 |
|
RU2131863C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА ИЗ ИЗОБУТЕНА, СОДЕРЖАЩЕГОСЯ В УГЛЕВОДОРОДНЫХ СМЕСЯХ, И ФОРМАЛЬДЕГИДА | 1998 |
|
RU2167138C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2000 |
|
RU2202530C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА ИЗ ФОРМАЛЬДЕГИДА И ИЗОБУТЕНА | 1999 |
|
RU2164909C2 |
Изобретение относится к получению изопрена, применяемого в качестве мономера в производстве синтетического каучука. Изопрен получают жидкофазным взаимодействием изобутилена и/или трет-бутанола с раствором формальдегида в присутствии кислых катализаторов как минимум в двух реакционных зонах, в которых последовательно осуществляется синтез предшественников изопрена и их разложение в изопрен. Разложение проводят в присутствии органического растворителя, в качестве которого используют 4,4-диметилдиоксан и/или 4-метил-5,6-метилдигидропиран и/или другие побочные продукты синтеза изопрена, имеющие температуры кипения выше 80°С, предпочтительно выше 120°С, или же смешанный растворитель, содержащий недиеновые углеводороды с температурой кипения выше 65°С. Предпочтительно из потока, направляемого в зону разложения, отгоняют углеводороды С4. Выделяемые после зоны разложения органический и/или водный потоки направляют в зону дополнительного превращения с кислым катализатором для получения дополнительного количества изопрена. Часть отделяемого водного потока может быть подвергнута контактированию с изобутиленсодержащей фракцией в присутствии кислого катализатора для получения трет-бутанола, направляемого в качестве сырья в зону синтеза предшественников изопрена. Улучшаются технологические и экономические показатели процесса. I c. и 6 з.п. ф-лы, 1 табл., 3 ил.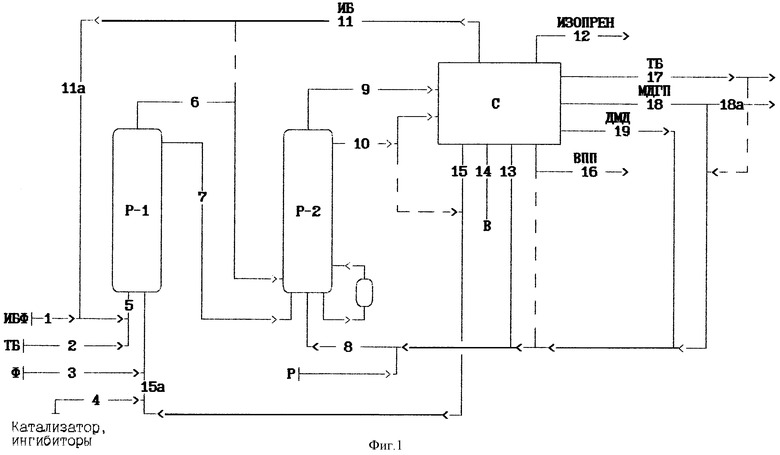
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| RU 1216940 С, 1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДИОКСАНОВ | 0 |
|
SU238539A1 |
| ЕСеСОЮЗНАЯ | 0 |
|
SU361174A1 |
| Приспособление к уборочным машинам для отделения початков от стеблей кукурузы | 1956 |
|
SU106323A1 |

