Изобретение относится к прокатному производству и может быть использовано при удалении (частичном или полном) с поверхности полосового проката окалины перед холодной прокаткой.
Известен способ удаления окалины с поверхности изделий, включающих протягивание полосы по поверхности приводного барабана через уплотненный перед зоной очистки абразивный порошок (см. SU 787131, В 21 В 45/01, 15.12.1980).
Известно устройство для удаления окалины с поверхности изделий, содержащее барабаны односторонней очистки и транспортеры (см. SU 787131, 15.12.1980).
Недостатками этих решений является то, что после очистки на поверхности полосы образуются сплошные риски и канавки, при наличии которых на поверхности металла ухудшаются его механические и эксплуатационные свойства.
Задача изобретения - исключение сплошных продольных рисок и канавок, получение равномерной шероховатости поверхности вдоль и поперек полосы, т.е. повышение качества очистки перед холодной прокаткой.
Поставленная цель достигается тем, что в способе удаления окалины с поверхности полос, включающем уплотнение порошка перед зоной очистки и протягивание полосы по поверхности приводного барабана через уплотненный порошок, приводной барабан подвергают одновременно вертикальной и радиальной вибрации с частотой от 50 до 25000 Гц и амплитудой колебаний от 5 до 1000 мкм.
Устройство для удаления окалины, содержащее по меньшей мере один барабан односторонней очистки полос и транспортер, дополнительно содержит вибраторы, например электромагнитные, электродинамические или магнитострикционные, смонтированные в опорах барабана и на его валу, барабан выполнен полым, вибраторы, расположенные внутри барабана, размещены в нем равномерно по окружности, причем неподвижная часть вибратора закреплена на валу, а упругая часть - на цилиндрической внутренней поверхности барабана, вертикальные стенки которого выполнены из пружинящего материала.
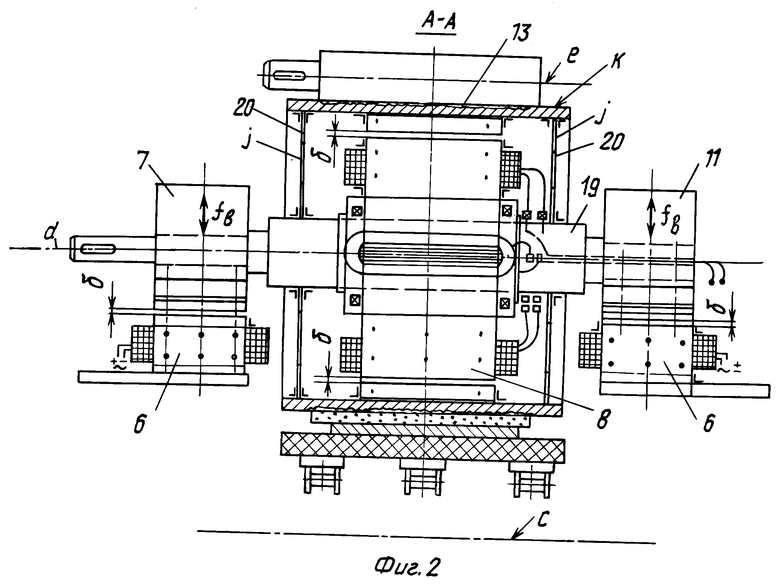
На фиг. 1 показана схема устройства для реверсивной порулонной очистки стальных полос от окалины; на фиг.2 - разрез А-А.
Способ осуществляют следующим образом (фиг.1). Полосу 1 заправляют в зазор между барабаном 2 и прижимным тянущим транспортером 3. Включают привод барабана 2, привод ролика 4, накатывающего на поверхность барабана защитный слой (например, древесных опилок), привод ролика 5, накатывающего на поверхность барабана слой абразивного порошка (приводы роликов условно не показаны), включают вибраторы 6 на опорах 7 барабана 2 и вибраторы 8 внутри полости барабана 2. После зачистки переднего конца рулона включают привод транспортера 3 (условно не показан), перемещая полосу до моталки 9, на которой передний конец полосы автоматически захватывается без остановки транспортера 3, при этом скорость намотки непрерывно согласуется со скоростью Vт ленты транспортера. Условиями очистки являются: Vn=Vт и Vδ<Vт, где Vn - скорость полосы (скорость очистки), Vδ - линейная скорость барабана 2.
В зависимости от марки стали, толщины и механической прочности окалины устанавливают частоту f и амплитуду "δ" радиальных и вертикальных колебаний цилиндрической части барабана 2, контактирующей с поверхностью полосы 1.
Для хрупкой окалины толщиной 10÷12 мкм выбирают колебания высокой частоты, а для прочной окалины, толщиной 20 и более микрон выбирают более низкую частоту и большую амплитуду колебаний. Для тонкой очистки используют порошки фракций 20÷30 мкм, для грубой очистки фракций 100÷150 мкм. После очистки стороны "а" полосы 1 рулон возвращают на разматыватель 10, предварительно скантовав его на 180o для очистки стороны "б" полосы 1. Затем процесс очистки повторяется. Очистку рулона можно повторить, если качество очистки за 1 проход окажется недостаточным.
Устройство для осуществления способа состоит из очистного барабана 2, тянущего транспортера 3, накатывающего ролика 4, накатывающего ролика 5, вибраторов 6 на опорах 11, вибраторов 8 внутри полости барабана 2, проводки 14, бункера 15 для опилок 16, бункера 17 для абразивного порошка 18, вала 19 барабана 2, вертикальных стенок из пружинящего материала 20. Обозначения: а - лицевая сторона рулона, б - обратная сторона рулона, с - ось транспортера, d - ось вала барабана, е - ось накатного ролика, f - частота вибрации, δ - амплитуда колебаний цилиндрической части барабана, j - вертикальные стенки барабана; k - цилиндрическая часть барабана 2.
Предлагаемый агрегат позволит осуществить качественную очистку полосы перед ее холодной прокаткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ШИРОКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164183C2 |
| ЛИНИЯ ОЧИСТКИ И ВОЛОЧЕНИЯ КАТАНКИ | 2010 |
|
RU2438812C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2006 |
|
RU2317868C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ СОРТОВОГО ПРОКАТА ОТ ОКАЛИНЫ | 2006 |
|
RU2320437C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2346763C2 |
| СПОСОБ ВОЛОЧЕНИЯ КАТАНКИ | 2006 |
|
RU2317869C1 |
| Способ волочения катанки | 2018 |
|
RU2696918C1 |
| УСТРОЙСТВО ДЛЯ ТОНКОЙ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2005 |
|
RU2301126C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КАТАНКИ ОТ ОКАЛИНЫ | 2002 |
|
RU2205079C1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310526C2 |
Изобретение относится к прокатному производству. Задача изобретения - повышение качества очистки полос от окалины. Способ удаления окалины с поверхности широких полос включает протягивание полосы по поверхности приводного барабана через уплотненный перед зоной очистки абразивный порошок. Приводной барабан подвергают одновременно вертикальной и радиальной вибрации с частотой от 50 до 25000 Гц и амплитудой колебаний от 5 до 1000 мкм. Устройство для удаления окалины содержит по меньшей мере один барабан и транспортер, вибраторы, например электромагнитные, электродинамические и магнитострикционные, смонтированные на опорах барабана и на его валу. Барабан выполнен полым, вибраторы, расположенные внутри барабана, размещены в нем равномерно по окружности, причем неподвижная часть вибратора закреплена на валу, а упругая часть - на цилиндрической внутренней поверхности барабана, вертикальные стенки которого выполнены из пружинящего материала. Изобретение обеспечивает исключение продольных рисок и канавок, получение равномерной шероховатости поверхности вдоль и поперек полосы. 2 с.п.ф-лы, 2 ил.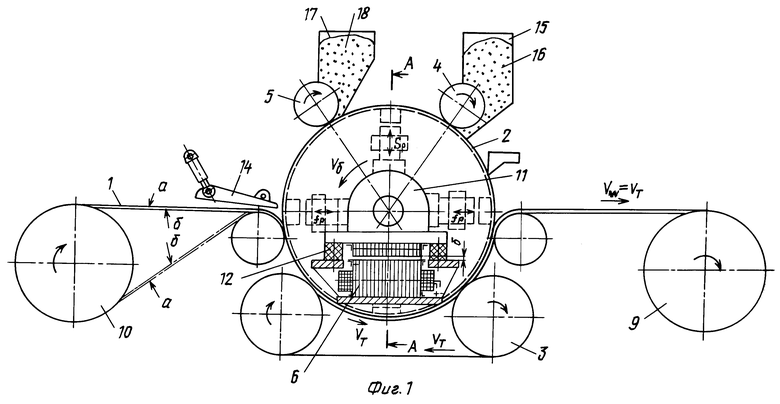
| Устройство для очистки проволоки | 1979 |
|
SU787131A1 |
| Устройство для очистки катанки от окалины | 1985 |
|
SU1475752A1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2030232C1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ШИРОКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164183C2 |
| JP 8215736, 27.08.1996 | |||
| WO 9112096, 22.08.1991. | |||

