Изобретение относится к области металлургии стали и может быть использовано в машиностроении, приборостроении, специальном судостроении и для создания высокоэффективной буровой техники.
Известна коррозионно-стойкая немагнитная сталь, содержащая 0,03% углерода, 0,4÷0,6% азота; 23÷25% хрома; 5÷7% марганца, 16÷18% никеля и 4÷5% молибдена (сталь марки 1.4565S, Материалы конференции "High Nitrogen Steels 90", Aahen, 1990, р. 155). Основным недостатком этой стали является низкая прочность, плохая свариваемость и высокое содержание дорогих и дефицитных никеля и молибдена.
Наиболее близким к предлагаемому техническому решению является сталь 07X21Г7АН5 (см. А. А. Бабаков, М.В. Приданцев Коррозионно-стойкие стали и сплавы. - М. : Металлургия, 1971, с. 168, ЧМТУ 393-60, ЦНИИЧМ), содержащая 0,05÷0,10% углерода, до 0,7% кремния, 0,15÷0,25% азота, 20÷22% хрома, 6÷8% марганца, 5÷6% никеля, 0,05÷0,15% ниобия, железо и неизбежные примеси - остальное.
Однако эта сталь обладает недостаточным уровнем прочностных свойств (σ3= 700 МПа; σ0,2= 400 МПа) и наличием ферромагнитного δ-феррита в структуре стали при содержании аустенитообразующих элементов на нижнем пределе марочного состава.
Технический результат - получение высокопрочной немагнитной износостойкой свариваемой стали.
Технический результат достигается тем, что в высокопрочную немагнитную свариваемую сталь, содержащую углерод, кремний, марганец, хром, никель, азот, ниобий, железо и неизбежные примеси, дополнительно введены молибден, ванадий и кальций, при следующем соотношении компонентов, мас.%:
Углерод - 0,04÷0,90
Кремний - 0,10÷0,60
Марганец - 5,0÷12,0
Хром - 19÷21
Никель - 4,5÷9,0
Молибден - 0,5÷1,5
Ванадий - 0,10÷0,55
Кальций - 0,005÷0,010
Ниобий - 0,03÷0,30
Азот - 0,40÷0,70
Неизбежные примеси и железо - Остальное
при этом для значений концентраций легирующих элементов выполняется условие:
[N], [C], [Si], [Mn], [Ni], [Cr], [Mo], [V], [Nb] - концентрация в стали азота, углерода, кремния, марганца, никеля, хрома, молибдена, ванадия и ниобия соответственно, выраженная в массовых процентах, а соотношение содержания углерода к содержанию азота равно 0,05-0,15.
Сталь обладает развитой субзеренной структурой после горячей пластической деформации при температурах 1000÷1050oС с обжатием 50÷80% и последующим охлаждением в воде до комнатной температуры.
Сталь обладает мелкозернистой аустенитной структурой после закалки в воде от температуры в пределах 1030÷1070oС.
Содержание в стали углерода [С]=0,04% и азота [N]=0,4% в минимальных указанных количествах достаточно для обеспечения высокой прочности основного металла и сварного соединения. При содержании углерода более 0,09% и азота более 0,70% соответственно трудно получить удовлетворительные показатели пластичности и ударной вязкости из-за образования при тепловых выдержках большого количества карбида хрома типа Ме23С6 и нитридов хрома типа Cr2N. В этом случае трудно получить не имеющий пор металл без использования повышенного давления азота над расплавом из-за ограниченной растворимости азота в металле такого состава. Для предотвращения образования карбидов хрома типа Ме23С6 отношение содержания углерода к содержанию азота не должно превышать 0,15.
Введение в сталь 19÷21% хрома необходимо для обеспечения требуемого уровня коррозионной стойкости и растворимости азота в указанных пределах. При содержании хрома более 21% и никеля менее 4,5% сталь будет иметь пониженную пластичность из-за образования феррита и σ-фазы. С увеличением содержания никеля более 9% из-за снижения растворимости азота в металле невозможно получить сталь с заданным количеством азота. Получение содержания марганца на уровне 5÷12% обеспечивает стабильность аустенита по отношению к γ_→ α(М) превращению, повышает растворимость азота и способствует раскислению металла. Введение в сталь ниобия в количестве более 0,03% и дополнительно ванадия в количестве более 0,10% обеспечивает мелкозернистую структуру и повышение прочности (за счет образования мелкодисперсных нитридов ванадия и ниобия). При меньших концентрациях ванадия и ниобия положительный эффект от их введения незначителен. Увеличение содержания ниобия более 0,30% и ванадия более 0,55% приводит к снижению прочности металла из-за обеднения твердого раствора азотом в результате образования термически устойчивых нитридов ванадия и ниобия, диссоциируюших в аустените при температурах выше 1150oС. При содержании молибдена более 1,5% в металле может образовываться ферромагнитная фаза (δ-феррит). Добавки кальция в количестве 0,005-0,010%, улучшая морфологию неметаллических включений, повышают пластичность металла и его технологичность, особенно обрабатываемость резанием. Если кальция в металле меньше 0,005% - значительного эффекта от его введения не наблюдается, при увеличении его содержания более 0,010%, - дальнейшего улучшения свойств не наблюдается.
Выполнение условия:
обеспечивает получение неферромагнитной стали (μ<1,01 Гс/Э). При уменьшении значений отношения менее 0,70 не удается получить аустенитную структуру без ферромагнитных фаз (мартенсита и феррита). При значении отношения более 0,90 в стали не достигается необходимый уровень растворимости азота. Аустенит с развитой субзеренной структурой в предлагаемой стали можно получить в результате горячей пластической деформации (ковки или прокатки) при температурах 1000-1050oС с обжатием 50÷80% и последующим охлаждением в воде до комнатной температуры. Пластическая деформация при температурах ниже 1000oС снижает пластичность и ударную вязкость стали и затрудняет процесс получения качественных изделий из-за высокого сопротивления металла пластическому деформированию. Наилучшее сочетание прочностных и пластических свойств стали достигается при обжатии 50-80%. Обжатия менее 50% не обеспечивают требуемый уровень прочностных свойств, а обжатия более 80% приводят к значительному снижению пластичности.
Высокая скорость охлаждения в воде от температуры закалки предотвращает обеднение поверхностных слоев металла азотам, образование в объеме металла нитридных фаз, снижающих пластичность стали, и ферромагнитной фазы - мартенсита.
Нагрев под закалку до температур до 1030÷1070oС достаточен для растворения нитридов хрома при сохранении мелкозернистой структуры из-за наличия небольшого количества труднорастворимых частиц нитридов ниобия и ванадия. При температуре нагрева под закалку менее 1030oС не достигается полное растворение нитридов, ухудшается вязкость и пластичность стали. При температурах нагрева под закалку выше 1070oС увеличиваются размеры зерен аустенита в результате начала растворения нитридов ниобия и ванадия.
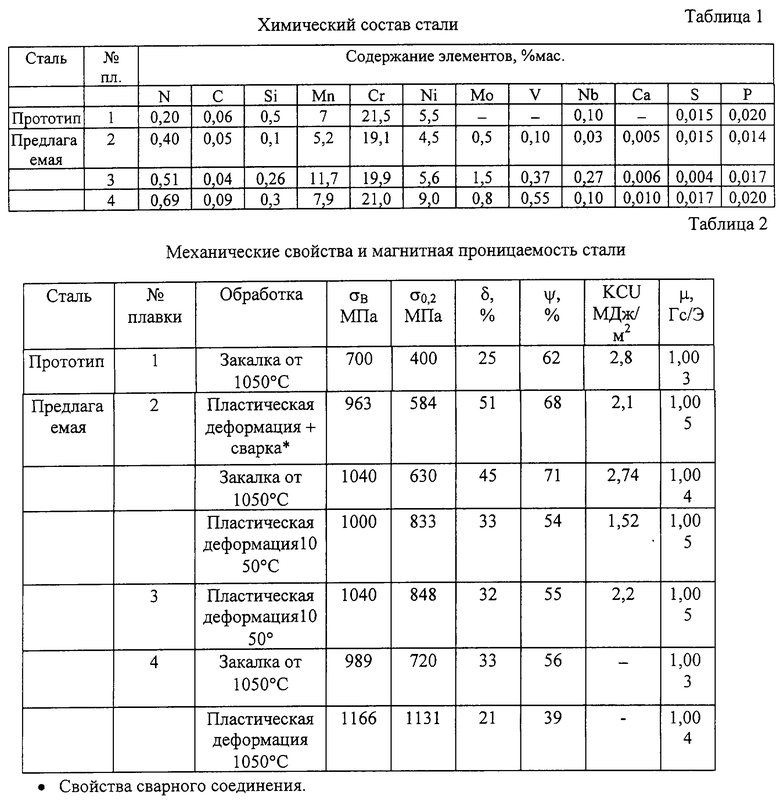
Пример. Сталь выплавляли в открытой индукционной печи емкостью 50 кг. При температуре 1050 С металл ковали на прутки 13/13 мм. Структуру металла определяли на рентгеновском дифрактометре. Механические испытания проводили на машине Инстрон-1185.
Результаты химического анализа предлагаемой стали и прототипа приведены в табл. 1.
Результаты испытаний приведены в табл. 2.
По результатам испытаний (табл. 2) видно, что предлагаемая сталь обладает более высокими прочностными характеристиками при сохранении повышенной пластичности, что будет приводить к повышению срока службы и надежности конструкций и изделий из этого металла.
Сталь хорошо сваривается всеми видами сварки. Она обладает высокой коррозионной стойкостью в 3% растворе NaCl. Скорость коррозии основного металла и сварного соединения при температуре 40oС в течение 400 часов составляет 0,0007-0,0009 мм/год.
Таким образом, предлагаемая сталь может быть использована в качестве высокопрочного немагнитного коррозионно-стойкого свариваемого материала.
В стали формируется развитая субзеренная структура в процессе горячей пластической деформации при температурах 1000÷1050oС с обжатием 50÷80% и последующим охлаждением в воде до комнатной температуры.
Сталь приобретает мелкозернистую аустенитную структуру после закалки в воде от температуры в пределах 1030÷1070oС.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНАЯ НЕМАГНИТНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2008 |
|
RU2367710C1 |
| ВЫСОКОПРОЧНАЯ И ВЫСОКОВЯЗКАЯ НЕМАГНИТНАЯ СВАРИВАЕМАЯ СТАЛЬ | 2005 |
|
RU2303648C1 |
| ВЫСОКОПРОЧНАЯ КОРРОЗИОННО- И ИЗНОСОСТОЙКАЯ АУСТЕНИТНАЯ СТАЛЬ | 2000 |
|
RU2158319C1 |
| ВЫСОКОПРОЧНАЯ ЛИТЕЙНАЯ НЕМАГНИТНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕЕ | 2010 |
|
RU2445397C1 |
| ЖАРОПРОЧНАЯ ВЫСОКОПЛАСТИЧНАЯ АУСТЕНИТНАЯ СТАЛЬ | 2009 |
|
RU2415197C1 |
| СВАРИВАЕМАЯ СТАЛЬ | 1992 |
|
RU2009261C1 |
| ВЫСОКОПРОЧНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2005 |
|
RU2318068C2 |
| ВЫСОКОПРОЧНАЯ НЕМАГНИТНАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2009 |
|
RU2421538C1 |
| МАРТЕНСИТНАЯ АЗОТСОДЕРЖАЩАЯ КОРРОЗИОННО-СТОЙКАЯ СТАЛЬ | 2008 |
|
RU2413029C2 |
| ВЫСОКОПРОЧНАЯ НЕМАГНИТНАЯ КОМПОЗИЦИОННАЯ СТАЛЬ | 2008 |
|
RU2360029C1 |
Высокопрочная немагнитная коррозионно-стойкая свариваемая сталь может быть использована в машиностроении, приборостроении, специальном судостроении и буровой технике. Сталь содержит компоненты в следующем соотношении, мас. %: углерод 0,04-0,90, кремний 0,10-0,60, марганец 5,0-12,0, хром 19-21, никель 4,5-9,0, молибден 0,5-1,5, ванадий 0,10-0,55, кальций 0,005-0,010, ниобий 0,03-0,30, азот 0,40-0,70, неизбежные примеси и железо - остальное. При этом для значений концентраций легирующих элементов выполняется условие: [Ni] +0,1[Mn] -0,01[Mn]2+18[N]+30[C]/[Cr]+ 1,5[Mo]+0,48[Si]+2,3[V]+1,75[Nb]= 0,70-0,90. Соотношение содержания углерода к содержанию азота равно 0,05-0,15. 2 з.п. ф-лы, 2 табл.
Углерод - 0,04-0,90
Кремний - 0,10-0,60
Марганец - 5,0-12,0
Хром - 19-21
Никель - 4,5-9,0
Молибден - 0,5-1,5
Ванадий - 0,10-0,55
Кальций - 0,005-0,010
Ниобий - 0,03-0,30
Азот - 0,40-0,70
Неизбежные примеси и железо - Остальное
при этом для значений концентраций легирующих элементов выполняется условие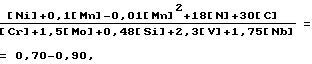
где [N] , [C], [Si], [Mn], [Ni], [Cr], [Mo], [V], [Nb] - концентрация в стали азота, углерода, кремния, марганца, никеля, хрома, молибдена, ванадия и ниобия соответственно, выраженная в массовых процентах, а соотношение содержания углерода к содержанию азота равно 0,05-0,15.
| БАБКОВ А.В | |||
| и др | |||
| Коррозионно-стойкие стали и сплавы | |||
| - М.: Металлургия, 1971, с.168, сталь Х21Г7АН5 | |||
| Станок для обработки фрикционных кольцевых дисков | 1959 |
|
SU123054A1 |
| US 4851059, 25.07.1989 | |||
| US 4039356, 02.08.1977 | |||
| Устройство для сборки лепесткового круга | 1988 |
|
SU1558656A1 |
| СТАЛЬ | 1992 |
|
RU2013462C1 |
| КОРРОЗИОННО-СТОЙКАЯ НЕМАГНИТНАЯ ИЗНОСОСТОЙКАЯ СТАЛЬ | 1996 |
|
RU2116374C1 |
| АУСТЕНИТНАЯ СТАЛЬ | 1995 |
|
RU2092606C1 |
| Коррозионностойкая сталь | 1982 |
|
SU1049559A1 |
