Изобретение относится к зубчатым механизмам внутреннего циклоидообразного зацепления, содержащим охватывающий статор и охватываемый ротор, все зубья которых находятся в непрерывном контакте благодаря их разнице, равной единице, высоте зубьев, равной удвоенному межосевому расстоянию механизма (эксцентриситету зацепления), плавности и цикличности профилей зубьев статора и ротора.
Данные механизмы могут быть использованы для бурения нефтяных и газовых скважин при проектировании рабочих органов винтового забойного двигателя.
Известен героторный механизм (ГМ) с внутренним внецентроидным зацеплением, у которого торцовый профиль зубьев, например, статора принят за исходный, очерченный эквидистантой укороченной эпи- или гипоциклоиды, а сопряженный профиль зубьев ротора выполнен как огибающая кривая исходного профиля [1].
Недостатком этого механизма является то, что для образования зубьев ротора и статора (сердечника пресс-формы) требуется различный зуборезный инструмент, например две червячные фрезы, а с изменением числа зубьев механизма при его проектировании и изготовлении количество потребных червячных фрез возрастает. Это отражается на стоимости механизма, так как расходы на эксплуатацию каждого инструмента, отнесенные к стоимости каждого ротора или сердечника пресс-формы, составляют 10-15% в зависимости от эксцентриситета зацепления и длины механизма.
Более близким по техническому решению к предлагаемому изобретению является героторный механизм, у которого для изготовления зубьев ротора и сердечника, имеющих нормализованный шаг, требуется только одна унифицированная червячная фреза [2]. Она является универсальной, поскольку пригодна для изготовления механизмов с любыми числами зубьев. У этого механизма торцовые профили ротора и статора образуются вспомогательным контуром (производящей поверхностью червячной фрезы), поверхность которого образована по методу огибания исходным контуром рейки (ИКР), представляющим собой эквидистанту укороченной циклоиды.
Недостатком этого механизма является то, что, во-первых, по условиям его профилирования осевой шаг не должен изменяться, а во-вторых, профиль статора и инструмент не предусматривают смещения (x1=0), а профиль ротора и инструмент имеют небольшое смещение, равное х2=r-а+δ, где r - радиус катящейся окружности циклоиды, лежащей в основе проектирования ИКР, а - эксцентриситет зацепления механизма, здесь и далее для всех линейных размеров в мм, δ - радиальный натяг в зацеплении его зубьев, равный (0÷0,03)а.
В свою очередь, отсутствие смещения или его малое значение ограничивает выбор контурного и других диаметров механизма, влияющих на улучшение технической характеристики механизма.
Технической задачей предлагаемого изобретения является снижение стоимости механизмов за счет того, что изменяемый осевой шаг может регулироваться в рациональных пределах.
Поставленная задача решается за счет того, что в героторном механизме с внутренним циклоидообразным зацеплением, содержащем статор и ротор, винтовые зубья которых выполнены со смещением профиля и находятся в непрерывном контакте с натягом, а поверхности зубьев статора и ротора и их торцовые профили геометрически сопряжены с производящей поверхностью унифицированной червячной фрезы, спроектированной от исходного контура рейки, очерченной эквидистантой укороченной циклоиды, для механизма с нормализованным осевым шагом, согласно изобретению отношение изменяемого осевого шага Р механизма к нормализованному шагу Рн ограничено интервалом 0,85-2,3, а его изменяемое значение Р и значение осевого шага Тo червячной фрезы связаны условием совпадения касательных к винтовым линиям поверхностей зубьев статора, ротора и производящей поверхности червячной фрезы на их начальных инструментальных цилиндрах.
Таким образом, все механизмы с заданным эксцентриситетом, но отличающиеся осевым шагом имеют меньшую стоимость изготовления за счет использования одной унифицированной червячной фрезы, спроектированной и изготовленной для механизма с нормализованным осевым шагом Рн. То есть унифицированная фреза становится более универсальной по сравнению с прототипом. Вместе с тем торцовые профили зубьев статора и ротора с изменяемым осевым шагом в предлагаемом механизме отличаются от таковых у механизма с нормализованным шагом. У них толщина зуба ротора и ширина впадины статора уменьшаются и тем больше, чем больше изменяемый осевой шаг Р отличается от нормализованного. Однако непрерывность контакта зубьев статора и ротора сохраняется благодаря тому, что их профили образуются общей фрезой, находятся во внутреннем зацеплении, а изменения размеров толщины зуба ротора и ширины впадины статора происходят в одном направлении, при этом возникают небольшие погрешности зацепления профилей, которые компенсируются деформацией эластичных зубьев статора и натягом, предусматриваемым заранее в зацеплении зубьев большинства механизмов.
Нижний предел отношения 0,85 ограничивается увеличением бокового натяга на боковых сторонах зубьев механизма, а верхний предел 2,30 - увеличением зазора зацепления. Боковой натяг и зазор представляют собой погрешность, допуск которой не должен превышать Δn=±0,03a ("+" означает зазор, "-" - натяг).
Превышение зазора более 0,03а приводит к утечкам жидкости и снижению гидравлического коэффициента полезного действия, а превышение натяга более |0,03a| приводит к увеличению трения между зубьями механизма, снижению механического коэффициента полезного действия, повышенному нагреву и размягчению эластичных зубьев статора.
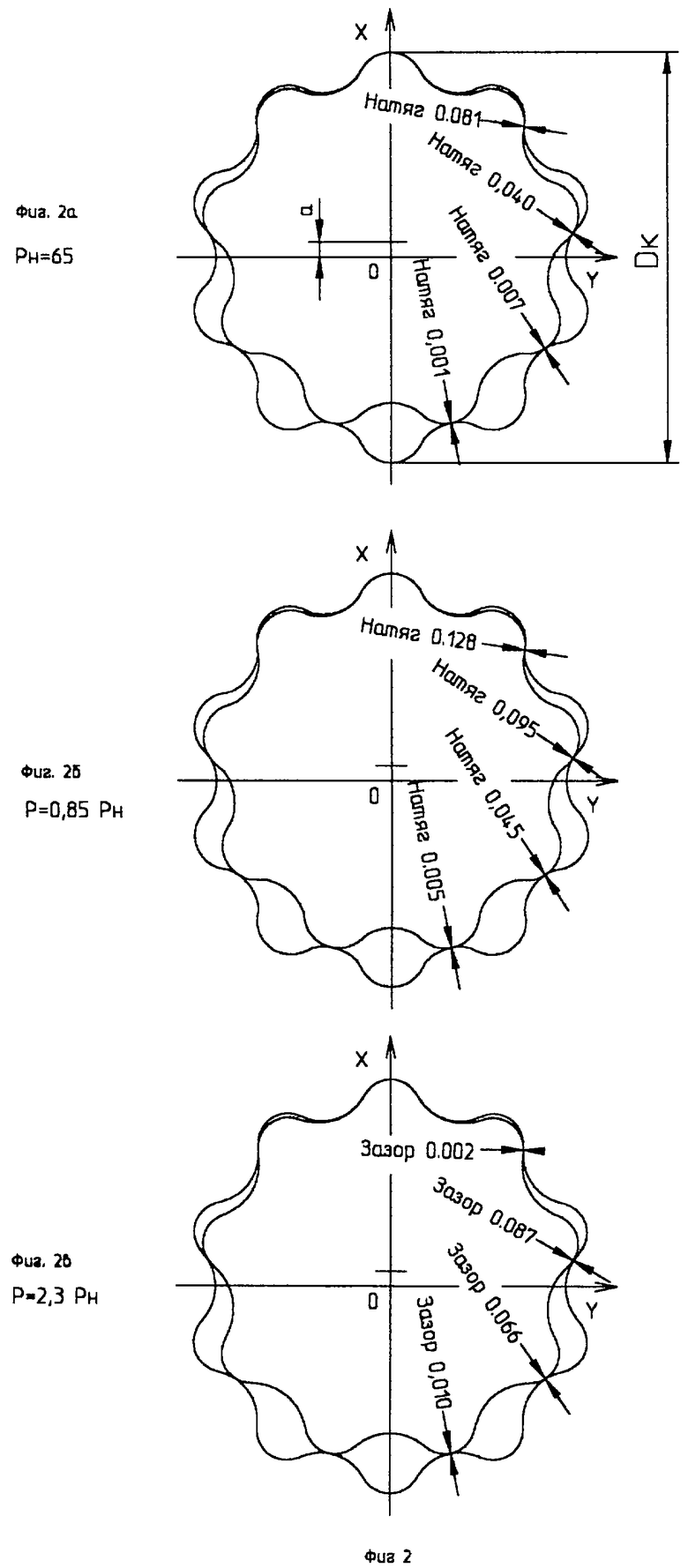
Например, на фиг.1а, б показаны зацепления ротора и статора с эксцентриситетом а= 3,5 мм и их погрешности в виде натягов, а на фиг.1в - в виде зазоров при различных осевых шагах механизма и соответственно контурных диаметрах статора и радиальном натяге, равном нулю, и передаточном отношении 6/5.
На фиг. 2а, б, в при тех же условиях показаны зацепления (с различными осевыми шагами) и их погрешности у механизма при других числах зубьев и его передаточном отношении 10/9. Погрешности имеют такие же значения, как и на фиг.1.
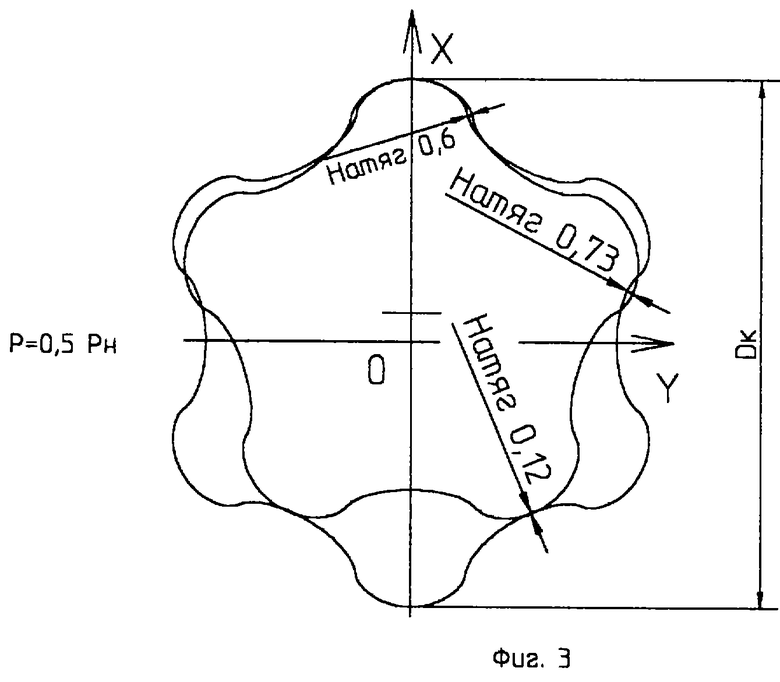
На фиг.3 уменьшение соотношения Р/Рн хотя бы до 0,5 (при a=3,5 мм) приводит к существенному увеличению натяга до 0,73 мм.
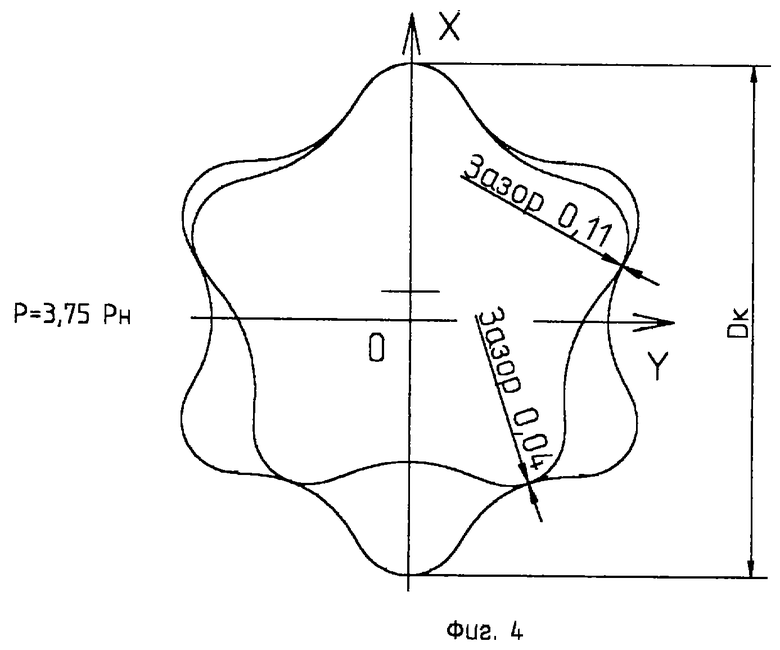
На фиг.4 увеличение осевого шага, например, до Р=3,75Рн также приводит к недопустимо большой погрешности зацепления в виде зазора, равного 0,11, то есть погрешности зацепления выходят за указанные пределы допуска.
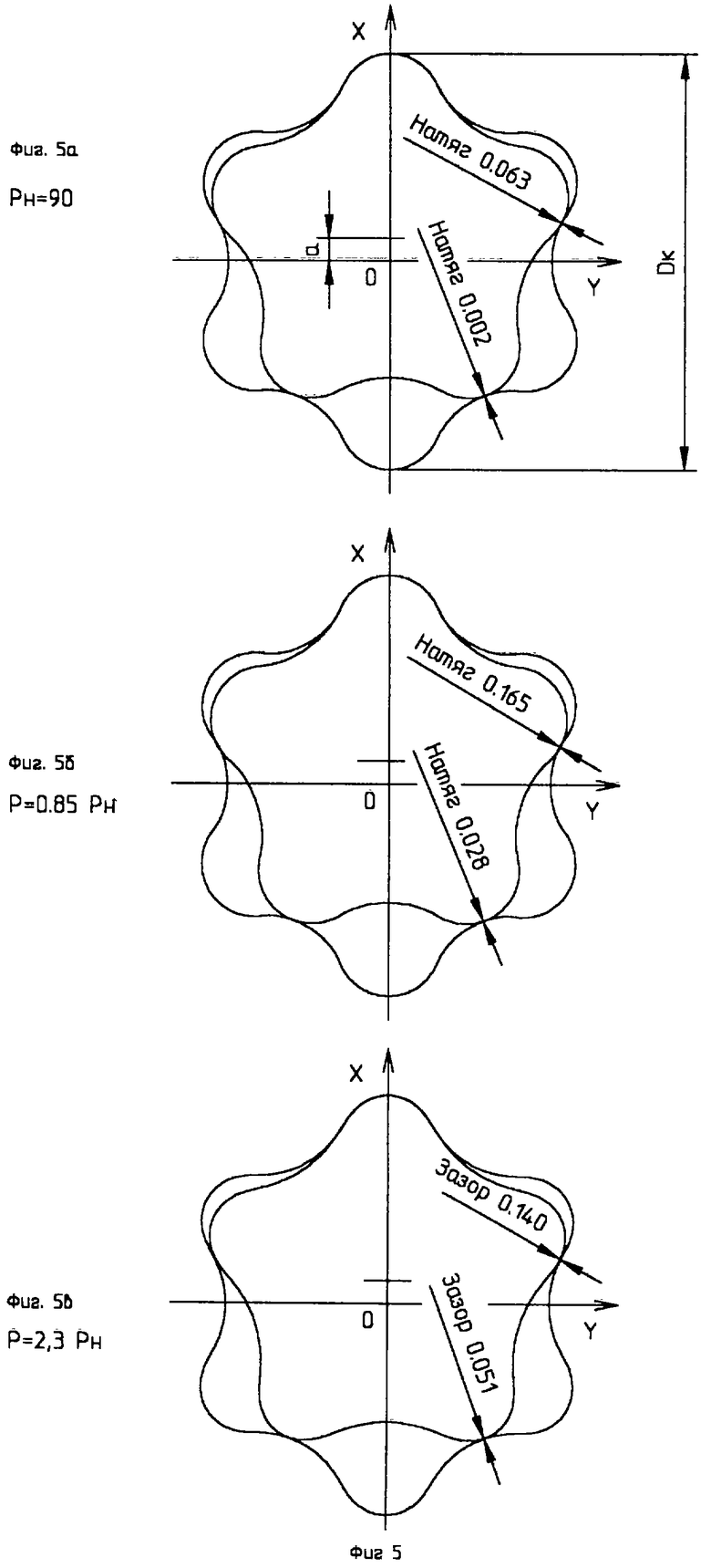
На фиг.5а, б, в показаны зацепления героторного механизма с большей величиной эксцентриситета а=4,9. Величина погрешности увеличивается по сравнению с погрешностями на фиг.1 и 2 пропорционально эксцентриситету. Таким образом, с изменением числа зубьев погрешности практически не изменяются, а с увеличением эксцентриситета - увеличиваются.
В производственных условиях погрешность зацепления Δn ограничивается соотношением
Δn=(0,02-0,03)а,
где Δn - погрешность; а - эксцентриситет.
На основании вышеизложенного установлены следующие границы
предельных значений Р=(0,85...2,3)Рн,
где Р - изменяемый шаг, Рн - нормализованный шаг.
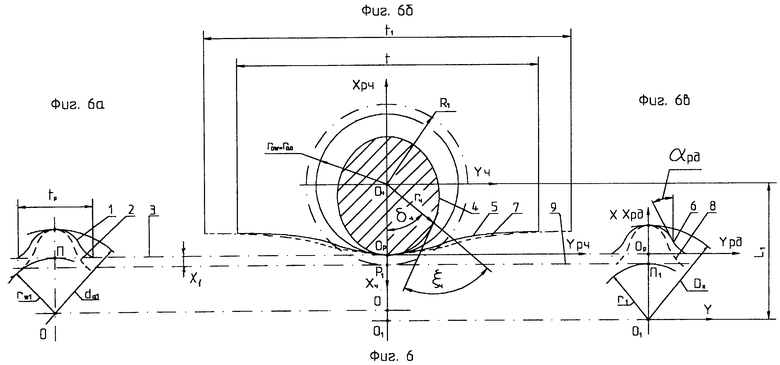
На фиг.6 приведена схема, устанавливающая связь между торцовыми профилями производящего червяка унифицированной червячной фрезы и профилями вспомогательных реек и профилем статора.
На фиг.6а показано зацепление в торцовом сечении статора исходного контура 1 рейки (ИКР), очерченной эквидистантой укороченной циклоиды, и номинального профиля 2 статора, имеющего нормализованный осевой шаг. Статор имеет радиус начального цилиндра rw1=rz1, касающегося начальной прямой 3 в полюсе зацепления П, где r - радиус катящейся окружности циклоиды, z1 - число зубьев статора.
На фиг.6б показано зацепление торцового профиля 4 производящего червяка унифицированной червячной фрезы, имеющего радиус начального цилиндра row, равный наружному радиусу фрезы rао, со вспомогательной рейкой 5, имеющей шаг t= 2πrw1 в торцовом сечении червяка и являющейся проекцией профиля 1 ИКР (фиг.6а), имеющей шаг tр=2πr. При этом профили рейки 5 (фиг.6б) и 1 (ИКР) на фиг. 6а, а также производящего червяка 4 (фиг.6б) определены для формообразования профиля 2 статора (фиг.6а), имеющего осевой шаг Рн, равный нормализованному осевому шагу ГМ.
На фиг.6в показано зацепление профиля 6 вспомогательной рейки, являющейся проекцией профиля рейки 7 с шагом t1=2πR1 (фиг.6б), с профилем 8 статора (фиг. 6в), имеющего произвольное значение контурного диаметра Dk и новый радиус начального цилиндра r1, касающегося новой начальной прямой 9 в полюсе зацепления П1. Одновременно начальная прямая 9 касается нового начального цилиндра R1 (фиг.6б) производящего червяка имеющейся унифицированной фрезы.
По второму условию необходимо совпадение касательных к винтовым линиям поверхностей статора, ротора и производящего червяка унифицированной фрезы на их начальных инструментальных цилиндрах. Второе условие вытекает из передаточного отношения пространственных зацеплений статора, ротора и производящего червяка фрезы:
где индексы 1,2 относятся здесь и далее к параметрам зацепления производящего червяка фрезы со статором и ротором соответственно;
r1,2 - радиусы начального инструментального цилиндра статора и ротора;
R1,2 - радиусы начального инструментального цилиндра фрезы;
β1,2- углы наклона винтовых линий на цилиндрах с радиусами r1,2;
ω1,2- углы подъема винтовых линий на цилиндрах с радиусами R1,2;
z1,2 - числа зубьев;
кзах - число заходов фрезы, принимается равным единице.
После подстановки известных параметров и преобразования отношения (1) последнее принимает вид
из которого можно найти r1,2,
где То - осевой шаг унифицированной червячной фрезы;
L1=0,5(dаo+Dк-4а) - межосевое расстояние фрезы и статора;
L2=L1-2а+δ - межосевое расстояние фрезы и ротора;
Dк - контурный диаметр, равный диаметру впадин статора (фиг. 1а);
dао - наружный диаметр фрезы (rао - радиус фрезы);
а - эксцентриситет зацепления механизма;
δ - радиальный натяг в зацеплении его зубьев.
Рассчитав по зависимости (2) значения радиусов r1,2 для статора и ротора, определим остальные параметры передаточного отношения (1):
R1,2=L1,2-r1,2
Указанное второе условие реализуется установкой угла скрещивания между осью фрезы и осями статора (сердечника) и ротора:
где знак плюс принимается при разноименных направлениях винтовых линий фрезы и статора или фрезы и ротора, минус - при одноименных. Диаметр выступов ротора da2 и контурный диаметр статора Dк связаны соотношением
da2=Dк-2a+δ.
Величина смещения x1 профиля статора учитывается при задании конструктором контурного диаметра Dк статора.
Смещение профиля статора равно
а смещение профиля ротора будет равным
x2=x1+r-aδ,
где da1 - номинальный диаметр окружности впадин статора при смещении x1= 0:
da1=2[r(z1-1)+a+rц]=2(rz2+a+rц),
где r, rц - параметры исходного контура рейки, принятые при профилировании унифицированной червячной фрезы.
Профили статора и ротора определяются с использованием профилей поверхности вспомогательной рейки в торцовом сечении производящего червяка с перерасчетом их в торцовое сечение механизма.
Вначале определяется профиль вспомогательной рейки 7 в торцовом сечении производящего червяка (фиг.6б), имеющего новый радиус R1,2 начальной инструментальной окружности:
где xч, уч и rч, δч- координаты торцового профиля производящего червяка выбранной унифицированной фрезы, которые считаются известными;
ξч- торцовый угол профиля этого червяка - тоже известен;
ϕ - угол поворота производящего червяка (на фиг.6 не показан).
Профиль вспомогательной рейки 6 в торцовом сечении механизма находится перерасчетом координат: хрч, урч (фиг.6б) в хрд, урд (фиг.6в):
где  угол профиля вспомогательной рейки в торцовом сечении механизма.
угол профиля вспомогательной рейки в торцовом сечении механизма.
Наконец, определяется торцовый профиль 8 статора и ротора в торцовом сечении (фиг.6в), имеющих новый радиус r1,2 начальной окружности:
где ψ - угол поворота статора (сердечника) и ротора (на фиг.6 не показан).
Профили механизма, показанные на фиг.1-5, рассчитаны по уравнениям системы (3),(4),(5).
Преимуществом заявляемого героторного механизма является экономичность его изготовления при широком изменении контурного диаметра осевого шага механизма за счет повышения универсальности зубообрабатывающего инструмента с обеспечением достаточной точности зацепления и высоких показателей работы механизма.
Источники информации
1. Авторское свидетельство СССР N 93032. М.кл. 7 F 16 Н 1/32.
2. Авторское свидетельство СССР N 803572. М.кл. 7 F 16 Н 1/32.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОЗАХОДНЫЙ ГЕРОТОРНЫЙ МЕХАНИЗМ ВИНТОВОЙ ГИДРАВЛИЧЕСКОЙ МАШИНЫ | 2001 |
|
RU2194880C2 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ ВИНТОВОЙ ЗАБОЙНОЙ ГИДРОМАШИНЫ (ВАРИАНТЫ) | 2000 |
|
RU2166603C1 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ ВИНТОВОЙ ГИДРОМАШИНЫ | 2003 |
|
RU2232317C1 |
| ШАРНИРНОЕ УСТРОЙСТВО | 2002 |
|
RU2235228C2 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ | 2002 |
|
RU2250340C2 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2000 |
|
RU2165531C1 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ | 2000 |
|
RU2162926C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ГИДРАВЛИЧЕСКИХ ИМПУЛЬСОВ ДАВЛЕНИЯ В СКВАЖИНЕ (ВАРИАНТЫ) | 2001 |
|
RU2195544C1 |
| ГЕРОТОРНЫЙ ВИНТОВОЙ ГИДРАВЛИЧЕСКИЙ ДВИГАТЕЛЬ | 2006 |
|
RU2321767C1 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ ВИНТОВОГО ЗАБОЙНОГО ДВИГАТЕЛЯ | 2007 |
|
RU2360129C2 |
Изобретение относится к машиностроению и может быть использовано для бурения нефтяных и газовых скважин при проектировании рабочих органов винтового забойного двигателя. Винтовые зубья статора и ротора в героторном механизме с внутренним циклоидообразным зацеплением выполнены со смещением профиля и находятся в непрерывном контакте с натягом. Поверхности зубьев статора и ротора и их торцовые профили геометрически сопряжены с производящей поверхностью червячной фрезы, спроектированной от исходного контура рейки, очерченной эквидистантой укороченной циклоиды, для механизма с нормализованным осевым шагом. Отношение изменяемого осевого шага Р механизма к нормализованному шагу Рн ограничено интервалом 0,85-2,3. Изменяемое значение шага Р и значение осевого шага To червячной фрезы связаны условием совпадения касательных к винтовым линиям поверхностей зубьев статора, ротора и производящей поверхности червячной фрезы на их начальных инструментальных цилиндрах. Технический результат: снижение стоимости механизмов за счет того, что изменяемый осевой шаг может регулироваться в рациональных пределах. 6 ил.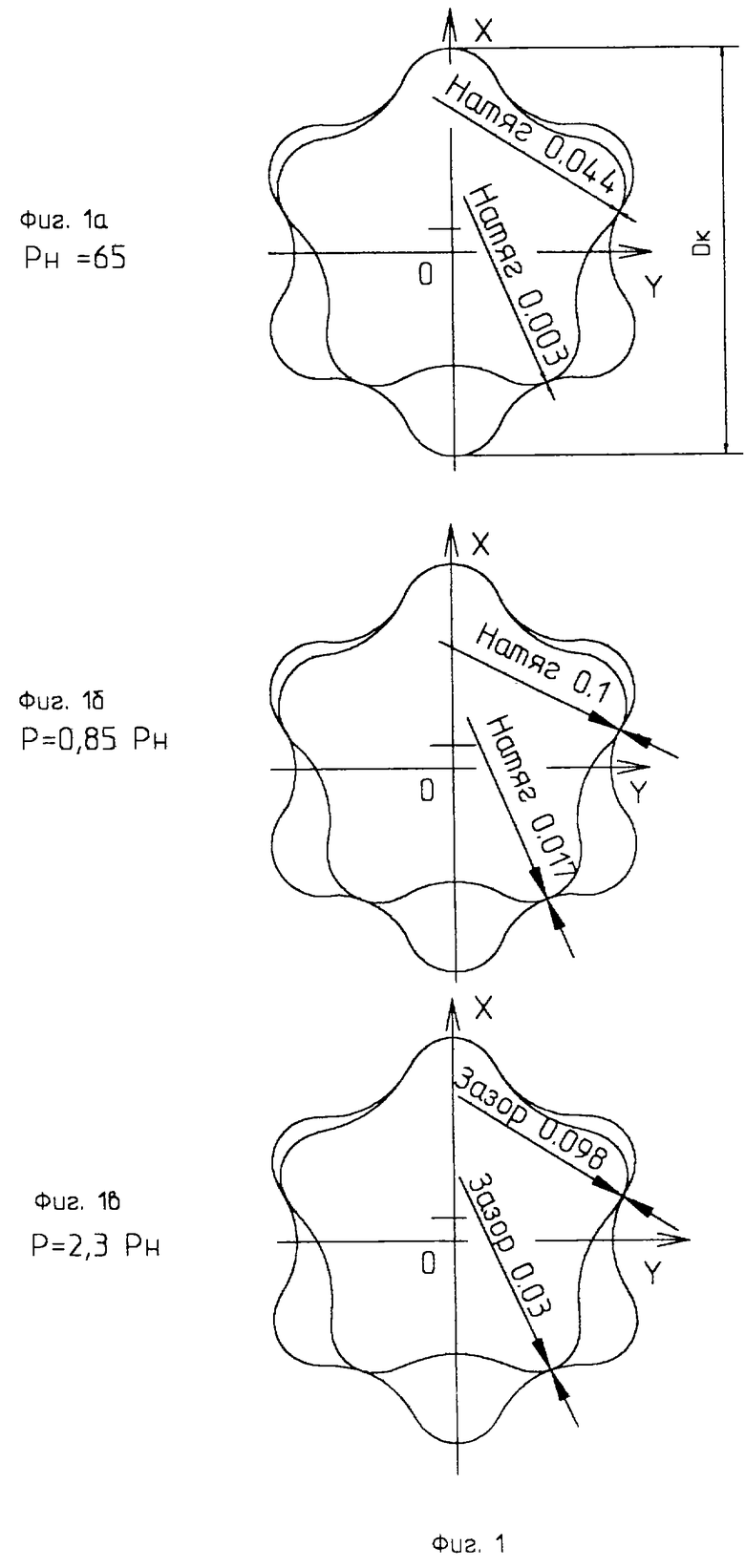
Героторный механизм винтовой гидромашины, содержащий статор и ротор, винтовые зубья которых выполнены со смещением профиля и находятся в непрерывном контакте с натягом, а поверхности зубьев статора и ротора и их торцовые профили геометрически сопряжены с производящей поверхностью червячной фрезы, спроектированной от исходного контура рейки, очерченной эквидистантой укороченной циклоиды, для механизма с нормализованным осевым шагом, отличающийся тем, что значение осевого шага изменено, причем отношение измененного значения осевого шага Р механизма по отношению к нормализованному шагу Рн механизма ограничено интервалом 0,85-2,3 и измененное значение осевого шага механизма и значение осевого шага червячной фрезы связаны условием совпадения касательных к винтовым линиям поверхностей зубьев статора, ротора и производящей поверхности червячной фрезы на их начальных инструментальных цилиндрах.
| Внецентроидное гипоциклоидальное зацепление с внутренними профилями | 1950 |
|
SU93032A1 |
| ГЕРОТОРНЫЙ МЕХАНИЗМ ВИНТОВОЙ ЗАБОЙНОЙ ГИДРОМАШИНЫ (ВАРИАНТЫ) | 2000 |
|
RU2166603C1 |
| DE 3935422 А1, 26.04.1990 | |||
| Устройство для циркуляционного вакуумирования жидкого металла | 1968 |
|
SU286760A1 |

