Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления сеток уплотнений фланцевых соединений повышенной надежности газо- и нефтепроводов, магистральных трубопроводов тепловых трасс с большими условными диаметрами прохода до 1200 мм.
Известен просечно-вытяжной способ изготовления просечных листов с крупными ячейками, имеющими размеры в горизонтальном направлении LWD=70-95 мм, получаемых на прессах усилием 100 тонн и более [1].
Известен также способ изготовления мелкоячеистых просечных сеток с размерами ячейки LWD=1-21 мм просечно-вытяжным методом тонких листов, фольг и лент на установках безотходной просечки типа БПЛ [2], выбранный в качества прототипа.
В данном способе формирование просечных сеток осуществляется за две половины цикла. За первую половину цикла просечки-вытяжки, соответствующей одному обороту двигателя, при верхнем положении подвижной плиты с верхним ножом и поднятой прижимной планкой происходит подача заготовки для просечки-вытяжки с помощью механизма подачи заготовки, закрепленного на основании установки БПЛ-500, и одновременно осуществляется поперечная подача подвижной части штампа с верхним профилированным ножом на величину половины горизонтальной оси 1/2•LWD.
При второй половине цикла, соответствующей второму обороту двигателя, за первый ход штампа в вертикальном направлении производится опускание подвижной плиты штампа с верхним ножом на величину перемещения 1/2•SWD, осуществляется просечка заготовки и одновременно происходит вытяжка ряда полуячеек сетки по всей ширине заготовки.
В целом, при работе привода при нечетном числе оборотов двигателя происходит открывание штампа, подача заготовки, перемещение подвижной плиты штампа с верхним ножом на величину 1/2•SWD, при четном числе имеет место просечка заготовки с вытяжкой всего ряда полуячеек.
Получаемые просечно-вытяжные листы и просечные сетки по всей ширине и длине имеют ячейки одинаковой конфигурации с одинаковыми размерами в направлении горизонтальной (LWD) и вертикальной (SWD) осей (см. чертеж (а)). При этом длина обеих кромок получаемых просечно-вытяжных листов и просечных сеток также одинаковая, а сами кромки практически параллельны.
Недостатком известного способа является невозможность получения дугообразных просечных сеток с заданным радиусом кривизны.
Задачей изобретения является разработка способа получения дугообразных просечных сеток с заданным радиусом кривизны.
Поставленная задача достигается тем, что в способе изготовления дугообразных сеток, включающем просечку и вытяжку заготовки, просечку и вытяжку заготовки осуществляют в штампе с образованием за каждый ход штампа вдоль всей ширины заготовки одного ряда ячеек, вершины которых за каждый последующий ход штампа смещают относительно другого ряда на величину, равную половине размера ячейки в горизонтальном направлении, при этом каждую последующую ячейку в направлении от наружной кромки заготовки к внутренней формируют с размером в вертикальном направлении, меньшим соответствующего размера предыдущей ячейки на величину, которую определяют из условия расположения концов вертикальных осей ячеек этого ряда под углом смещения α, величину которого определяют из следующей зависимости:
α = αΣSWD:2L,
где αΣ - заданный центральный угол дугообразной сетки, равный суммарному углу смещения, град;
SWD - размер вертикальной оси ячейки на наружной кромке заготовки, мм;
L - длина дуги дугообразной сетки, мм; L = πRнα:180°,
Rн - радиус дуги до наружной кромки дугообразной сетки, мм.
На чертеже(б) видно, что в результате смещения на угол α за каждый двойной ход штампа происходит поворот кромок получаемой просечной сетки, длина дуги которой зависит от количества ходов штампа и ширины заготовки. Очевидно, что при определенном числе ходов штампа может быть получено суммарное смещение, равное 360o, т.е. в результате просечки и вытяжки со смещением концов вертикальных осей SWD на угол α по ширине заготовки получается кольцо дугообразной сетки с заданным наружным радиусом Rн.
На предприятии ФГУП ЦНИИ КМ "Прометей" были проведены экспериментальные работы по изготовлению дугообразных сеток с радиусом кривизны Rн=450 мм и длиной дуги, равной πRн, соответствующей суммарному углу смещения αΣ=180o и наружному радиусу Rн на установке безотходной просечки БПЛ-500. В качестве исходного материала использовали ленту толщиной 0,3 мм, шириной 85 мм из нержавеющей стали марки 08Х18Н10Т.
В комплект формообразующего инструмента входили просечные ножи длиной 560 мм, изготовленные из инструментальной стали марки ХВГ. Профиль верхнего подвижного ножа позволял получать ячейки на наружной кромке заготовки с размерами осей в горизонтальном направлении LWD=8 мм и вертикальном SWD=6,5 мм за два хода штампа.
Для настройки штампа определяли угол смещения α за один вертикальный ход штампа как отношение α=180o: n,
где 180o - суммарный угол смещения αΣ,
n - количество ходов штампа, необходимое для получения длины πRн дугообразной сетки. Учитывая, что за один ход штампа образуется половина ячейки с размером 1/2•SWD, определяем n
n=π•450/6,5:2=435 ходов
Тогда угол смещения α=180o:435=0,414o.
Этот угол вводили в параметры настройки штампового блока установки БПЛ-500, после чего осуществляли просечку и вытяжку листовой заготовки.
При штамповке имело место уменьшение размеров оси ячейки в вертикальном направлении SWD по всей ширине заготовки от ее наружного края к внутреннему, что способствовало формированию полукольца с наружным радиусом Rн=450 мм.
Предлагаемое техническое решение позволяет
1) cократить материальные затраты путем увеличения коэффициента использования металла за счет приближения радиуса дугообразных сеток к кривизне готовых изделий, например фланцев;
2) отказаться от изготовления специальных вырубных штампов, необходимых для изготовления вырубкой сеток с большим радиусом кривизны;
3) получать однородные механические свойства материала по всему периметру дугообразной сетки, что обеспечивает повышение надежности фланцевых соединений, т.к. формирование ячеек сеток происходит вдоль волокон прокатанной исходной листовой заготовки, в то время, как после вырубки дугообразных сеток из прямоугольных, появляются участки с расположением ячеек поперек волокон, где имеет место снижение уровня механических свойств, что приводит к снижению их надежности в процессе эксплуатации.
Источники информации
1. ГОСТ 8706-78.
2. Прогрессивные материалы и технологии, 1996 г., 2, стр. 78-1 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ПОЛОСЫ | 1994 |
|
RU2078637C1 |
| СПОСОБ ПРОИЗВОДСТВА ЦЕЛЬНОМЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187402C1 |
| КАМЕРА ДЛЯ НЕПРЕРЫВНОЙ ТЕМПЕРАТУРНОЙ ОБРАБОТКИ ДЛИННОМЕРНОГО ВОЛОКНИСТОГО МАТЕРИАЛА | 2009 |
|
RU2423561C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ И УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2323795C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ПЛОСКОСТНЫХ НЕСПЛОШНОСТЕЙ В ТОЛСТОСТЕННЫХ ИЗДЕЛИЯХ УЛЬТРАЗВУКОВЫМ МЕТОДОМ | 2000 |
|
RU2192635C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1998 |
|
RU2146179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ИЛИ СЕТЧАТОГО ПРОФИЛЯ | 2003 |
|
RU2275268C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2021062C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКАТАЛИТИЧЕСКОГО МАТЕРИАЛА | 2012 |
|
RU2532807C2 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении сеток уплотнений фланцевых соединений повышенной надежности газо- и нефтепроводов. Заготовку просекают и вытягивают в штампе с образованием за каждый ход штампа вдоль всей ширины заготовки одного ряда ячеек. За каждый последующий ход штампа вершины ячеек одного ряда смещают относительно вершин ячеек другого ряда на величину, равную половине размера ячейки в горизонтальном направлении. Каждую последующую ячейку в направлении от наружной кромки заготовки к внутренней формируют с размером в вертикальном направлении, меньшим соответствующего размера предыдущей ячейки на величину, которую определяют из условия расположения концов вертикальных осей ячеек этого ряда под углом смещения α. Величину этого угла определяют из приведенной зависимости. В результате обеспечивается возможность получения дугообразных просечных сеток с заданным радиусом кривизны, приближенным к радиусу кривизны готовых изделий, и требуемыми механическими свойствами. 1 ил.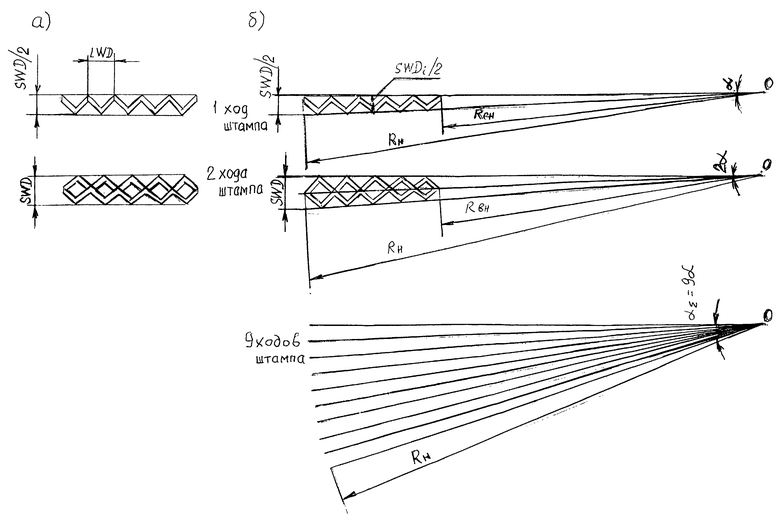
Способ изготовления дугообразных сеток, включающий просечку и вытяжку заготовки, отличающийся тем, что просечку и вытяжку заготовки осуществляют в штампе с образованием за каждый ход штампа вдоль всей ширины заготовки одного ряда ячеек, вершины которых за каждый последующий ход штампа смещают относительно вершин ячеек другого ряда на величину, равную половине размера ячейки в горизонтальном направлении, при этом каждую последующую ячейку в направлении от наружной кромки заготовки к внутренней формируют с размером в вертикальном направлении, меньшим соответствующего размера предыдущей ячейки на величину, которую определяют из условия расположения концов вертикальных осей ячеек этого ряда под углом смещения α, величину которого определяют из следующей зависимости:
α = αΣ•SWD:2L,
где αΣ - заданный центральный угол дугообразной сетки, равный суммарному углу смещения, град.;
SWD - размер вертикальной оси ячейки на наружной кромке заготовки, мм;
L - длина дуги дугообразной сетки, мм; L = πRнαΣ:180°;
Rн - радиус дуги до наружной кромки дугообразной сетки, мм.
| US 3497928, 03.03.1970 | |||
| Способ изготовления из полосы просечно-вытяжных сеток | 1988 |
|
SU1581427A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1998 |
|
RU2146179C1 |
| РАСПРЕДЕЛИТЕЛЬНЫЙ ШКАФ | 2018 |
|
RU2755832C2 |

