Станки для обработки кольцевых изделий с транспортирующим устройством для последовательного перемещения обрабатываемых изделий с позиции загрузки на позиции внутреннего и наружного щлифования и разгрузки известны.
Особенностью предлагаемого станка является расположение над транспортирующим устройством на позиции внутреннего шлифования получающей вращение центрирующей втулки и на позиции наружного шлифования получающей вращение центрирующей оправки, служащих для приема и крепления свободных пакетов, обрабатываемых дисков под воздействием гидравлических толкателей, находящихся под транспортирующим устройством. Такое выполнение предлагаемого станка дает возможность одновременно производить на всех позициях загрузку, внутреннюю и наружную обработки и разгрузку свободных пакетов дисков.
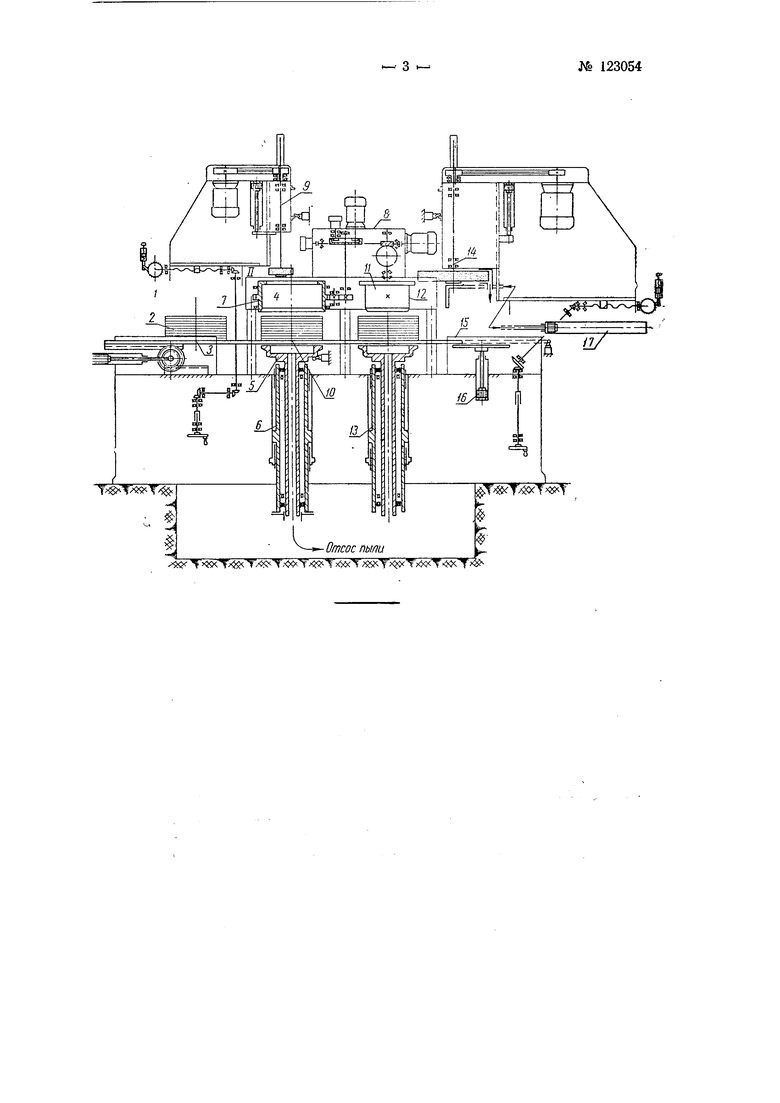
На чертеже дана кинематическая схема предлагаемого станка.
На позиции 1 загрузки пакет дисков 2, подлежащих обработке, укладывается вручную в загрузочное место 3 транспортирующего устройства. При включении цикла работы станка с позиции / пакет дисков 2 перемещается в позицию 4 внутреннего щлифования и останавливается над чащей 5 гидравлического толкателя 6.
Вслед за этим щток гидравлического толкателя 6 перемещается вверх и своей чашей 5 снимает пакет с транспортирующего устройства, вводит его в центрирующую втулку 7 и спрессовывает. По достижении настроечного давления срабатывает реле давления, вследствие чего транспортирующее устройство возвращается в исходное положение, включаются электродвигатели редуктора 8 и внутрищлифовальная бабка 9 медленно перемещается вниз-вверх. Происходит внутреннее шлифование пакета дисков 2, вращающихся вместе с центрирующей втулкой 7.
№ 123054
С возвращением внутришлифовальной бабки 9 в верхнее исходное положение подается новая команда, от которой прекращается вращение пакета дисков 2 (с торможением противотоком), и гидравлический толкатель 6 возвращается вниз вместе с пакетом дисков 2, обработанных по внутреннему диаметру. При этом пакет попадает уже в загрузочное место 10 на транспортирующем устройстве. На этом цикл заканчивается, а новый цикл включается автоматически после небольщой выдержки времени.
Теперь уже пакет дисков при движении транспортирующего устройства попадает в позицию 11 наружного щлифования, а в позицию 4 попадает очередной пакет дисков 2 из позиции 1.
В позиции 11 с пакетом происходит то же, что и в позиции 4, но центрируется он уже на оправке 12 при помощи гидротолкателя 13, и щлифование производится по наружному диаметру головкой 14. По окончании наружного шлифования пакет опускается на транспортирующее устройство и при последующем цикле переносится в позицию 15 разгрузки. Здесь пакет дисков 2 поднимается гидроцилиндром 16 до уровня разгрузочного лотка и стягивается на лоток крючком, закрепленным на щтоке гидроцилиндра 17.
Гидротолкатели 6 и 13 к гидроцилиндр 16 соединены параллельно и работают одновременно.
Таким образом, достигается одновременное щлифование двух пакетов (внутреннее и наружное) в позициях 4 и // и разгрузка в позиции J5, после каждого цикла в разгрузочный лоток поступает пакет полностью обработанных дисков 2.
Предмет изобретения
Станок для обработки фрикционных кольцевых дисков с транспортирующим устройством для последовательного перемещения обрабатываемых изделий с позиции загрузки на позиции внутреннего и наружного щлифования и разгрузки, отличающийся тем, что, с целью осуществления одновременно загрузки, обработки и разгрузки свободных пакетов дисков на всех растянутых в одну линию позициях станка, над транспортирующим устройством расположены: на позиции внутреннего шлифования получающая вращение центрирующая втулка и на позиции наружного щлифования получающая вращение центрирующая оправка для приема и крепления свободных пакетов обрабатываемых дисков под воздействием гидравлических толкателей, помещенных под транспортирующим устройством.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к бесцентрово-шлифовальному станку для обработки шеек крестовины, например, кардана автомобиля | 1958 |
|
SU120139A1 |
| Штанги для внутренней обработки | 1960 |
|
SU138459A1 |
| Автоматический станок для наружного шлифования колец подшипников качения способом тангенциальной подачи | 1950 |
|
SU88265A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
| ТРЕХПОЗИЦИОННЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТОРГЛОЗНЫХНАКЛАДОК | 1969 |
|
SU237621A1 |
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| ПРУЖИННОЕ УСТРОЙСТВО ДЛЯ ПОСЛЕДОВАТЕЛЬНОГО ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328367C2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК И СПОСОБ ШЛИФОВАНИЯ ОСЕВЫХ СВЕРЛЕНИЙ И ДВУСТОРОННЕЙ ОБРАБОТКИ ИМЕЮЩИХ ПЛОСКИЕ ВНЕШНИЕ ПОВЕРХНОСТИ ИЗДЕЛИЙ | 2015 |
|
RU2663503C2 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |