Изобретение относится к области получения высокооктановых бензинов, включающих алкил-трет-алкиловые эфиры.
Известен способ получения бензинов с более высокими антидетонационными свойствами путем введения в бензины, имеющие недостаточно высокие октановые числа, алкил-трет-алкиловых эфиров, например метил-трет-бутилового эфира (МТБЭ) и/или метил-трет-амилового эфира (МТАЭ) [Данилов А.М. Применение присадок в топливах для автомобилей, справочник, М., Химия, 2000г., с.54-55] .
Известны способы получения высокооктановых смесей, содержащих алкил-трет-алкиловые эфиры и углеводороды С5 и, возможно, углеводороды с большим числом углеродных атомов [Пaт. RU 2102375, 20.01.98, Бюлл. 2, Пaт. RU 2102374, 20.01.98, Бюлл. 2].
Согласно Пат. RU 2102375 высокооктановые смеси получают путем прямоточного контактирования спиртов, предпочтительно метанола или этанола, со смесями углеводородов, предпочтительно не выше С7, включающими трет-алкены в присутствии кислого(ых) гетерогенного(ых) катализатора(ов), в частности катионита(ов), после чего из реакционной смеси отделяют ректификацией (отгоняют) часть присутствующих углеводородов. При этом спирт(ы) подают в реакционную зону в таком количестве, что содержание его(их) в целевом высокооктановом продукте, выводимом в качестве кубового продукта ректификации, не превышает допустимой нормы. Используют как минимум две последовательные реакционные зоны и в последней поддерживают менее высокую температуру.
Применение способа связано с необходимостью использования ректификации.
Согласно Пат. RU 2102374 алкил-трет-алкиловые эфиры и/или их смеси с углеводородами получают путем контактирования углеводородных смесей и алифатического спирта или смесей, содержащих алифатические спирты от C1 до С5 в присутствии кислых гетерогенных катализаторов, в частности сульфокатионитов, в двух или нескольких последовательных реакционных зонах, причем в первой реакционной зоне используют катализатор со средним размером частиц, как минимум вдвое превышающим средний размер частиц в последней реакционной зоне.
Пат. RU 2102374 не требует обязательной отгонки части углеводородов из реакционной смеси, однако требует как минимум двух последовательных реакционных зон, во второй из которых поддерживают температуру ниже, чем в первой. Реакционная смесь частично содержит непрореагировавший метанол. Патент не содержит технических решений по получению сырья и использованию продукта, в частности, в увязке с получением бензина каталитического крекинга.
Известен также способ [Пат. RU 2131866, 20.06.99 г., Бюлл. 17] получения алкил-трет-алкиловых эфиров или их смесей, в частности с углеводородами, согласно которому смеси углеводородов, включающие трет-алкены и нетретичный(е) спирт(ы), контактируют с кислым(и) катализатором(ами) в двух или нескольких реакционных зонах с промежуточным охлаждением потоков, причем используют такое число реакционных зон и в каждой из них такое количество катализатора и/или такую удельную объемную скорость подачи потока(ов), что прирост температуры в каждой реакционной зоне не превышает 40oС, предпочтительно не превышает 25oС. Приводятся примеры с использованием в качестве углеводородного сырья - смесей углеводородов С4, смесей углеводородов С5 и смесей углеводородов С4-С5, в качестве спирта - метанол и этанол, в качестве катализаторов - кислых катионитов с размером частиц от 0,2 до 1 мм, а также фосфорной кислоты, нанесенной на силикагель.
Патент также не содержит рекомендаций по получению сырья и использованию продукта, в частности, в увязке с получением бензина каталитического крекинга.
Особенностью углеводородов С5, образующихся при каталитическом крекинге, является то, что 2-метил-2-бутен, составляющий большую часть (2/3) образующихся трет-пентенов, обладает наиболее высокой температурой кипения (38,6oС) из всех алифатических пентанов и пентенов. Извлечение его ректификацией из углеводородной смеси, получаемой при каталитическом крекинге, требует чрезвычайно высокой эффективности ректификации. Нами обнаружено, что практически полное извлечение 2-метил-2-бутена из катализата и/или нестабильного бензина каталитического крекинга совместно с другими углеводородами С5 без последующего ущерба взаимодействию со спиртом(ами) и получению высокооктановой смеси может быть достигнуто путем отгонки при ректификации смеси углеводородов С5 как минимум с частью углеводородов С6.
Особенностью состава всей углеводородной смеси, образующейся при каталитическом крекинге, является относительно небольшой процент (15-25%) содержания углеводородов С5 по отношению к общему количеству углеводородов С5 и более высококипящих углеводородов (бензину каталитического крекинга). Это позволяет при получении высокооктанового бензина подавать на контактирование с углеводородной смесью и катализатором избыточное количество спирта(ов) по сравнению с расходуемым в равновесных реакциях образования алкил-трет-алкилового(ых) эфира(ов) из трет-алкенов и спирта(ов) и образующуюся реакционную массу, содержащую 2,5% или более спирта(ов) (после отгонки углеводородов С4, если они присутствуют в большом количестве), смешивать с остальной частью бензина каталитического крекинга (нестабильного бензина), получая продукт с меньшей концентрацией спирта(ов). Не исключается и возможность смешивания с другими имеющимися бензинами с соответствующим снижением концентрации спирта(ов).
Мы предлагаем способ получения высокооктанового бензина, включающий взаимодействие трет-алкенов, содержащихся в продуктах каталитического крекинга углеводородов, со спиртом(ами) C1-C2 в присутствии кислых катионитов, заключающийся в том, что из катализата каталитического крекинга и/или извлеченного из него нестабильного бензина выделяют с помощью ректификации смесь, содержащую основное количество образовавшихся при каталитическом крекинге углеводородов С5, включая 2-метил-1-бутен и 2-метил-2-бутен, и не менее 2,0%, предпочтительно более 5% углеводородов С6, проводят ее взаимодействие со спиртом(ами) в присутствии кислого(ых) катионита(ов) в реакционной(ых) зоне(ах) и образующуюся реакционную смесь непосредственно или после отгонки более легкокипящих компонентов смешивают как минимум с частью бензина каталитического крекинга и/или кубового остатка его ректификации от углеводородов C5, и/или другим бензином и, возможно, высокооктановым компонентом в пропорции, при которой содержание спирта(ов) в образующемся смешанном бензине не превышает допускаемой безопасной нормы.
Как вариант предлагается способ, при котором из катализата каталитического крекинга и/или извлеченного из него нестабильного бензина выделяют для последующего взаимодействия со спиртом(ами) смесь, содержащую преимущественно углеводороды С5, при такой эффективности ректификации и такой отгонке углеводородов С6 в составе выделяемой смеси, что в нее переходит не менее 90%, предпочтительно более 95%, трет-пентенов, содержавшихся в катализате каталитического крекинга и/или нестабильном бензине.
Как вариант предлагается способ, при котором из катализата каталитического крекинга и/или извлеченного из него нестабильного бензина выделяют и подвергают далее взаимодействию со спиртом(ами) смесь, содержащую преимущественно углеводороды C5-С6.
Как вариант предлагается способ, при котором из катализата каталитического крекинга выделяют и подвергают далее взаимодействию со спиртом(ами) смесь, содержащую преимущественно углеводороды С4, С5 и, возможно, С6, из образующейся реакционной смеси отгоняют углеводороды С4 и оставшуюся смесь смешивают с указанным(и) бензином(ами).
Как вариант предлагается способ, при котором контактирование указанной выделяемой углеводородной смеси со спиртом(ами) и кислым(и) катионитом(ами) проводят при температуре от 40 до 100oС.
Как вариант предлагается способ, при котором контактирование указанной выделяемой углеводородной смеси со спиртом(ами) и кислым(и) катионитом(ами) осуществляют в двух или нескольких последовательных реакционных зонах, в последней из которых поддерживают температуру как минимум на 10oС, предпочтительно на 20-40oС ниже, чем на выходе из первой реакционной зоны.
Как вариант предлагается способ, при котором после контактирования указанной углеводородной смеси со спиртом(ами) и кислым(и) катионитом(ами) и, возможно, последующей отгонки углеводородов С4, из оставшейся смеси отгоняют часть углеводородов С5 совместно со спиртом(ами) и отогнанную смесь после конденсации возвращают в реакционную(е) зону(ы).
Как вариант предлагается способ, при котором в реакционную(ые) зону(ы) подают углеводородную смесь и спирт(ы) в таком количестве, что общее мольное отношение поданных спирта(ов) и трет-алкенов составляет от 1:1 до 2:1.
Как вариант предлагается способ, при котором при использовании двух или более реакционных зон часть спирта(ов) подают в первую реакционную зону в таком количестве, что соотношение спирт(ы): трет-алкены составляет не менее 0,7: 1, предпочтительно не менее 0,85:1, а остальное количество спирта(ов) подают во вторую и/или последующую(ие) реакционную(ые) зону(ы).
Как вариант предлагается способ, при котором часть образующейся реакционной смеси охлаждают и рециркулируют на вход в реакционную(ые) зону(ы).
Предлагается также способ получения высокооктанового бензина, заключающийся в том, что из катализата каталитического крекинга с помощью ректификации и, возможно, абсорбции выделяют поток, содержащий преимущественно углеводороды С5 и/или С5-С6, в том числе трет-пентены и, возможно, до 25% углеводородов С4, и поток, содержащий преимущественно углеводороды С4, в том числе изобутен, и частично углеводороды С5, указанные потоки подвергают раздельно взаимодействию со спиртом(ами) в присутствии кислого(ых) катионита(ов) в прямоточных реакционных зонах и полученные при этом реакционные смеси подвергают далее, возможно после частичного испарения или отгонки более легкой части, ректификации и/или каталитической ректификации в единой системе, предпочтительно с раздельным вводом подаваемых потоков, и выводят дистиллят, содержащий преимущественно непрореагировавшие углеводороды С4, и кубовый поток, содержащий метил-трет-бутиловый эфир, метил-трет-амиловый эфир, непрореагировавшие углеводороды С5 или C5-С6 и, возможно, более высококипящие углеводороды и эфиры, который далее смешивают с бензином(ами) в пропорции, при которой содержание спирта(ов) в смешанном бензине не превышает допускаемой безопасной нормы.
Как вариант предлагается способ, при котором из прямоточных реакционных зон реакционную смесь, полученную из потока, содержащего преимущественно углеводороды C5 или С5-С6, подают в катализаторную зону каталитической ректификации, предпочтительно в ее среднюю часть, а реакционную смесь, полученную из потока, содержащего преимущественно углеводороды С4, подают ниже катализаторной зоны.
Как вариант предлагается способ, при котором испаренную часть реакционной смеси, полученной в зоне взаимодействия потока С5 или С5-С6 со спиртом, конденсируют и подвергают дополнительному контактированию с кислым катионитом, после чего подвергают ректификации и/или каталитической ректификации в указанной единой системе.
Как вариант предлагается способ, при котором в каталитической ректификации используют катализатор с размером частиц не менее 3 мм, предпочтительно в форме цилиндров или колец диаметром не менее 4 мм.
В качестве прямоточных реакторов при реализации настоящего изобретения могут использоваться реакторы адиабатического типа и/или реакторы с различным(и) видом(ами) теплоудаления, например кожухотрубчатые реакторы, с частичным испарением реакционной массы и т.п. Термин каталитическая ректификация используется для обозначения реакционно-ректификационного аппарата, содержащего по крайней мере в средней части катализатор этерификации, или реакционно-ректификационного агрегата, части (аппараты) которого соединены так, что функционируют подобно единому реакционно-ректификационному аппарату.
Предлагаемое изобретение иллюстрируется фиг. 1-4 и примерами.
Согласно фиг.1 катализат каталитического крекинга (ККК) подвергают разделению в блоке разделения БР, из которого выводят по линии 2 нестабильный бензин, включающий поток углеводородов С5, С6, С7 и С8+, а также выводят поток легких компонентов (линия 3), поток углеводородов С3 (линия 4), поток углеводородов С4 (линия 5) и поток тяжелых углеводородов (линии 6, 7 и 8).
Нестабильный бензин подвергают ректификации в колонне К и в качестве дистиллята выводят поток, содержащий преимущественно углеводороды С5 с небольшим количеством углеводородов С6 или углеводороды С5-С6 (поток 9). Снизу колонны выводят оставшийся более тяжелый бензин (поток 10), который далее, возможно, полностью или частично выводят по линии 10а. Поток 9 направляют в реактор Р, куда также поступает спирт или смесь спиртов, вводимый(ые) по линии 11, предпочтительно после смешения с потоком 9.
Из реактора Р по линии 12 выводят реакционную смесь. Возможно, реакционную смесь далее отбирают по линии 13 и направляют по линии 13а в колонну к и/или частично охлаждают в теплообменнике и рециркулируют по линии 13б на вход в реактор Р.
Реакционную смесь (поток 12) или ее часть может быть направлена по линиям 14 и 15 на смешение с бензиновым потоком, подаваемым на смешение по линии 16. По линии 17 выводят бензин, обладающий более высокими октановыми свойствами, чем нестабильный бензин, вводимый по линии 2 в колонну К.
Как вариант реакционную смесь из реактора по линиям 12 и 14 направляют на смешивание с бензином Б, подаваемым по линии 18 и по линии 19, выводят бензин с более высокими октановыми свойствами, чем бензин Б. Возможно смешение реакционной смеси с несколькими различными бензинами и/или высокооктановыми компонентами с получением бензина с необходимыми свойствами.
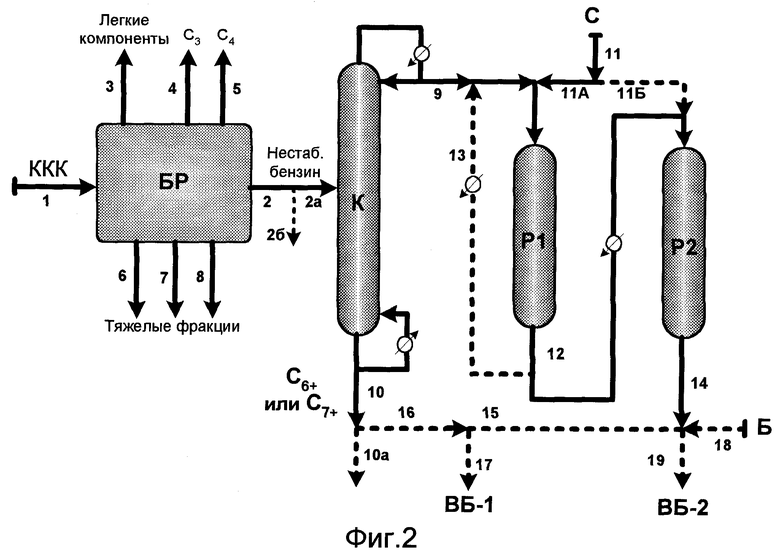
Согласно фиг. 2. в отличие от фиг.1, поток реакционной смеси, выводимый по линии 12 из первого реактора Р1, охлаждают в теплообменнике и подают по линии 12А во второй реактор Р2, куда возможно подают часть спирта(ов) по линии 11Б. Из реактора Р2 выводят по линии 14А реакционную смесь, которую подвергают смешению с бензином(ами), как указано при описании к фиг.1 для смеси 14.
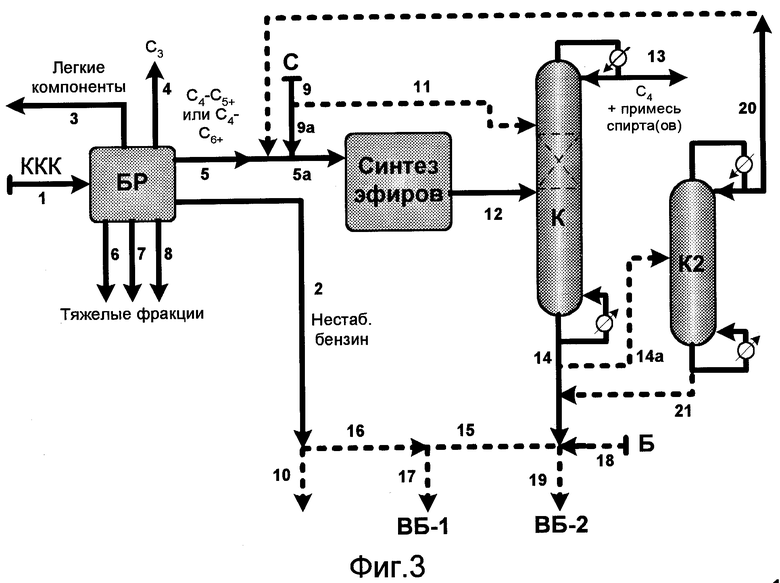
Согласно фиг. 3. в отличие от фиг.1 и 2, из блока разделения БР выводят по линии 5 смесь углеводородов С4-С5+ (или возможно смесь углеводородов С4-С6+) и направляют ее в узел (зону) синтеза эфиров. В узел синтеза эфиров подают также (предпочтительно после смешивания с потоком 5) спирт(ы), поступающий(е) по линии 9 (далее по линии 9А).
Реакционную смесь из узла (зоны) синтеза эфиров подают по линии 12 в колонный аппарат (агрегат) К, который является ректификационной колонной или, возможно, реакционно-ректификационным аппаратом (агрегатом). В последнем случае аппарат (агрегат) К имеет реакционную зону, содержащую формованный катализатор (показано пунктиром). Если К выполняет реакционно-ректификационные функции, в него по линии 11 может подаваться (выше катализаторной зоны) часть спирта(ов), поступающего по линии 9.
Сверху колонного аппарата (агрегата) К выводят поток 13, содержащий преимущественно непрореагировавшие углеводороды C4. Снизу К по линии 14 выводят высокооктановую смесь 14, которую подвергают смешиванию с бензином(ами), как указано в описании к фиг.1.
Возможно, поток 14 или его часть подают в дополнительную ректификационную колонну К2, сверху которой по линии 20 отбирают дистиллят, содержащий преимущественно углеводороды С5 и спирт, который рециркулируют в узел (зону) синтеза эфиров. Снизу К2 выводят поток 21, который направляют на смешивание с бензином(ами).
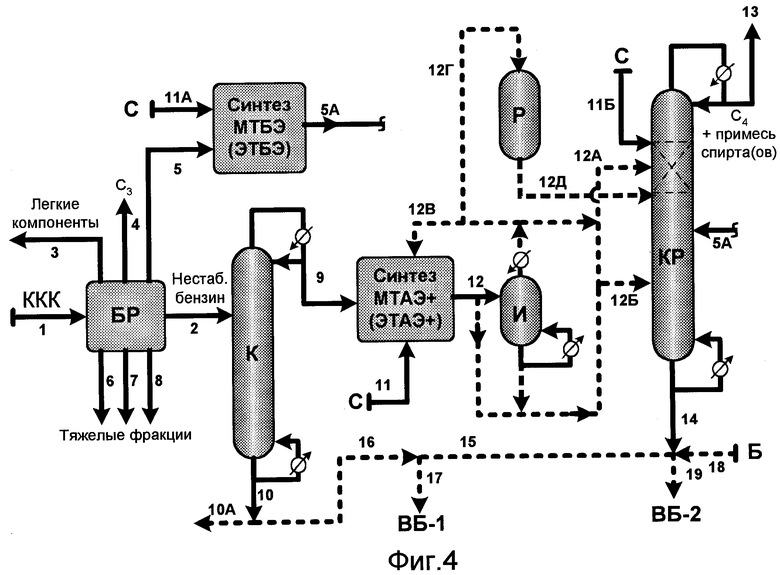
Согласно фиг.4 выводимый из узла БР по линии 1 нестабильный бензин подвергают ректификации в колонне К, аналогично тому, как указано в описании к фиг.1 и 2. Поток дистиллята по линии 9 направляют в узел синтеза МТАЭ+(ЭТАЭ+), куда подают по линии 11 (предпочтительно смешивая с потоком 9) спирт(ы). Из узла синтеза МТАЭ+(ЭТАЭ+) выводят реакционную смесь по линии 12.
Выводимый из узла БР по линии 5 поток, содержащий преимущественно углеводороды C4, направляют в узел (зону) синтеза МТБЭ (ЭТБЭ), куда подают спирт(ы) по линии 11A. Реакционную смесь из узла синтеза МТБЭ (ЭТБЭ) подают по линии 5А в аппарат КР, являющийся ректификационной колонной или реакционно-ректификационным аппаратом (агрегатом). Во втором случае он содержит формованный кислый катализатор (показано пунктиром), и подача ведется ниже слоя катализатора.
Реакционную смесь из узла (зоны) синтеза МТАЭ+ (ЭТАЭ+) по линии 12 направляют в аппарат КР (по линии 12А и/или 12Б) или в испаритель И, откуда неиспаренную часть по линии 12Б направляют в аппарат КР, а испаренный поток конденсируют и возвращают в узел синтеза МТАЭ+ (ЭТАЭ+) по линии 12В и/или направляют в аппарат КР по линии 12А и/или направляют по линии 12Г в прямоточный реактор Р, откуда реакционная смесь поступает в аппарат КР по линии 12 Д.
Сверху КР выводят по линии 13 дистиллят, содержащий преимущественно углеводороды С4. Снизу КР выводят по линии 14 высокооктановую смесь, которую подвергают смешиванию с бензином(ами), как указано при описании к фиг.1.
ПРИМЕРЫ
ПРИМЕР 1 (сравнительный).
Нестабилизированный бензин (бензиновую фракцию) каталитического крекинга (соответствует потоку 2 на фиг.1) подвергают ректификации на колонне К, имеющей эффективность 25 теоретических тарелок (соответствует ~ 50 колпачковым тарелкам при коэффициенте полезного действия КПД тарелок 0,5) при подаче 1,0 кг/ч.
Бензин содержит 3,28% углеводородов C4, 7,42% изопентана, 0,94% н-пентана, 0,26% 3-метилбутена-1, 2,02% 2-метилбутена-1, 4,00% 2-метилбутена-2, 1,13% пентена-1, 4,25% пентенов-2, 22,20% углеводородов С6 и 54,50% углеводородов С7+.
Ректификацию ведут с отбором дистиллята, содержащего 1,0% углеводородов С6.
При флегмовом числе 1,8 выводят 102 г/ч дистиллята, содержащего преимущественно углеводороды С5, и 898 г/ч кубового продукта, содержание в котором 2-метилбутена-2 составляет 3,7% (при этом потеря 2-метилбутена-2 с кубовым продуктом составляет 82 отн.% от его содержания в исходном нестабильном бензине).
Увеличивают флегмовое число до 4,8 и при этом выводят 204 г/ч дистиллята, содержащего преимущественно углеводороды C5, и 796 г/ч кубового продукта, содержащего 2,3% 2-метилбутена-2. Потеря 2-метилбутена-2 с кубовым продуктом в этом случае составляет 49 отн.% от его содержания в исходном нестабильном бензине.
Из-за большой потери 2-метилбутена-2 с кубовым продуктом дальнейшую переработку дистиллята путем взаимодействия со спиртом не проводили.
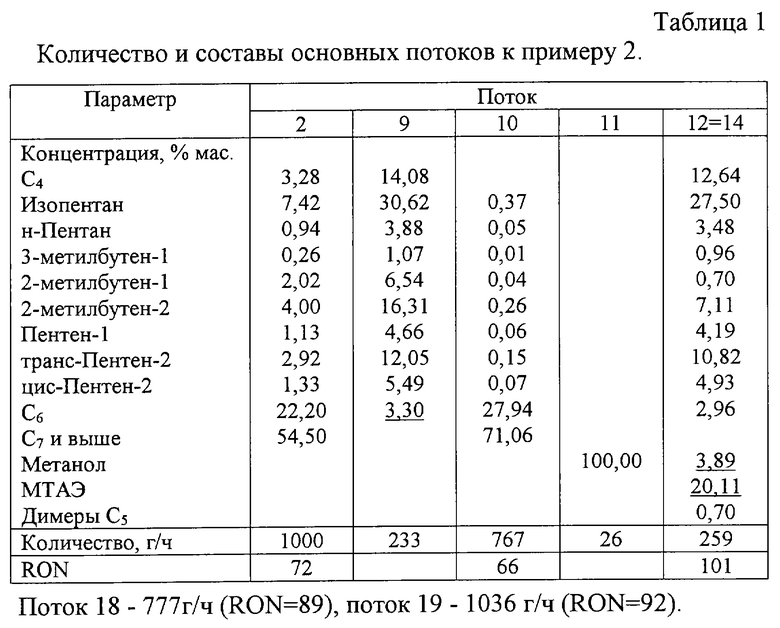
ПРИМЕР 2.
Процесс ведут согласно фиг.1.
Катализат каталитического крекинга разделяют в блоке БР и бензиновую фракцию по линии 2 в количестве 1 кг/ч направляют в ректификационную колонну К, имеющую эффективность 23 теоретические тарелки.
С верха колонны К отбирают по линии 9 дистиллят - фракцию углеводородов С5, содержащую 3,3% углеводородов С6, снизу по линиям 10 и 10А выводят поток, содержащий ~ 0,3% трет-алкенов (что составляет 3,5% от их содержания в исходной бензиновой фракции). Указанный дистиллят колонны К смешивают с метанолом, подаваемым по линии 11, и направляют полученный поток в прямоточный реактор Р адиабатического типа, загруженный формованным сульфокатионитным катализатором КИФ.
Температура смеси на входе в реактор - 52oС, на выходе - 78oС. Объемная скорость подачи сырья в реактор 0,4 ч-1.
Конверсия трет-пентенов в реакторе Р составляет 65%.
Реакционную массу, выводимую из реактора Р, по линиям 12 и 14 направляют на смешение с потоком бензина Б, подаваемым по линии 18 в количестве 777 г/ч. Получаемый в результате смешения потоков 14 и 18 высокооктановый бензин ВБ-2 по линии 19 выводят в качестве готового продукта.
Количество и составы основных продуктов приведены в табл. 1. Исходный нестабилизированный бензин каткрекинга (поток 2) имеет октановое число по исследовательскому методу RON=72, поток 12≡14 имеет RON=101, подаваемый для смешивания бензин Б имеет RON=89. Получаемый смешанный поток ВБ-2 (линия 19) в количестве 1036 г/ч имеет RON=92, причем содержание в нем метанола составляет 0,98%.
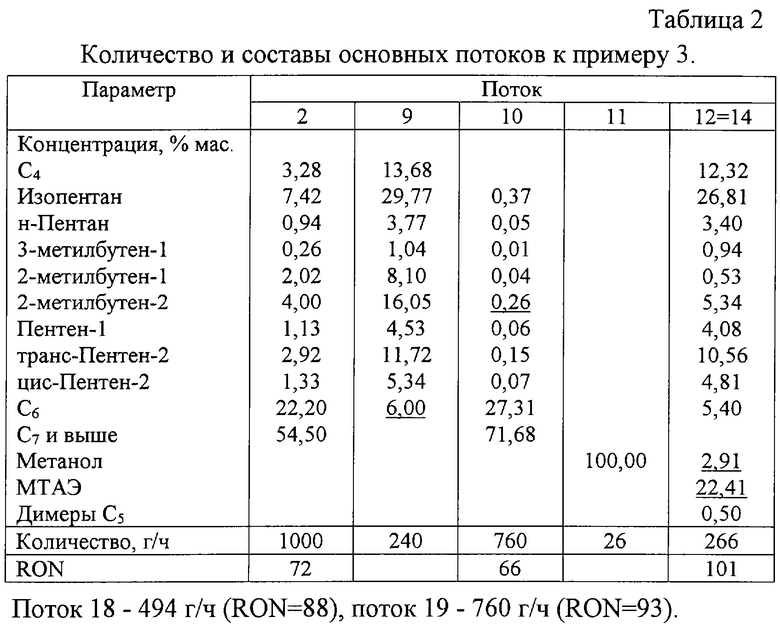
ПРИМЕР 3.
Процесс ведут согласно фиг.1.
Катализат каталитического крекинга разделяют в блоке БР и бензиновую фракцию по линии 2 направляют в ректификационную колонну К эффективностью 25 теор. тарелок.
Из куба колонны отбирают бензиновую фракцию, содержащую углеводороды С6+ и 0,3% трет-пентенов (то есть 3,8 отн.% от содержания в бензине, подаваемом по линии 2), которую выводят по линиям 10 и 10А.
С верха колонны К отбирают по линии 9 дистиллят - фракцию углеводородов С5, содержащую 5% углеводородов С6, смешивают ее с метанолом, подаваемым по линии 11, рециркуляционным потоком 13б и направляют полученный поток в прямоточный реактор Р адиабатического типа, загруженный формованным сульфокатионитным катализатором КИФ.
Температура смеси на входе в реактор 52oС, на выходе 65oС. Объемная скорость подачи сырья в реактор 0,7 ч-1.
Конверсия трет-пентенов в реакторе Р составляет 74%.
Для отвода тепла реакции и снижения разогрева в реакторе Р выводимую из него реакционную массу (поток 12) разделяют на две части в пропорции 1,2:1 и большую из частей охлаждают и рециркулируют по линии 13 на вход в реактор Р. Остальную часть реакционной массы по линии 14 направляют на смешение с бензином Б, подаваемым в количестве 494 г/ч по линии 18, имеющим октановое число RON=88. В результате получают в количестве 760 г/ч высокооктановую бензиновую смесь ВБ-2, содержащую ~ 1,0 мас.% метанола и имеющую RON=93, которую по линии 19 выводят в качестве продукта.
Количество и составы основных продуктов приведены в табл.2.
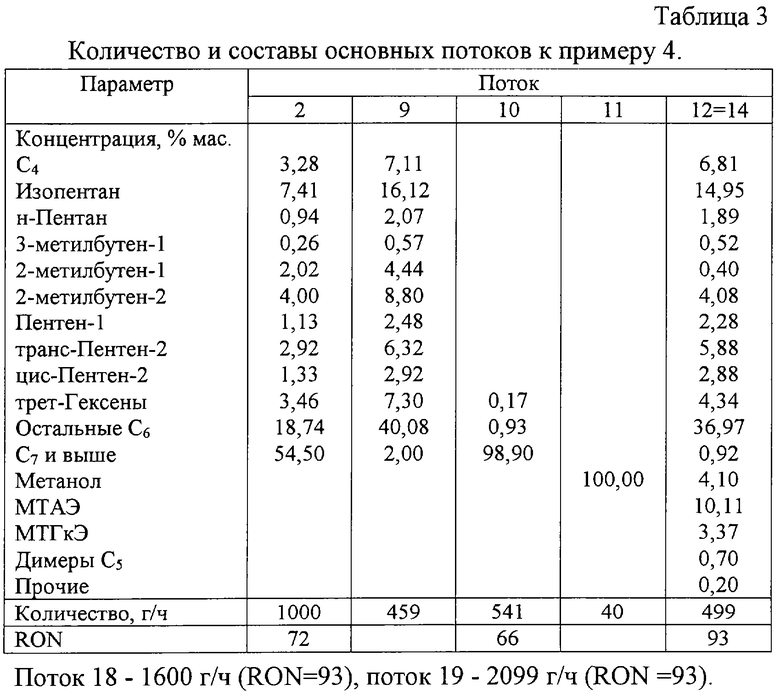
ПРИМЕР 4.
Процесс ведут согласно фиг.1.
Катализат каталитического крекинга разделяют в блоке БР и бензиновую фракцию по линии 2 направляют в ректификационную колонну К, имеющую эффективность 25 теор. тарелок.
Снизу колонны выводят кубовый остаток по линии 10 и далее по линии 10А.
С верха колонны К отбирают по линии 9 фракцию углеводородов С5-С6, смешивают ее с метанолом, подаваемым по линии 11, и направляют полученный поток в прямоточный реактор Р адиабатического типа, загруженный мелкозернистым сульфокатионитом Purolite СТ-275.
Температура смеси на входе в реактор - 57oС, на выходе - 66oС. Объемная скорость подачи сырья в реактор 1,2 ч-1.
Конверсия трет-пентенов в реакторе Р составляет 63%, конверсия трет-гексенов составляет 36%.
Реакционную массу, выводимую из реактора Р по линии 12 и далее по линии 14, направляют на смешение с бензином Б с октановым числом RON=93, подаваемым в количестве 160 г/ч по линии 18. Получаемый в результате смешения потоков 14 и 18 высокооктановый бензин ВБ-2, содержащий 0,95 мас.% метанола и имеющий RON=93, по линии 19 выводят в качестве готового продукта.
Количество и составы основных технологических потоков приведены в табл. 3.
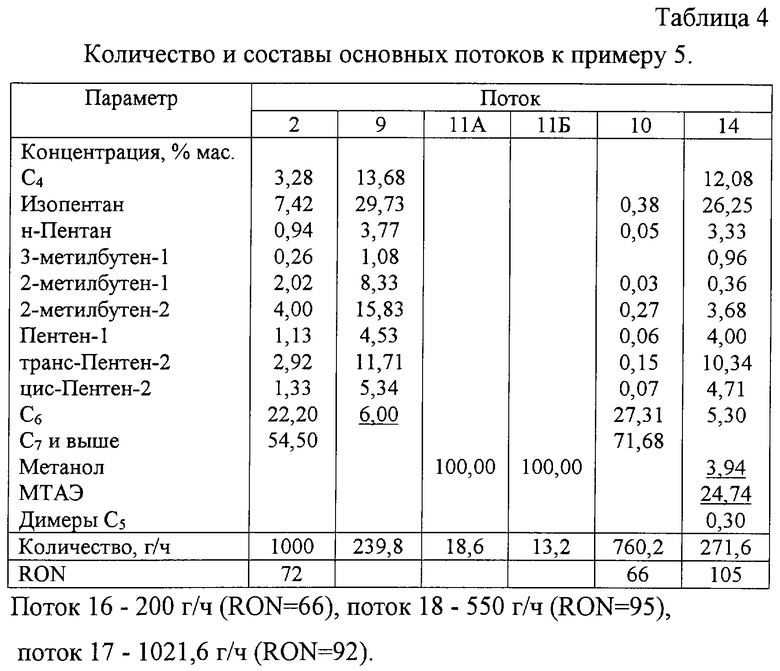
ПРИМЕР 5.
Процесс ведут согласно фиг.2.
Катализат каталитического крекинга разделяют в блоке БР и бензиновую фракцию по линии 2 направляют в ректификационную колонну К.
Из куба колонны отбирают бензиновую фракцию, содержащую углеводороды С6 и выше, которую выводят по линии 10, после чего часть ее направляют по линии 16 в количестве 200 г/ч на смешивание, а остальное количество выводят по линии 10А.
С верха колонны К отбирают по линии 9 дистиллят - фракцию углеводородов С5, содержащую 6% углеводородов С6, смешивают ее с метанолом, подаваемым по линии 11А, и направляют полученный поток в систему, состоящую из двух последовательных прямоточных реакторов адиабатического типа Р1 и Р2 с промежуточным охлаждением реакционной смеси между реакторами и подачей дополнительного количества метанола в реактор Р2 по линии 11Б. Мольное отношение метанол: трет-алкены на входе в Р1 составляет 0,7:1. Реактор PI загружен формованным сульфокатионитным катализатором КИФ, реактор Р2 загружен мелкозернистым сульфокатионитным катализатором Амберлист-15.
Температура смеси на входе в реактор Р1 - 57oС, на выходе - 75oС. Объемная скорость подачи сырья в реактор 1,6 ч-1.
Температура смеси на входе в реактор Р2 - 46oС, на выходе - 55oС. Объемная скорость подачи сырья в реактор 0,6 ч-1.
Конверсия трет-пентенов в реакторе Р1 составляет 51%, суммарно в реакторах Р1 и Р2 - 76%.
Реакционную массу после реактора Р2 по линиям 14 и 15 направляют на смешение с бензином кат. риформинга, подаваемым в количестве 550 г/ч по линии 18 и имеющим октановое число RON=95, и частью кубового продукта колонны К, подаваемой по линии 16. В результате получают в количестве 1021,6 г/ч высокооктановую бензиновую смесь ВБ-1, содержащую ~ 1 мас.% метанола и имеющую RON=92, которую по линии 17 выводят в качестве продукта.
Количество и составы основных потоков приведены в табл. 4.
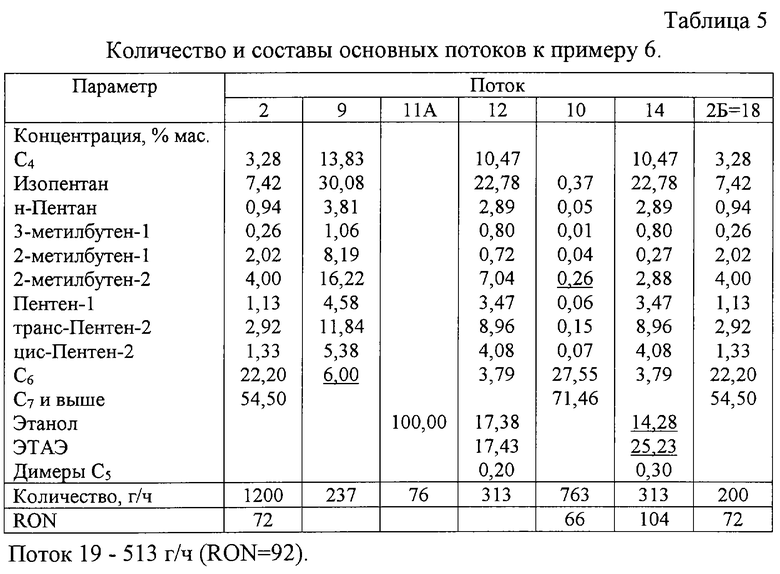
ПРИМЕР 6.
Процесс ведут согласно фиг.2.
Катализат каталитического крекинга разделяют в блоке БР и бензиновую фракцию частично по линии 2А направляют в ректификационную колонну К эффективностью 25 теор. тарелок, а остальную часть выводят по линии 2Б.
Из куба колонны по линии 10 отбирают бензиновую фракцию, содержащую углеводороды С6 и выше, и выводят ее по линии 10А.
С верха колонны К отбирают по линии 9 фракцию углеводородов С5, содержащую 10% углеводородов С6, смешивают ее с этанолом, подаваемым по линии 11 и 11А в количестве, обеспечивающем мольное отношение этанол:трет-алкены, равное 2: 1, рециркуляционным потоком 13 и направляют полученный поток в систему, включающую два последовательных прямоточных реактора адиабатического типа Р1 и Р2. Три четвертых части реакционной массы после реактора Р1 охлаждают и по линии 13 рециркулируют на смешение с потоком 9 и далее в реактор Р1, а оставшуюся часть реакционной массы по линии 12 охлаждают и направляют в реактор Р2. В реакторы Р1 и Р2 загружен мелкозернистый сульфокатионитный катализатор Амберлист-15.
Температура смеси на входе в реактор Р1 - 55oС, на выходе - 61oС. Объемная скорость подачи сырья в реактор 0,7 ч-1.
Температура смеси на входе в реактор Р2 - 45oС, на выходе - 50oС. Объемная скорость подачи сырья в реактор 0,4-1.
Конверсия трет-пентенов в реакторе Р1 составляет 69%, суммарно в реакторах Р1 и Р2 - 79%.
Реакционную массу после реактора Р2 по линии 14 направляют на смешение с бензином, подаваемым по линии 2Б и далее линии 18, имеющим октановое число RON= 72. В результате получают высокооктановую бензиновую смесь ВБ-2, содержащую 8,7 мас.% этанола и имеющую RON=92, которую по линии 19 выводят в качестве продукта.
Количество и составы основных потоков к примеру 6 приведены в табл.5.
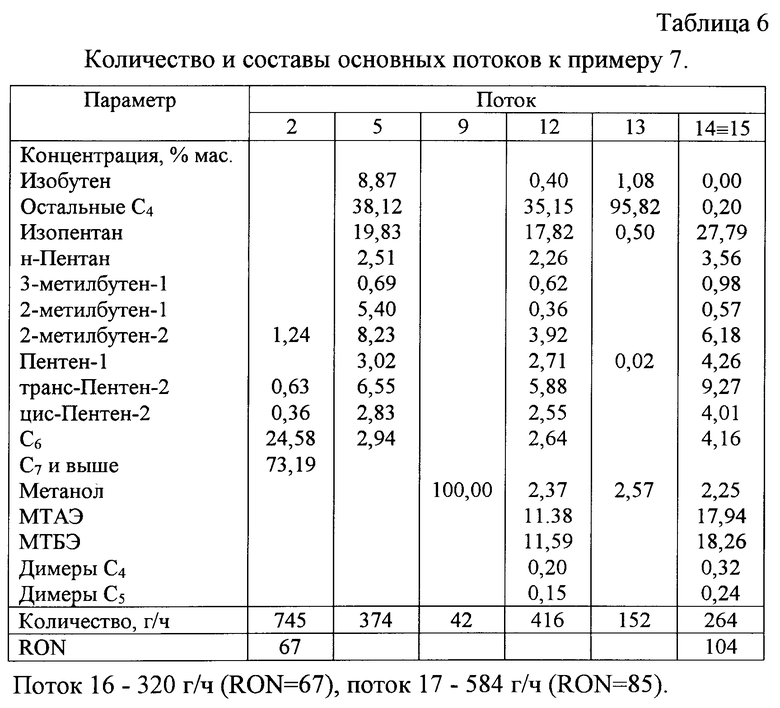
ПРИМЕР 7.
Процесс ведут согласно фиг.3 (без колонны К2).
Катализат каталитического крекинга разделяют в блоке БР и фракцию углеводородов С4-С5 по линии 5 и 5А направляют в блок синтеза эфиров. В блок синтеза эфиров подают также метанол по линиям 9 и 9А.
Блок синтеза эфиров включает три последовательных прямоточных реактора с промежуточным охлаждением, в которые загружен мелкозернистый сульфокатионитный катализатор Амберлист-35.
Температура на входе в первый реактор - 65oС, на выходе - 80oС, во втором реакторе - соответственно 50oС и 62oС, в третьем реакторе - соответственно 38oС и 45oС. Суммарная объемная скорость подачи сырья в реакторы составляет - 0,5 ч-1.
Конверсия изобутена в блоке синтеза эфиров составляет 95%, конверсия трет-пентенов - 65%.
Реакционную массу, выводимую из блока синтеза эфиров по линии 12, направляют в ректификационную колонну К.
В качестве дистиллята колонны К отбирают фракцию углеводородов С4, содержащую 2,5% метанола, которую по линии 13 выводят из процесса через блок рекуперации метанола с возвращением метанола в блок синтеза эфиров.
Кубовый продукт колонны К, представляющий собой высокооктановую эфиросодержащую смесь, по линиям 14 и 15 направляют на смешение с бензиновой фракцией, подаваемой в количестве 320 г/ч из блока БР по линиям 2 и 16, и получаемый после смешения в количестве 584 г/ч высокооктановый бензин с октановым числом RON= 85 и содержанием метанола ≤ 1 мас.% выводят по линии 17 в качестве продукта. Продукт может быть дополнительно заправлен высокооктановым(и) компонентом(ами).
Количество и составы основных потоков к примеру 7 приведены в табл.6
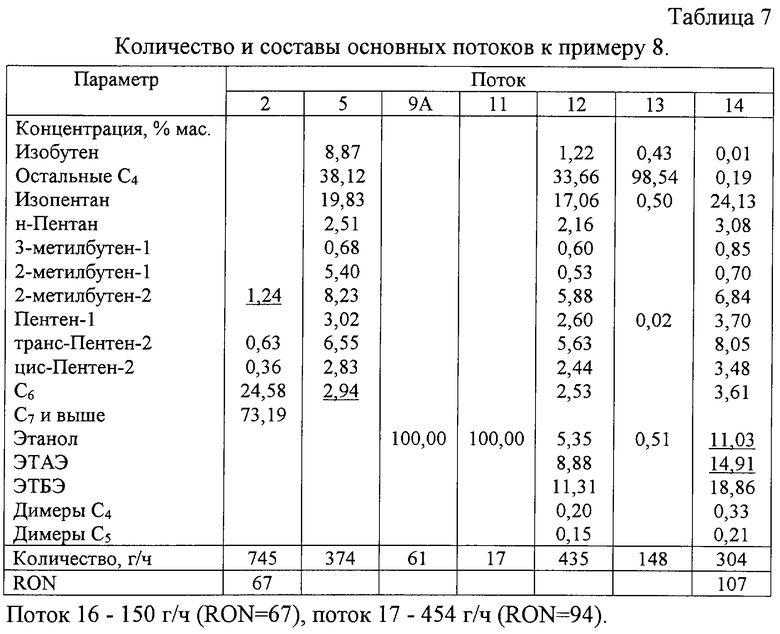
ПРИМЕР 8.
Процесс ведут согласно фиг.3 (без колонны К2).
Катализат каталитического крекинга разделяют в блоке БР и фракцию углеводородов С4-С5 по линии 2 направляют в блок синтеза эфиров. В блок синтеза эфиров подают также этанол по линиям 9 и 9А.
Блок синтеза эфиров включает два последовательных прямоточных реактора с промежуточным охлаждением, в которые загружен мелкозернистый сульфокатионитный катализатор Амберлист-35.
Температура смеси на входе в первый реактор - 56oС, на выходе - 70oС, во втором реакторе - соответственно 36oС и 42oС. Суммарная объемная скорость подачи сырья в прямоточные реакторы составляет 0,7 ч-1.
Конверсия изобутена в блоке синтеза эфиров составляет 86%, конверсия трет-пентенов - 47%.
Реакционную массу, выводимую из блока синтеза эфиров по линии 12 направляют в реакционно-ректификационный аппарат К. Реакционная зона аппарата К загружена формованным сульфокатионитным катализатором КУ-2ФПП.
В аппарат К выше слоя катализатора подают по линии 11 дополнительное количество этанола.
С учетом превращения в реакционной зоне аппарата К суммарная конверсия изобутена в процессе составляет 98% и конверсия трет-пентенов составляет 55%.
В качестве дистиллята аппарата К отбирают фракцию углеводородов С4, содержащую 0,51% этанола, которую по линии 13 выводят из процесса, возможно через блок рекуперации этанола с возвращением этанола в блок синтеза эфиров.
Кубовый продукт аппарата К, представляющий собой высокооктановую эфиросодержащую смесь, по линиям 14 и 15 направляют на смешение с частью бензиновой фракции, выводимой из блока БР по линии 2 и подаваемой на смешение в количестве 150 г/ч. Получаемый после смешения высокооктановый бензин с октановым числом RON=94, содержащий 7,4% этанола, выводят по линии 17 в качестве продукта.
Количество и составы основных потоков к примеру 8 приведены в табл.7.
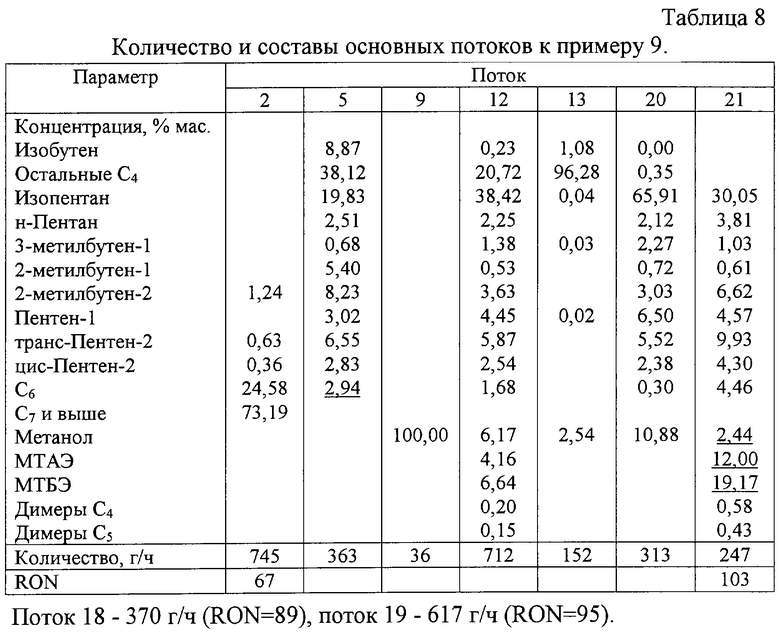
ПРИМЕР 9.
Процесс ведут согласно фиг.3 (с колонной К2).
Катализат каталитического крекинга разделяют в блоке БР и фракцию углеводородов С4-С5 (в ней 5% углеводородов С6) по линии 5 направляют в блок синтеза эфиров. В блок синтеза эфиров подают также рециркулируемый поток 20 и метанол по линиям 9 и 9А в количестве, обеспечивающем мольное отношение метанол:трет-алкены на входе в реактор Р1, равное 1,5:1.
Блок синтеза эфиров включает два последовательных прямоточных реактора с промежуточным охлаждением. Первый реактор является трубчатым реактором с теплосъемом за счет подачи охлаждающей воды в межтрубное пространство, второй реактор - реактор адиабатического типа. В первый реактор загружен формованный сульфокатионитный катализатор КИФ, во второй реактор - мелкозернистый сульфокатионитный катализатор Амберлист-35.
Температура смеси на входе в первый реактор - 60oС, на выходе - 65oС, во втором реакторе - соответственно 42oС и 50oС. Объемная скорость подачи сырья в реактор Р1 составляет 0,8 ч-1, во второй реактор - 0,6 ч-1.
Конверсия изобутена в блоке синтеза эфиров составляет 96%, конверсия трет-пентенов - 70%.
Реакционную массу, выводимую из блока синтеза эфиров по линии 12, направляют в ректификационную колонну К.
В качестве дистиллята колонны К отбирают фракцию углеводородов С4, содержащую 2,5% метанола, которую по линии 13 выводят из процесса, возможно через блок рекуперации метанола с возвращением метанола в блок синтеза эфиров.
Кубовый продукт колонны К направляют в дополнительную колонну К2, сверху которой отбирают и рециркулируют в блок синтеза эфиров поток 20, содержащий преимущественно углеводороды C5 и метанол, а снизу по линии 21 выводят кубовый продукт - высокооктановую эфиросодержащую смесь, которую по линии 15 направляют на смешение с бензином Б, подаваемым по линии 18. Получаемый после смешения высокооктановый бензин с октановым числом RON=70 и содержанием метанола не более 0,6% выводят по линии 19 в качестве продукта.
Количество и составы основных потоков к примеру 9 приведены в табл.8.
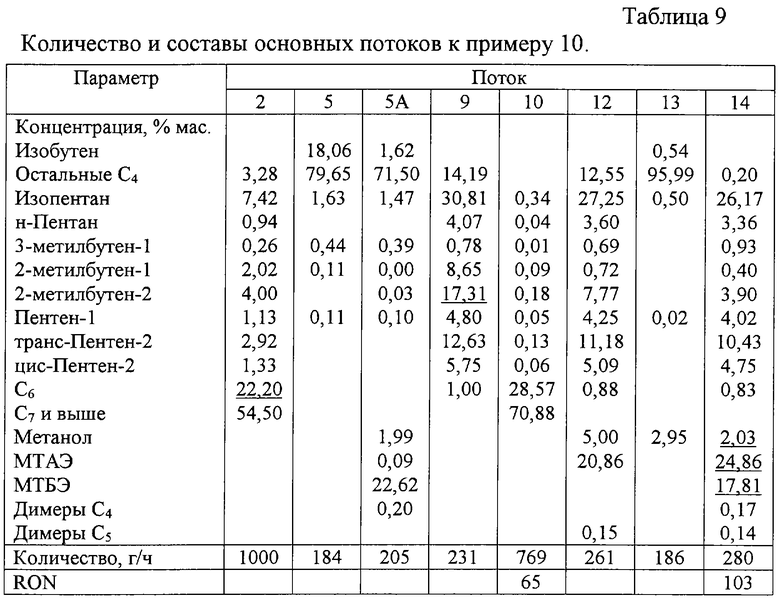
ПРИМЕР 10.
Процесс ведут согласно фиг.4.
Катализат каталитического крекинга разделяют в блоке БР. При этом фракцию углеводородов C4 по линии 5 направляют в блок синтеза МТБЭ, а бензиновую фракцию по линии 2 направляют в ректификационную колонну К.
В блок синтеза МТБЭ подают также метанол по линии 11А в количестве, обеспечивающем исходное мольное отношение метанол:изобутен ~1,1:1.
Блок синтеза МТБЭ включает два последовательных прямоточных реактора адиабатического типа с промежуточным охлаждением, в которые загружен мелкозернистый сульфокатионитный катализатор Амберлист-35.
Реакционную смесь после блока синтеза МТБЭ по линии 5А направляют в систему "каталитической ректификации" КР, выполненную в виде одного колонного аппарата, содержащего в средней части реакционную зону, заполненную катализатором КИФ, ниже слоя катализатора.
В колонне К проводят ректификацию бензиновой фракции. При этом верхний продукт колонны - фракцию C5, частично содержащую углеводороды С6, направляют в блок синтеза МТАЭ+, а кубовый продукт по линии 10 и 16 направляют на смешение для получения высокооктанового бензина.
В блок синтеза МТАЭ+ подают также метанол в количестве, обеспечивающем мольное отношение метанол:трет-пентены ~ 1,1:1.
Блок синтеза МТАЭ+ включает две последовательные прямоточные реакционные зоны, размещенные в одном вертикальном аппарате. Зоны загружены формованным катализатором КИФ-3М. Между реакционными зонами осуществляется охлаждение реакционной массы с помощью охлаждающего змеевика.
Реакционную массу из блока синтеза МТАЭ+ по линии 12 направляют в испарительно-отгонный аппарат И. Испаренную часть из аппарата И конденсируют и по линии 12Г направляют в дополнительный прямоточный реактор Р, из которого реакционную смесь выводят по линии 12Д и направляют в аппарат (систему) КР в исчерпывающую ректификационную зону аппарата КР.
Конверсия изобутена в блоке синтеза МТБЭ составляет 90%, конверсия трет-пентенов в блоке синтеза МТАЭ+ составляет 63%.
С учетом превращения в реакционной зоне аппарата К суммарная конверсия изобутена, содержащегося в потоке 5, составляет 97%, а суммарная конверсия трет-пентенов с учетом превращения в реакторе К - 80%.
В качестве дистиллята аппарата К отбирают фракцию углеводородов С4, содержащую 2,8% метанола, которую по линии 13 выводят из процесса, возможно через блок рекуперации метанола с возвращением метанола в блоки синтеза МТБЭ и МТАЭ+.
Кубовый продукт аппарата К, представляющий собой высокооктановую эфиросодержащую смесь, по линиям 14 и 15 направляют на смешение с частью бензиновой фракции, выводимой из блока БР по линии 10 и направляемой на смешение по линии 16.
На смешение направляют также высокооктановую ксилольную смесь (Б), вводимую по линии 18. После смешения высокооктановый бензин с октановым числом RON= 92 и содержанием метанола ~ 0,6% выводят по линии 17 в качестве продукта.
Количество и составы основных потоков к примеру 10 приведены в табл.9.
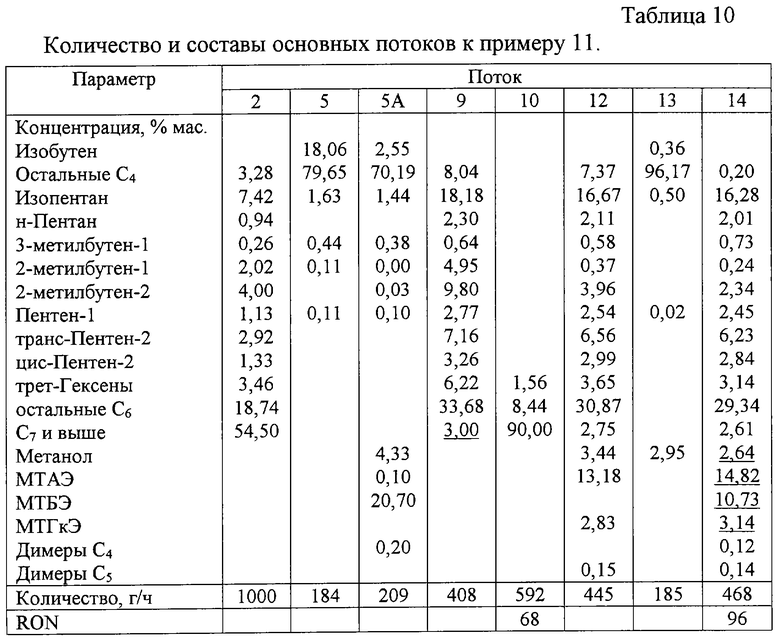
ПРИМЕР 11.
Процесс ведут согласно фиг.4.
Оборудование блоков синтеза МТБЭ и МТАЭ+, а также конструкция системы "каталитической ректификации" аналогична описанной в примере 8.
Катализат каталитического крекинга разделяют в блоке БР. При этом фракцию углеводородов С4 по линии 5 направляют в блок синтеза МТБЭ, а бензиновую фракцию по линии 2 направляют в ректификационную колонну К.
В блок синтеза МТБЭ подают также метанол по линии 11А в количестве, обеспечивающем исходное мольное отношение метанол:изобутен, равное 1,3:1.
Реакционную массу после блока синтеза МТБЭ по линии 5А направляют в систему "каталитической ректификации" КР, выполненную в виде одного колонного аппарата, содержащего в средней части реакционную зону, заполненную катализатором КИФ, ниже слоя катализатора.
В колонне К проводят ректификацию бензиновой фракции. При этом верхний продукт колонны - фракцию С5-С6, содержащую 3,0% углеводородов С7, направляют в блок синтеза МТАЭ+, а кубовый продукт выводят по линии 10 и 10А.
В блок синтеза МТАЭ+ подают также метанол в количестве, обеспечивающем мольное отношение метанол:трет-пентены, равное 1:1.
Блок синтеза МТАЭ+ включает две последовательные прямоточные реакционные зоны, загруженные формованным катализатором КИФ-ЗМ, с выводом теплоты из первой зоны и промежуточным охлаждением реакционной массы между зонами, выполненные в виде одного аппарата.
Реакционную массу из блока синтеза МТАЭ+ по линиям 12 и 12А направляют в систему "каталитической ректификации" в реакционную зону на уровне середины катализаторного слоя.
Конверсия изобутена в блоке синтеза МТБЭ составляет 90%, в блоке синтеза МТАЭ+ конверсия трет-пентенов составляет 68%, конверсия трет-гексенов - 33%.
С учетом превращения в реакционной зоне аппарата К суммарная конверсия изобутена, содержащегося в потоке 5, составляет 98%, конверсия трет-пентенов составляет 80% и конверсия трет-гексенов составляет 42%.
В качестве дистиллята аппарата К отбирают фракцию углеводородов С4, содержащую 2,8% метанола, которую по линии 13 выводят из процесса, возможно через блок рекуперации метанола с возвращением метанола в блоки синтеза МТБЭ и МТАЭ+.
Кубовый продукт аппарата К, представляющий собой высокооктановую эфиросодержащую смесь, по линии 14 направляют на смешение с бензином с октановым числом RON=92, подаваемым по линии 18, и получаемый после смешения высокооктановый бензин с октановым числом RON=94 и содержанием метанола 0,97% выводят по линии 17 в качестве продукта.
Количество и составы основных потоков к примеру 11 приведены в табл.10.
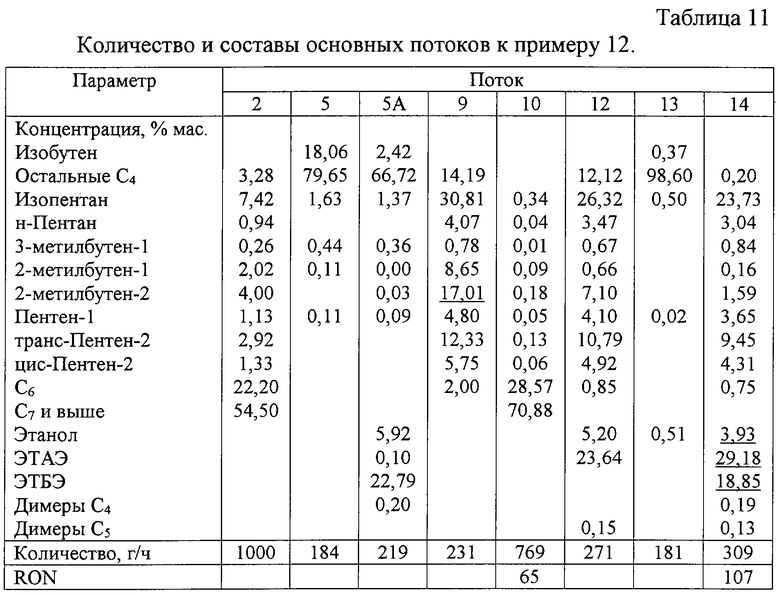
ПРИМЕР 12.
Процесс ведут согласно фиг.4.
Катализат каталитического крекинга разделяют в блоке БР. При этом фракцию углеводородов С4 по линии 5 направляют в блок синтеза ЭТБЭ, а бензиновую фракцию по линии 2 направляют в ректификационную колонну К.
В блок синтеза ЭТБЭ подают также этанол по линии 11А в количестве, обеспечивающем исходное мольное отношение этанол:изобутен, равное 1,3:1.
Блок синтеза ЭТБЭ включает два последовательных прямоточных реактора адиабатического типа с промежуточным охлаждением, в которые загружен мелкозернистый сульфокатионитный катализатор Амберлист-35.
Реакционную массу после блока синтеза МТБЭ по линии 5А направляют в систему "каталитической ректификации" КР, выполненную в виде агрегата, в котором верхняя ректификационная зона, реакционная зона и нижняя ректификационная зона являются отдельными колонными аппаратами, связанными соответствующими паровыми и жидкостными потоками. В реакционную зону КР загружен формованный сульфоионитный катализатор КИФ-ЗМ с диаметром частиц ≥ 3 мм.
В колонне К проводят ректификацию бензиновой фракции. При этом верхний продукт колонны - фракцию C5, содержащую 3,0% углеводородов С6, направляют в блок синтеза МТАЭ+, а кубовый продукт по линии 10 и 16 направляют на смешение для получения высокооктанового бензина.
В блок синтеза ЭТАЭ+ подают также этанол в количестве, обеспечивающем мольное отношение этанол:трет-пентены, равное 1:1.
Блок синтеза ЭТАЭ включает одну прямоточную реакционную зону, загруженную мелкозернистым катализатором Амберлист-35.
Реакционную массу из блока синтеза ЭТАЭ+ по линиям 12 и 12Б направляют в испаритель И, откуда паровую фазу после конденсации по линиям 12Г и 12Е направляют в систему "каталитической ректификации" в реакционную зону выше слоя катализатора, а жидкую фазу из испарителя И направляют в систему "каталитической ректификации" в исчерпывающую ректификационную зону.
Конверсия изобутена в блоке синтеза ЭТБЭ составляет 90%, в блоке синтеза ЭТАЭ+ конверсия трет-пентенов составляет 58%.
С учетом превращения в реакционной зоне аппарата К суммарная конверсия изобутена, содержащегося в потоке 5, составляет 98%, конверсия трет-пентенов составляет 91%.
В качестве дистиллята аппарата К отбирают фракцию углеводородов С4, содержащую 0,5% этанола, которую по линии 13 выводят из процесса, возможно через блок рекуперации этанола с возвращением этанола в блоки синтеза ЭТБЭ и ЭТАЭ+.
Кубовый продукт аппарата К, представляющий собой высокооктановую эфиросодержащую смесь, по линии 14 направляют на смешение с частью бензиновой фракции, выводимой из блока БР по линии 10 и направляемой на смешение по линии 16. Получаемый после смешения высокооктановый бензин с октановым числом RON= 91 и содержанием этанола 2,4% выводят по линии 17 в качестве продукта.
Количество и составы основных потоков к примеру 12 приведены в табл.11.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ КОМПОНЕНТОВ БЕНЗИНА | 2001 |
|
RU2219159C2 |
| СПОСОБ ПЕРЕРАБОТКИ ИЗОБУТЕНА В УГЛЕВОДОРОДНОЙ СМЕСИ | 2004 |
|
RU2271349C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ПРОДУКТОВ | 2000 |
|
RU2178404C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО ПРОДУКТА, СОДЕРЖАЩЕГО ДИИЗОПРОПИЛОВЫЙ ЭФИР | 2002 |
|
RU2230055C1 |
| СПОСОБ ПЕРЕРАБОТКИ ПРОПЕНСОДЕРЖАЩЕЙ УГЛЕВОДОРОДНОЙ СМЕСИ | 2004 |
|
RU2264379C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОПРЕНА | 2001 |
|
RU2203878C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ ИЛИ ЭФИРСОДЕРЖАЩИХ СМЕСЕЙ | 1995 |
|
RU2100342C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО ПРОДУКТА, СОДЕРЖАЩЕГО ДИИЗОПРОПИЛОВЫЙ ЭФИР | 2002 |
|
RU2230056C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ И/ИЛИ ИХ СМЕСЕЙ С УГЛЕВОДОРОДАМИ | 1996 |
|
RU2102374C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО КОМПОНЕНТА БЕНЗИНА | 1995 |
|
RU2091442C1 |
Использование: нефтехимия. Сущность изобретения: проводят взаимодействие трет-алкенов, содержащихся в продуктах каталитического крекинга углеводородов, со спиртом(ами) С1-С2 в присутствии кислых катионитов, при котором из катализата каталитического крекинга выделяют с помощью ректификации смесь, содержащую основное количество образовавшихся при каталитическом крекинге углеводородов С5, включая 2-метил-1-бутен и 2-метил-2-бутен, и не менее 2,0%, предпочтительно не менее 5% углеводородов С6, проводят ее взаимодействие со спиртом(ами) в присутствии кислого(ых) катионита(ов) в реакционной(ых) зоне(ах) и образующуюся реакционную смесь непосредственно или после отгонки более легкокипящих компонентов смешивают с бензином в пропорции, при которой содержание спирта(ов) в образующемся смешанном бензине не превышает допускаемой безопасной нормы. Описывается также способ получения высокооктанового бензина, при котором из катализата каталитического крекинга выделяют поток, содержащий преимущественно углеводороды С5 и/или С5-С6, в том числе трет-пентены и, возможно, до 25% углеводородов С4, и поток, содержащий преимущественно углеводороды С4, в том числе изобутен, и частично углеводороды С5, указанные потоки подвергают раздельно взаимодействию со спиртом(ами) в присутствии кислого(ых) катионита(ов) в прямоточных реакционных зонах и полученные при этом реакционные смеси подвергают далее ректификации и/или каталитической ректификации в единой системе, предпочтительно с раздельным вводом подаваемых потоков, и выводят дистиллят, содержащий преимущественно непрореагировавшие углеводороды С4, и кубовый поток, содержащий алкил-трет-алкиловый(е) эфир(ы) и углеводороды С5 или С5-С6, который далее смешивают с бензином(ами) в пропорции, при которой содержание спирта(ов) в смешанном бензине не превышает допускаемой безопасной нормы. Технический результат: повышение эффективности процесса. 2 с. и 12 з.п. ф-лы, 11 табл., 4 ил.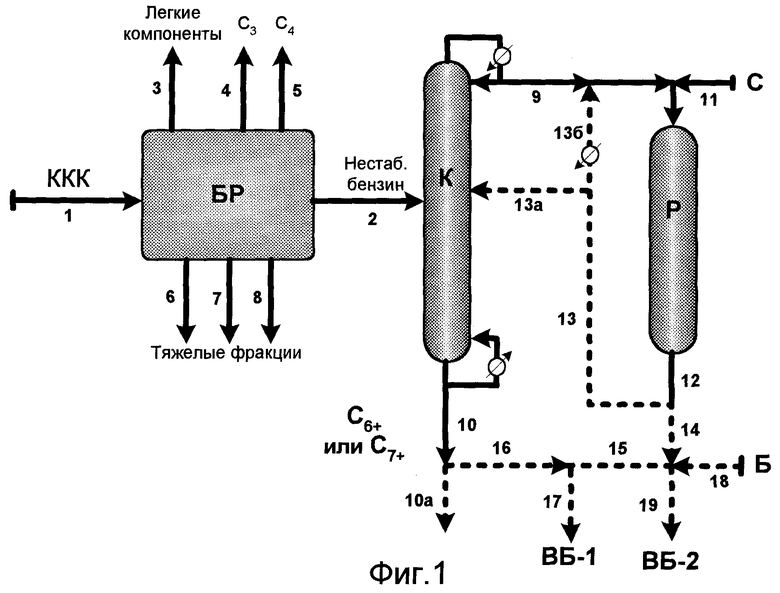
| US 5689013 А, 18.11.1997 | |||
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ ИЛИ ИХ СМЕСЕЙ | 1998 |
|
RU2131866C1 |
| СПОСОБ ПЕРЕРАБОТКИ ТЕХНИЧЕСКОЙ ФРАКЦИИ УГЛЕВОДОРОДОВ C-C | 1999 |
|
RU2159268C1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| WO US 5908964 А, 01.06.1999 | |||
| ЕР 1169288 А1, 19.10.2000. | |||

