Изобретение относится к области обработки металлов давлением, в частности к способам ротационного изготовления цельнометаллических сеток или сетчатых профилей из тонколистовой стали (полосы или ленты), и может быть использовано на предприятиях машиностроения, металлургического и строительного комплексов.
Известен способ изготовления цельнометаллической сетки из заготовки полосы или ленты (RU, №2146179, 03.10.2000), включающий выполнение по всей ширине параллельных, равных по длине и расположенных в шахматном порядке прерывистых надрезов, формовку заготовки и ее растягивание до заданной формы ячеек сетки, причем прерывистые надрезы выполняют в продольном направлении в блоке вращающихся ножей со смещением на половину шага в каждом следующем ряду по всей расчетной ширине заготовки с образованием расчетного числа рядов полосок между упомянутыми надрезами, чередующимися с участками прерывания, формовку заготовки осуществляют одновременно с выполнением прерывистых надрезов на каждой смежной полоске на длине каждого надреза в плоскости, перпендикулярной плоскости заготовки, оставляя участок прерывания в плоскости заготовки, при этом все полученные при формовке формообразования крайних полосок направляют в одну сторону, а каждый из смежных - в противоположные стороны, растягивание заготовки до заданной формы ячеек сетки осуществляют в поперечном направлении к ее продольной оси зацепами за формообразования крайних полосок.
Известен также способ изготовления просечно-вытяжной сетки из листовой заготовки, при котором последовательно выполняют параллельные между собой равные по длине, расположенные в шахматном порядке прорези, а затем заготовку деформируют, при этом одновременно образуют два ряда прорезей, расположенных со смещением одного ряда относительно другого и параллельных между собой в каждом ряду, и в то же время изгибают и растягивают перемычки между прорезями, затем на следующем переходе образуют еще два ряда прорезей в каждом из которых прорези выполняют на одной линии с прорезями одного из ранее образованных рядов, при этом между рядами оставляют перемычки и деформируют перемычки между прорезями аналогично первому переходу, затем эти переходы повторяют до образования прорезей по всей длине заготовки, а последующую деформацию заготовки производят путем относительного перемещения прорезей, лежащих на одной прямой, относительно прорезей, лежащих на соседней прямой вдоль перемычки между прорезями, в направлении, перпендикулярном прорезям (SU, №617125, 30.07.1978).
Известные способы изготовления цельнометаллической сетки описывают изготовление просечно-вытяжных сеток путем просечки и одновременной вытяжки в горизонтальной плоскости ряда ячеек, расположенных в шахматном порядке.
Задачей, решаемой изобретением, является повышение производительности за счет использования предлагаемых операций способа и предлагаемой последовательности операций, которая позволяет автоматизировать процесс изготовления сетки (сетчатого полотна, сетчатого профиля).
Поставленная задача решается за счет того, что при изготовлении сетчатого полотна на тонколистовую заготовку по всей ширине, исключая края заготовки, наносят одну группу рядов просечек или четное число групп рядов просечек, причем просечки в каждой группе рядов параллельны между собой, равны по размерам и расположены в шахматном порядке со смещением на величину шага. Просечки выполняют под углом по отношению к продольной оси симметрии заготовки, предпочтительный угол составляет до α=10°. Формирование ячеек сетки до заданной формы и размеров выполняют путем приложения вертикальных усилий (пары сил) к краям заготовки, на которые просечки не наносятся (участки сплошного металла), посредством парных фиксирующих роликов клетей профилегибочного стана. Парные фиксирующие ролики первой клети профилегибочного стана, между которыми находится край заготовки, перемещаются: одни - вертикально вверх, другие со вторым краем заготовки - вертикально вниз, обеспечивая приложение вертикальных усилий растяжки. Одновременно в процессе формирования сетки в профилегибочном стане формируют отбортовки сетки в виде продольных желобов, которые в готовом изделии служат элементами зацепления между соседними изделиями при производстве штукатурных работ.
Поставленная задача при изготовлении сетчатого профиля значительных размеров по ширине достигается за счет того, что на тонколистовую заготовку наносят по ее ширине, исключая края заготовки, четное число групп рядов просечек (образуют на заготовке от двух до четырех, шести и т.д. групп рядов), причем просечки одной группы рядов наносят с ориентацией навстречу просечкам другого ряда, т.е. ±α ("елочкой"). Просечки в рядах одной группы параллельны между собой, равны по длине и расположены в шахматном порядке со смещением на величину шага. Каждая пара групп рядов просечек чередуется с участками сплошного металла (со сплошной полосой металла), из которых формируют продольные желоба (ребра жесткости).
Иными словами, заготовка представляет собой полосу, образованную рядами просечек, расположенных под углом до +10°, и рядами просечек, расположенных под углом до (-10°), т.е. "елочкой". Таких полос может быть одна (для сетки) или несколько (для сетчатого полотна). Если таких полос две или более, между ними располагается участок (полоса) сплошного металла (без просечек). Ось симметрии участков (полосы) сплошного металла будет в дальнейшем являться осью симметрии продольных желобов по краям заготовки, а также желобов в средней части заготовки и гофров заготовки (для сетчатого профиля).
Формирование ячеек сетчатого полотна и сетчатого профиля выполняют с одновременным формированием краев заготовки в клетях профилегибочного стана до получения из сплошного края продольного желоба.
При наличии нескольких групп рядов просечек, расположенных "елочкой", и, соответственно, при наличии полос сплошного металла заготовки между парными группами рядов, формирование ячеек происходит с одновременным образованием продольных желобов вдоль оси симметрии упомянутых полос сплошного металла.
В качестве линии приложения вертикальных усилий используют желоба, образованные из сплошного края заготовки, и (только для профиля) желоба, образованные по оси симметрии полос сплошного металла заготовки между парными группами рядов. Приложение к крайним желобам (для полотна) или к крайним желобам и соседним участкам сплошного металла (для профиля) усилий, направленных вертикально вверх и вертикально вниз (пары сил), приводит к растяжке заготовки. В случае изготовления сетчатого профиля вследствие приложения пары сил к участкам (полосам) сплошного металла, расположенным в средней части заготовки, на последней образуются продольные гофры.
При перемещении заготовки по клетям в случае нанесения просечек "елочкой" (попарно симметричными рядами) формируют один (при наличии одной пары рядов просечек) или более (при наличии двух и более пар рядов просечек) гофров расчетной высоты, причем одновременно заготовка подвергается растяжению с образованием ячеек сетки заданных размеров.
Завершают изготовление сетчатого профиля операцией прикатки гофров (сплющивание гофрированной поверхности заготовки до практически плоской) и получения изделия заданной ширины. При этом на изделии остаются продольные желоба, расположенные по всей сетчатой поверхности (выполняют функцию ребер жесткости сетчатого профиля), и крайние продольные желоба.
Для получения сетчатого профиля иной формы, кроме описанной, используют рабочие инструменты клетей профилегибочного стана для придания горизонтальному сетчатому профилю иной формы (уголковой и т. д.).
Технический результат от использования изобретения состоит в том, что предложенный способ позволяет:
- снизить трудоемкость изготовления за счет сокращения числа технологических операций (отсутствие штампов, гидросистем);
- обеспечить полную автоматизацию производства за счет предлагаемой последовательности операций и высокую производительность.
Характеристика изготавливаемого изделия. Сетка и сетчатый профиль изготавливаются из тонколистового оцинкованного проката низкоуглеродистых сталей ГОСТ 14918-80 с минимальной толщиной 0,4 мм.
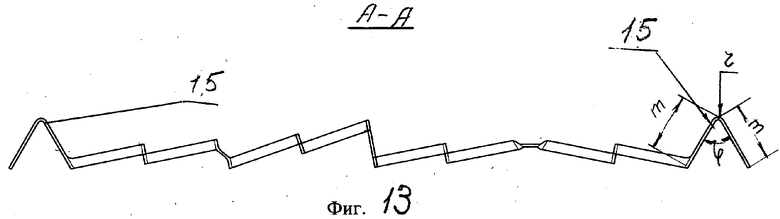
Оба края сетки или сетчатого профиля отформованы в виде продольных желобов, которые используются при применении готового сетчатого профиля в штукатурных работах для совмещения начала последующего полотна с завершающим краем предыдущего. Поперечное сечение желоба выполнено, например, в виде равнобедренного треугольника со сторонами m=7,9 мм с углом при вершине ϕ=60° и r=0,5 мм.
Сетчатый профиль отличается от сетки большими размерами ширины и наличием одного или нескольких продольных желобов из сплошного металла, которые разделяют сетчатые участки с расчетным шагом. Желоба, расположенные по краям сетчатого профиля, и желоба между сетчатыми участками имеют одинаковую форму.
Пример готового изделия (сетки). Готовая сетка имеет ребристую поверхность с ячейками в виде параллелограмма с углом 60° и сторонами 11 мм и 7 мм, попарно симметричные ряды параллелограммов расположены в шахматном порядке со смещением на величину шага под углом до 10° к продольной оси симметрии заготовки навстречу друг другу ("елочкой").
Изобретение поясняется чертежами, на которых изображено:
на фиг.1 - схема способа ротационного изготовления сетки и сетчатого профиля;
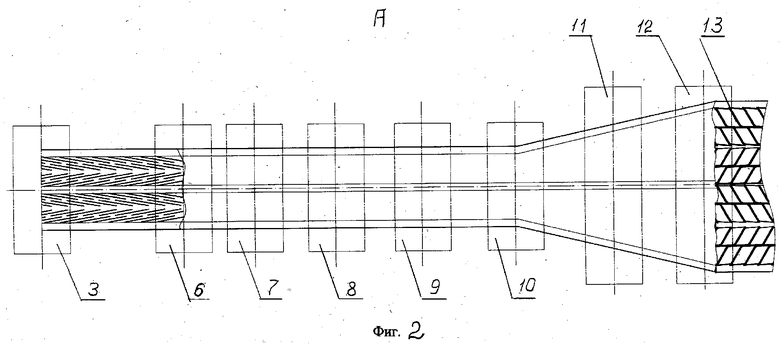
на фиг.2 - вид А на фиг.1;
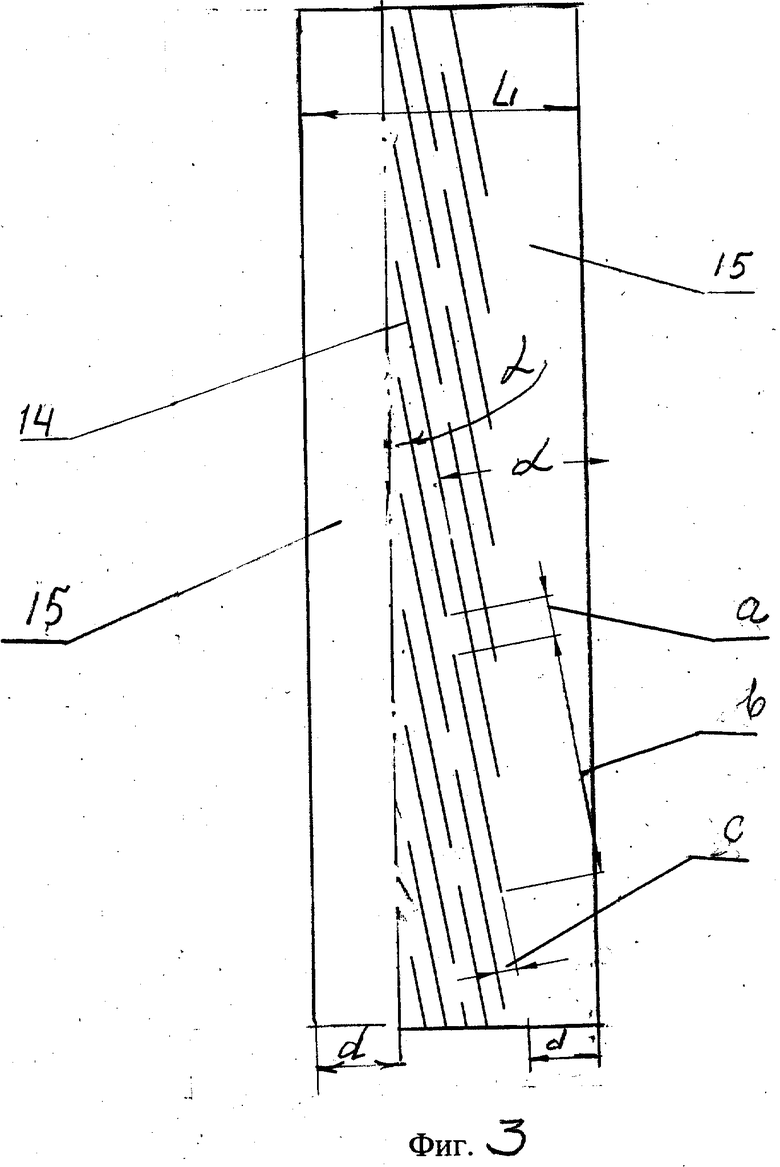
на фиг.3 - схема нанесения на полосовую заготовку просечек для изготовления сетки;
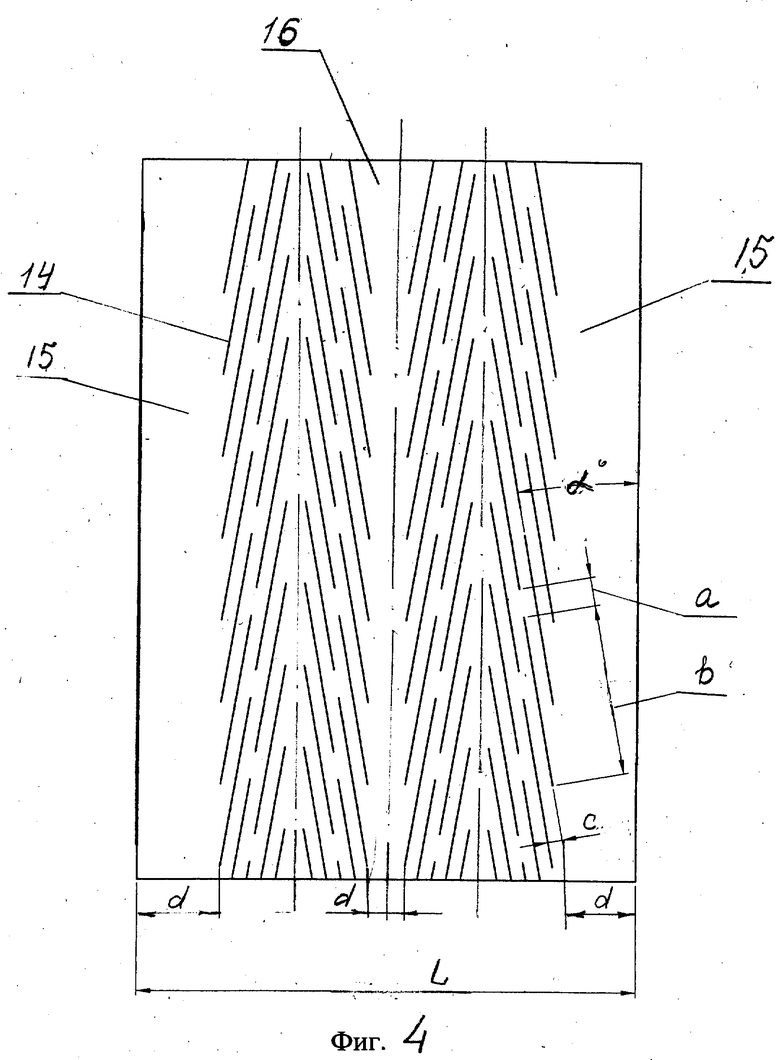
на фиг.4 - схема нанесения на полосовую заготовку просечек для изготовления сетчатого профиля;
на фиг.5 - схема фиксации краев заготовки в первой клети;
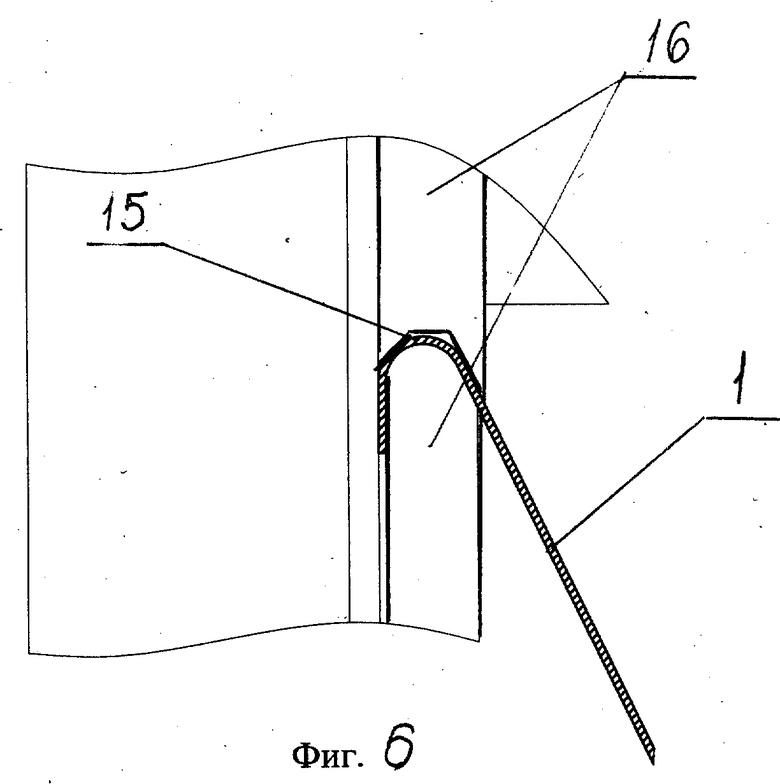
на фиг.6 - фрагмент отформованного края заготовки;
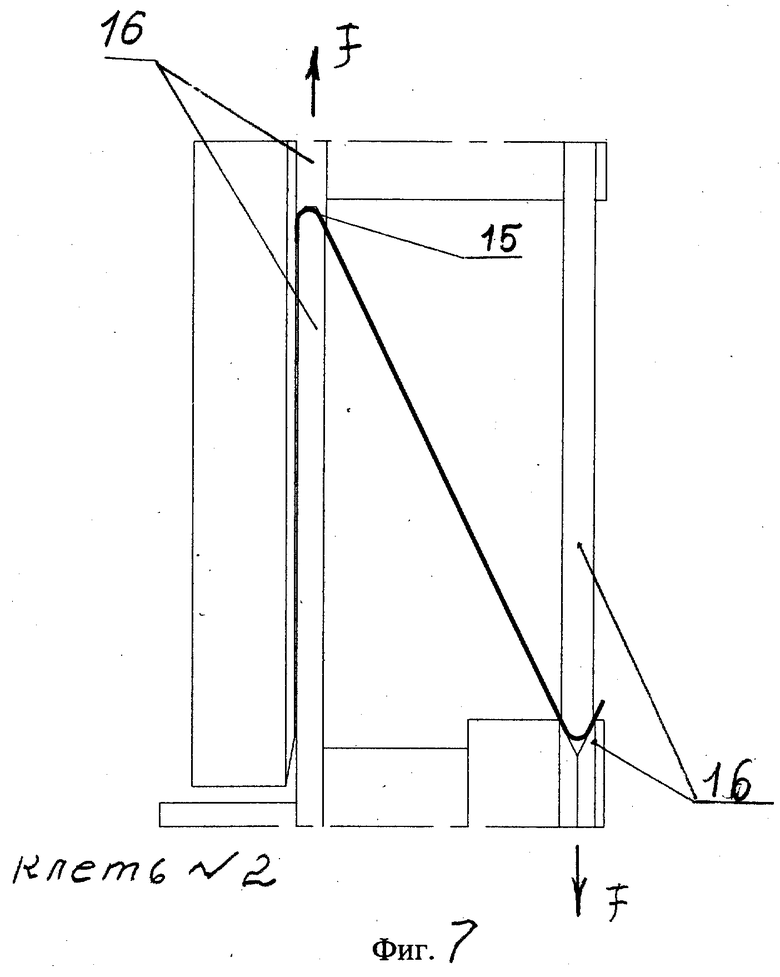
на фиг.7 - схема растяжки сетки роликами профилегибочного стана;
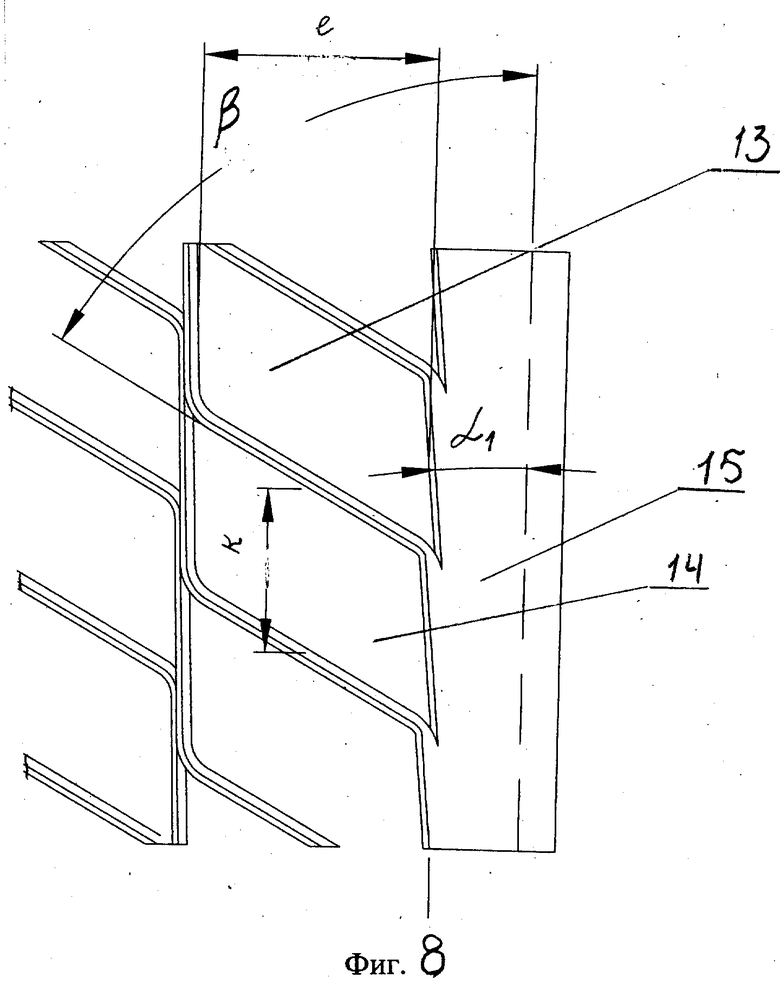
на фиг.8 - фрагмент сетки;
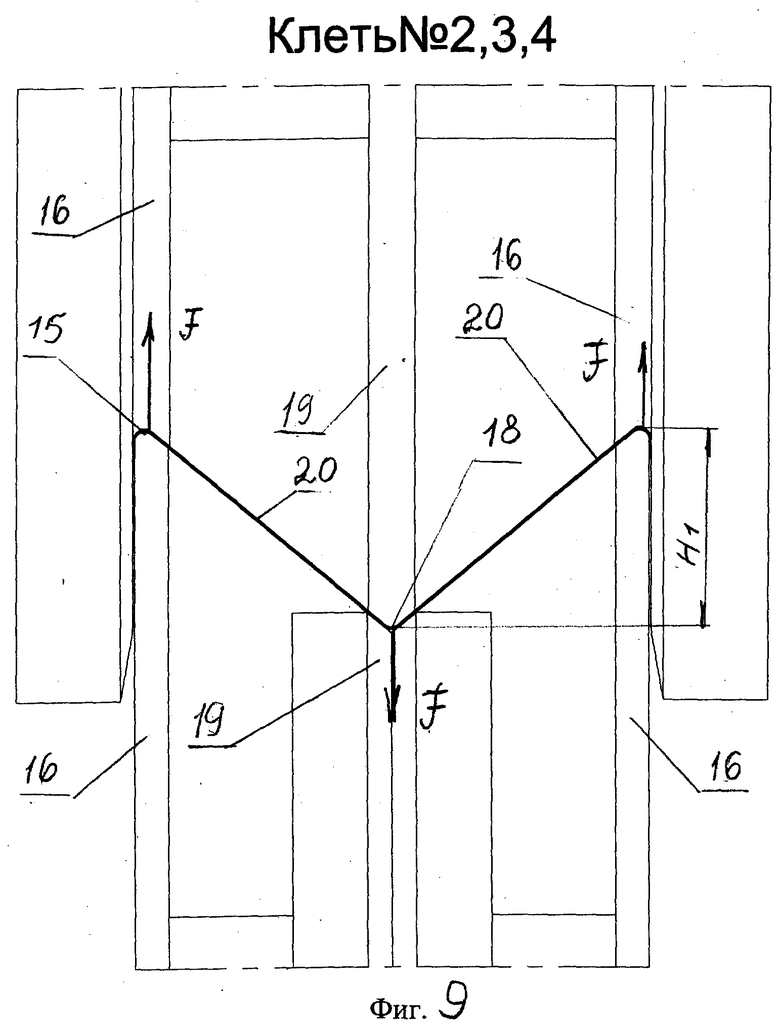
на фиг.9 - схема начала образования желоба (ребра жесткости) на примере формирования одного гофра;
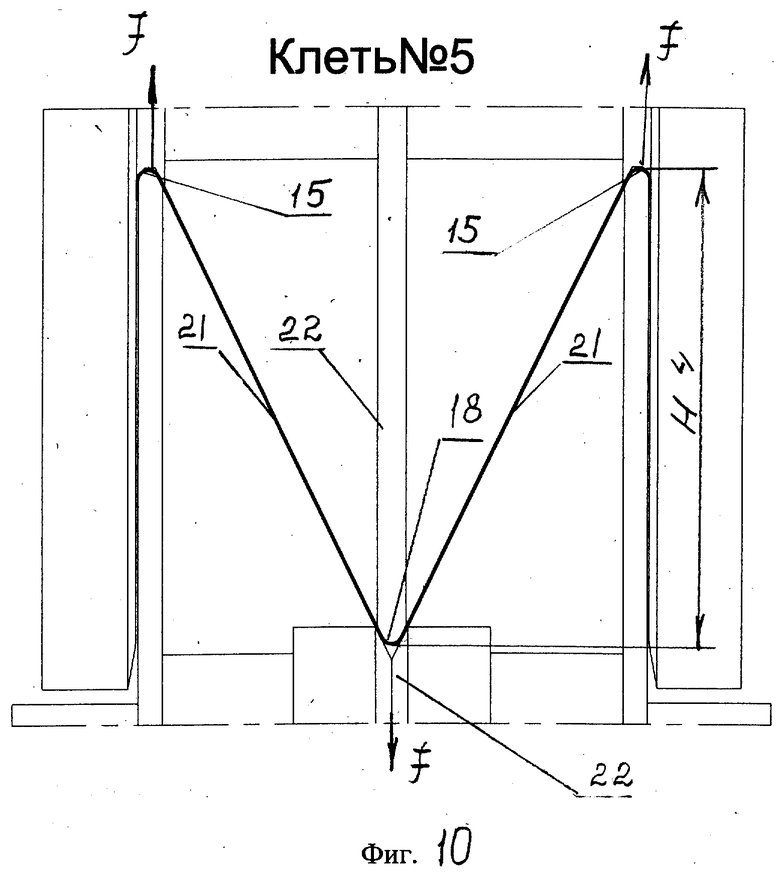
на фиг.10 - схема завершения формирования одного гофра;
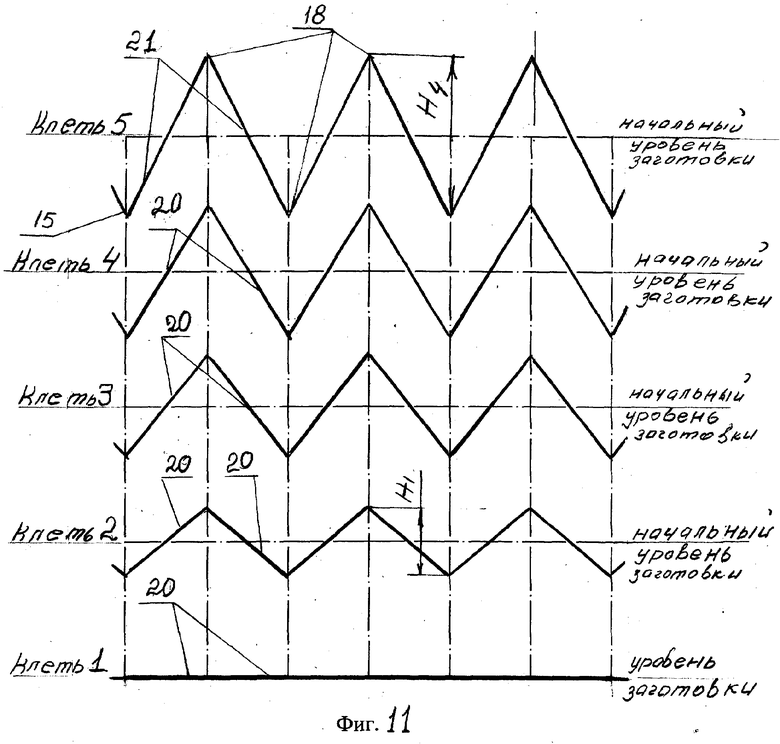
на фиг.11 - схема формирования "n" гофр при перемещении заготовки по клетям профилегибочного стана;
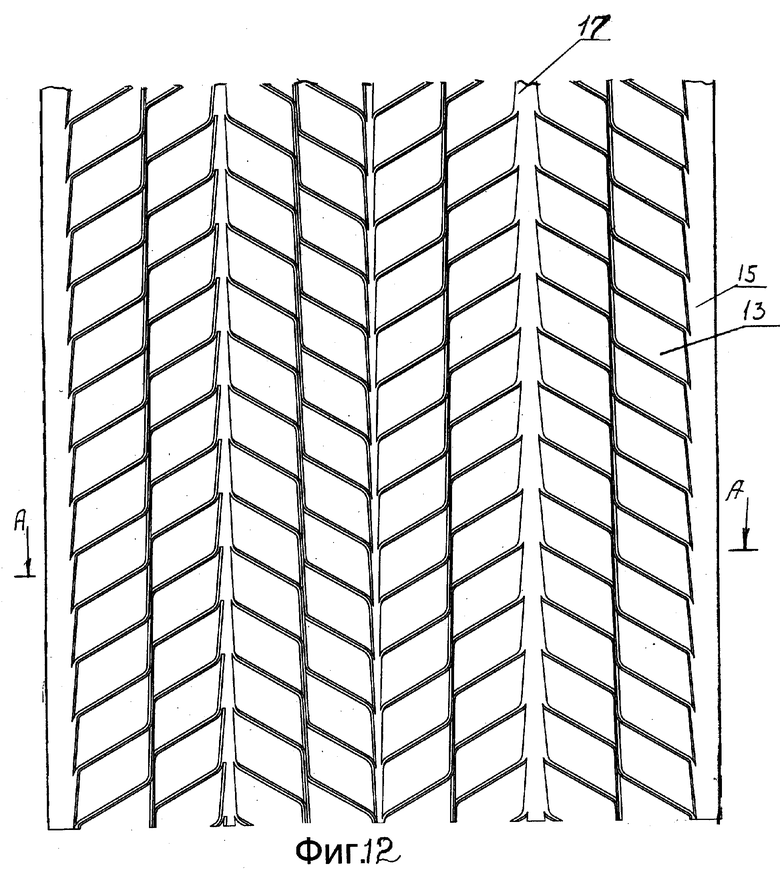
на фиг.12 - общий вид сетчатого профиля;
На фиг.13 - разрез А-А на фиг.12.
Способ изготовления изделия осуществляют следующим образом.
Тонколистовую заготовку 1 подают от разматывателя 2 на ротационную установку 3, в которой на заготовку валками наносятся просечки 14. Для изготовления сетки, например шириной L≤500 мм, просечки наносят по схеме, представленной на фиг.3: на заготовку по всей ширине, исключая сплошные края 15 шириной d=20 мм (для данного примера) наносят одну группу рядов или четное число групп рядов параллельных между собой и равных по длине просечек 14, расположенных в шахматном порядке со смещением на величину шага. Просечки в каждой группе рядов выполнены под углом не более 10° по отношению к продольной оси симметрии заготовки. Если групп рядов два или более (четыре, шесть и т.д.) просечки в соседних рядах ориентируют навстречу друг другу ("елочкой") под углами до ±10°.
Для данного конкретного примера расстояние в ряду а=3 мм, длина просечки b=18 мм, расстояние между рядами с=1,5 мм.
Размеры просечек подбирают экспериментальным путем для каждого требуемого размера ячеек сетки.
Для изготовления сетчатого профиля на тонколистовую заготовку, исключая края 15 шириной, например, d=20 мм аналогично схеме на фиг.3 наносят просечки по схеме на фиг.4, при этом каждая пара групп рядов просечек 14 чередуется со сплошной полосой металла 16 шириной также d=20 мм (для данного примера).
От установки, в которой производят просечки, заготовку передают в профилегибочный стан 4. В стане 4 рабочий инструмент клетей в виде профилегибочных роликов последовательно формирует ячейки сетки или сетчатого профиля в процессе перемещения заготовки из клети в клеть. Формирование сетки и желобов выполняют под воздействием усилий, направленных вертикально вверх или вертикально вниз через фиксирующие парные ролики стана 4, между которыми располагают участки сплошного металла, то есть края 15, или сплошные полосы между парами групп рядов просечек (фиг.5, 6, 7, 9, 10).
При изготовлении сетки заготовку с просечками фиксируют в первой клети и растягивают до требуемых размеров во второй клети, а затем на отрезной установке 5 отрезают расчетную длину сетки с выполненными требуемыми размерами ячеек в виде параллелограммов (фиг.8) l=11 мм, k=7 мм, β=60°.
При изготовлении сетчатого профиля заготовку из установки 3 для нанесения просечек передают в первую клеть 6 профилегибочного стана, в которой края 15 фиксируются парными роликами 16, а затем заготовку перемещают в следующие клети (вторую клеть 7, третью 8, четвертую 9, пятую 10) профилегибочного стана. На фиг.9, 10 на примере формирования гофра 18 из участка сплошного металла (сплошной полосы) 16 схематично показана растяжка заготовки под воздействием пары сил F, действующих через парные ролики 19, перемещающиеся вертикально вниз.
Завершают формирование гофра 18 в пятой клети (поз. 10) под воздействием пары сил F через фиксирующие ролики 22, в результате чего ширина сетчатых участков 20 достигает ширины 21 при высоте гофра от H1 до расчетной величины H4 (фиг.9, 11).
После завершения формирования гофров заданной расчетной величины заготовку сетчатого профиля перемещают в следующие клети 11 и 12 профилегибочного стана. В этих клетях осуществляют прикатку гофров - расплющивание заготовки так, чтобы гофры уплощались, а вдоль оси симметрии участков сплошного металла (т.е. оси симметрии гофров) оставались сформированные в процессе растяжки желоба (как показано на фиг.12 и 13).
Готовый сетчатый профиль отрезают на установке отрезки 5.
При изготовлении сетчатого профиля заданного поперечного сечения в профилегибочный стан дополнительно включают клети с рабочим инструментом для изготовления нужного профиля.
| название | год | авторы | номер документа |
|---|---|---|---|
| УГОЛОК СЕТЧАТЫЙ РАВНОПОЛОЧНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2379444C1 |
| ПРОФИЛЬ МАЯЧКОВЫЙ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2395653C1 |
| СЕТЧАТЫЙ ПРОФИЛЬ ДЛЯ КАРКАСА МЕЖКОМНАТНЫХ ПЕРЕГОРОДОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2393041C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| ТЕРМОПРОФИЛЬ СЕТЧАТЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2342504C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ УГЛОВОГО СЕТЧАТОГО | 2003 |
|
RU2240194C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРОФИЛЕЙ И ЛИНИЯ АВТОМАТИЧЕСКАЯ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2337783C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ И ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335367C2 |

Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления цельнометаллических сеток или сетчатых профилей. Способ включает выполнение в заготовке рядов просечек, равных по длине и расположенных в шахматном порядке, и осуществление последующей деформации заготовки путем ее растяжения. Просечки в рядах выполняют под углом к продольной оси симметрии заготовки с образованием участков сплошного металла, растяжение заготовки осуществляют приложением пары сил к участкам сплошного металла, направленных вертикально с одновременным формированием продольных желобов на участках сплошного металла. При изготовлении сетки формируют участки сплошного металла по краям заготовки. При изготовлении сетчатого профиля выполняют попарно симметричные группы рядов просечек, участки сплошного металла формируют по краям заготовки и между рядами просечек, а при растяжении заготовки формируют продольные гофры. При этом оси симметрии гофров и продольных желобов располагают по оси симметрии каждого сплошного участка, расположенного между рядами просечек. Повышается производительность. 4 з.п. ф-лы, 13 ил.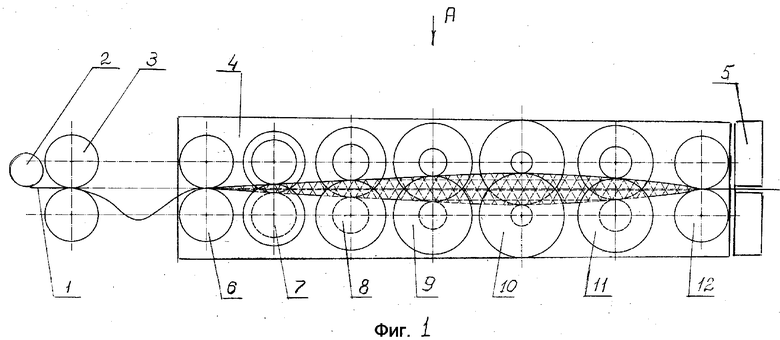
| Способ изготовления просечно-вытяжной сетки | 1976 |
|
SU617125A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1998 |
|
RU2146179C1 |
| ВЫПАРНОЙ АППАРАТ | 1991 |
|
RU2034610C1 |
| Сочленный тракторный агрегат | 1987 |
|
SU1452714A1 |

