Изобретение относится к области производства сеточной продукции и может быть использовано на предприятиях металлургического, машиностроительного и строительного комплексов.
Известен способ производства просечно-вытяжной сетки (цельнометаллической сетки) путем просечки и одновременной вытяжки ряда ячеек, расположенных в шахматном порядке на прессе, оборудованном штампом и средствами перемещения заготовки [1].
Однако этот способ не позволяет выпускать цельнометаллической сетку из ленты толщиной менее 0.5 мм, что ограничивает технологические возможности способа. Кроме того, конструкция штампа громоздка, имеет массивные подвижные части, обуславливающие низкую производительность. Следует также отметить, что поставка сеточной продукции потребителям в виде готовой цельнометаллической сетки связана с высокими расходами на транспортировку и хранение.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ производства цельнометаллической сетки, включающий в себя изготовление просечно-вытянутой заготовки (полуфабриката цельнометаллической сетки) в виде карточки на полноприводном просечном устройстве, транспортировку полуфабриката к устройству растяжения и растяжение полуфабриката в цельнометаллическую сетку одновременным и противонаправленным перемещением систем зацепов, взаимодействующих с кромочными полосками, в плоскости заготовки.
Недостатками технического решения [2] являются низкая производительность и невозможность реализации непрерывного процесса получения цельнометаллической сетки из рулонированной просеченной заготовки, а также высокая металлоемкость сетки и большие затраты на изготовление, транспортировку и складирование.
Необходимо также отметить следующее.
Полоски при просечке заготовки на известном просечном устройстве [2] подвергаются вытяжке и нагартовываются, а это увеличивает энергосиловые параметры процесса растяжения.
Увеличенные энергосиловые параметры процесса растяжения из-за высокой обрывности полосок кромочных ячеек не позволяют получать сетку из ленты толщиной менее 0,3 мм, что существенно повышает металлоемкость сетки и ее стоимость.
Предварительное формирование ячеек на просечном устройстве исключает возможность получения просеченной ленты по схеме рулон-рулон (при смотке происходит смятие ячеек), а это в свою очередь служит непреодолимым препятствием для эффективного решения вопросов транспортировки и складирования заготовки.
Кроме того, предварительное формирование ячеек сетки на полноприводном просечном устройстве связано с увеличением трудоемкости изготовления просечного инструмента и стоимости готовой сетки.
Получение размеров кромочных ячеек в два раза больше, чем остальных, резко ухудшает сохранность готовой продукции, например минераловатных матов при их хранении, транспортировке и эксплуатации.
В основу изобретения положена техническая задача, заключающаяся в создании высокопроизводительного, менее трудоемкого непрерывного способа изготовления цельнометаллической сетки, в том числе из исходной ленты толщиной менее 0,3 мм, и получения кромочных ячеек стандартных размеров.
Поставленная задача достигается тем, что в способе производства цельнометаллической сетки, включающем в себя изготовление полуфабриката цельнометаллической сетки на полноприводном просечном устройстве, его транспортировку к устройству растяжения и растяжение полуфабриката в цельнометаллическую сетку одновременным, противонаправленным перемещением систем зацепов, взаимодействующих с кромочными полосками, согласно изобретению на полноприводном просечном устройстве полуфабрикат получают в виде просеченной заготовки с постоянным шагом просечки для всех полосок, после просечки заготовку сматывают в рулон, а растяжение просеченной заготовки производят при ее продольном перемещении встречным поворотом систем зацепов в плоскости, перпендикулярной плоскости просеченной заготовки, при этом разноименные системы зацепов ориентируют навстречу друг другу, единичные зацепы каждой системы располагают по окружности равного относительно осей их поворота радиуса с окружным шагом, равным 0.9...1.1 шага ячейки готовой сетки по ее длине, а разноименные кромочные полоски просеченной заготовки до контакта их с зацепами ориентируют вертикально.
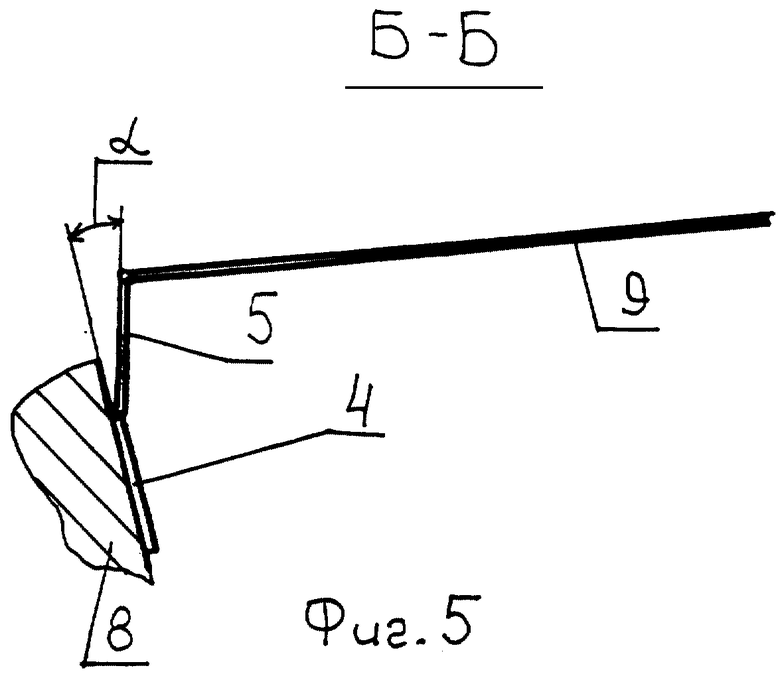
Кроме того, разноименные кромочные полоски до контакта их с зацепами наклоняют к вертикальной оси в направлении плоскости растягиваемой просеченной заготовки на угол α, равный 5...15o.
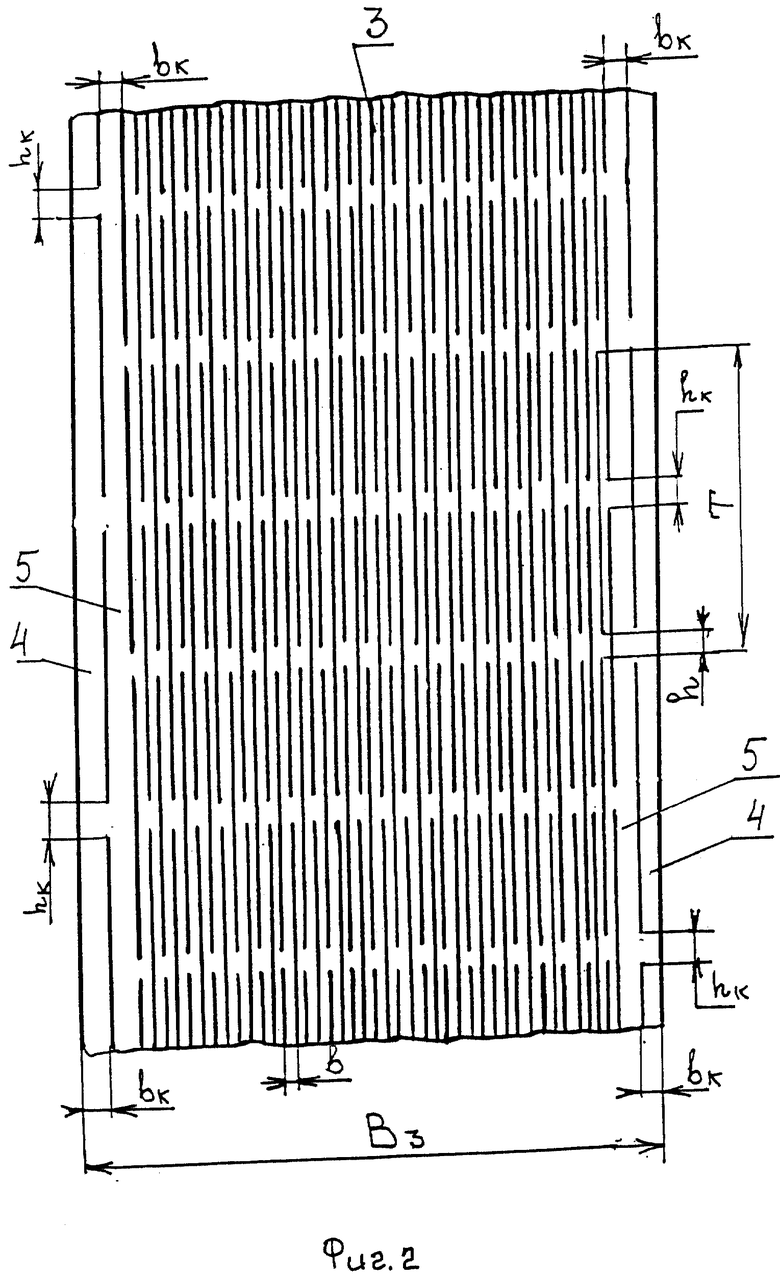
При изготовлении просеченной заготовки на полноприводном просечном устройстве ширину двух крайних кромочных полосок bк с каждой стороны просеченной заготовки и длину связывающих их перемычек hк выполняют равными соответственно bк=1,3...1.5b, hк=1,5h, где b - ширина полосок в средней части просеченной заготовки, a h - длина связывающих их перемычек.
Изготовление полуфабриката цельнометаллической сетки в виде просеченной заготовки обеспечивает реализацию технологического процесса просечки ленты по схеме рулон-рулон, что существенно сокращает расходы на транспортировку и складирование просеченной заготовки.
То что на полноприводном просечном устройстве получают просеченную заготовку с постоянным шагом просечки для всех полосок, в том числе и кромочных, обеспечивает получение кромочных ячеек стандартных размеров, гарантирующих сохранность, например торцев рулонов минераловатных матов при их хранении, транспортировке и использовании по назначению.
Получение механических свойств прерывистых полосок, равных механическим свойствам исходного материала (например, холодно-катанной ленты из низкоуглеродистой стали по ГОСТ 503-81), позволяет по сравнению с известным техническим решением [2]:
- обеспечить производство цельнометаллической сеточной продукции из ленты толщиной менее 0,3 мм;
- снизить трудозатраты при сворачивании готовых матов на обкладке из цельнометаллической сетки в рулоны;
- резко уменьшить обрывность полосок, образующих ячейку при растяжении просеченной заготовки;
- снизить стоимость изготовления просечного инструмента.
Выполнение растяжения просеченной заготовки при ее продольном перемещении встречным поворотом систем зацепов в плоскости, перпендикулярной плоскости просеченной заготовки, в сочетании с установкой разноименных систем зацепов навстречу друг другу и вертикальной ориентировкой кромочных полосок исключает необходимость в предварительном формировании ячеек до установки просеченной заготовки на растяжное устройство и обеспечивает оптимальный вариант ее растяжения в непрерывном режиме.
Дело в том, что растяжение сетки выполняется путем последовательного раскрытия ячеек при перемещении просеченной заготовки от направляющего ролика до привода устройства. При этом усилие, необходимое для растяжения единичной ячейки цельнометаллической сетки, полученной согласно предлагаемому способу, значительно меньше усилия, необходимого для растяжения единичной ячейки сетки, полученной по известному способу [2], потому что в предлагаемом способе формирование ячейки выполняется изгибом оттоженной полоски по ее толщине на плече, равном половине шага просечки заготовки, а в известном способе имеет место ребровой изгиб и скручивание нагартованной полоски на плече, равном половине высоты предварительно сформированной ячейки.
Таким образом, предлагаемое техническое режение позволяет минимизировать величину усилия, необходимого для растяжения просеченной заготовки, что обеспечивает возможность освоения производства цельнометаллической сеточной продукции из тонкой ленты.
При растяжении же рулонированной просеченной заготовки известным способом полоски, расположенные по разные стороны ее продольной оси симметрии, изгибаются и скручиваются в противоположных направлениях, а это приводит к образованию "горба" у рулона и скручиванию на 180o одной из полосок в средней части растягиваемой просеченной заготовки, что препятствует осуществлению процесса растяжения.
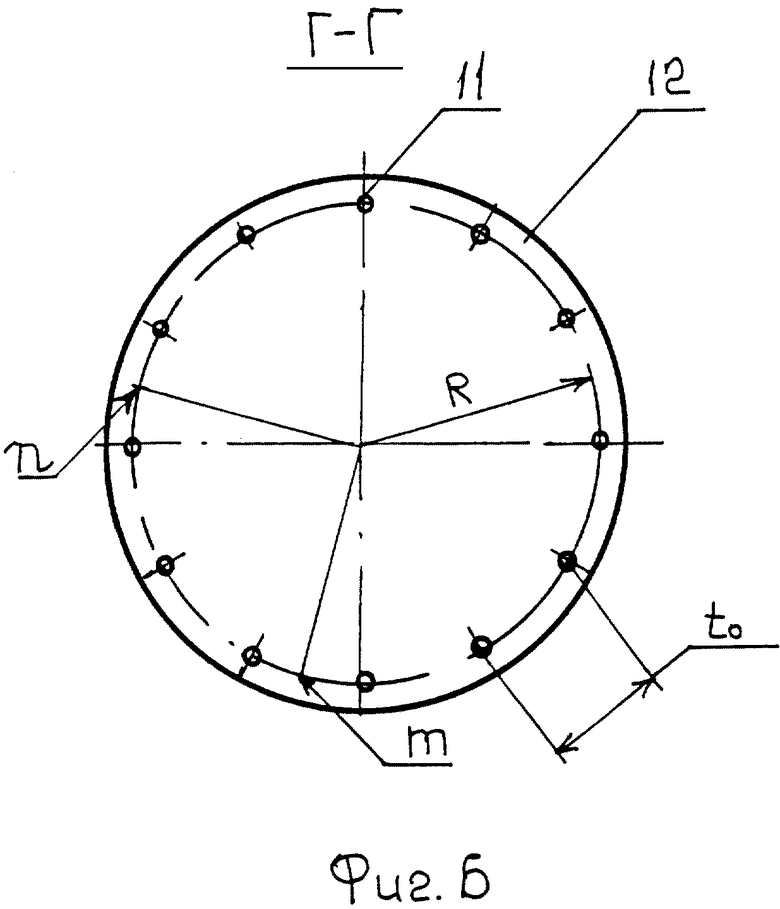
Размещение единичных зацепов каждой системы по окружности равного относительно осей их поворота радиуса с окружным шагом, равным 0.9...1.1 шага ячейки готовой сетки, обеспечивает стабилизацию процесса растяжения просеченной заготовки, размеров кромочных ячеек цельнометаллической сетки и ее ширины при реализации непрерывного режима.
Наклон кромочных полосок до контакта их с зацепами к вертикальной оси в направлении плоскости растягиваемой ленты на угол α, равный 5...150, позволяет выполнять разделение кромочных полосок с соседними до момента зацепления с зацепами, в результате чего уменьшается вибрация кромочных полосок и повышается, особенно при производстве цельнометаллической сеточной продукции из тонкой ленты, надежность процесса растяжения просеченной заготовки.
Выполнение ширины двух крайних кромочных полосок bк с каждой стороны просеченной заготовки и длины связывающих их перемычек hк, равными соответственно bк=1.3...1,5 b, hк=1,5 h, где b - ширина полосок в средней части просеченной заготовки, а h - длина связывающих их перемычек, обеспечивает исключение обрывности крайних, наиболее нагруженных полосок при производстве цельнометаллической сетки из ленты толщиной менее 0,15 мм.
Таким образом, предлагаемое техническое решение обеспечивает реализацию высокопроизводительного непрерывного процесса получения цельнометаллической сетки и получения кромочных ячеек стандартных размеров при одновременном снижении ее металлоемкости, стоимости и расширении области использования.
Снижение металлоемкости цельнометаллической сетки обеспечивается путем освоения ее производства из ленты толщиной менее 0,3 мм.
Снижение стоимости цельнометаллической сетки обуславливается снижением расхода металла и уменьшением расходов, связанных с просечкой, растяжением, транспортировкой и складированием.
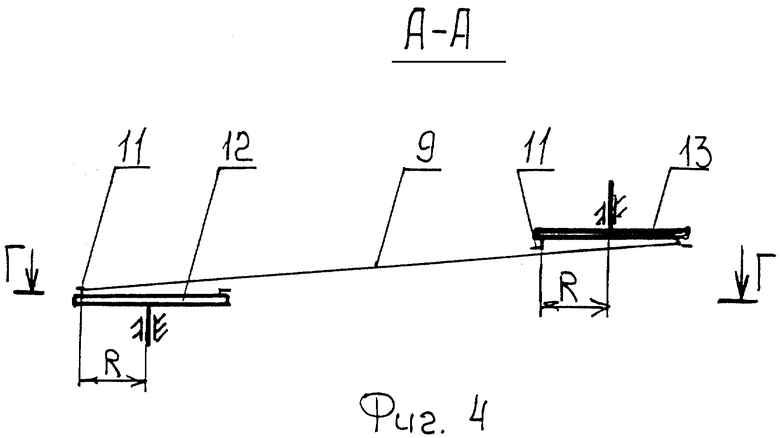
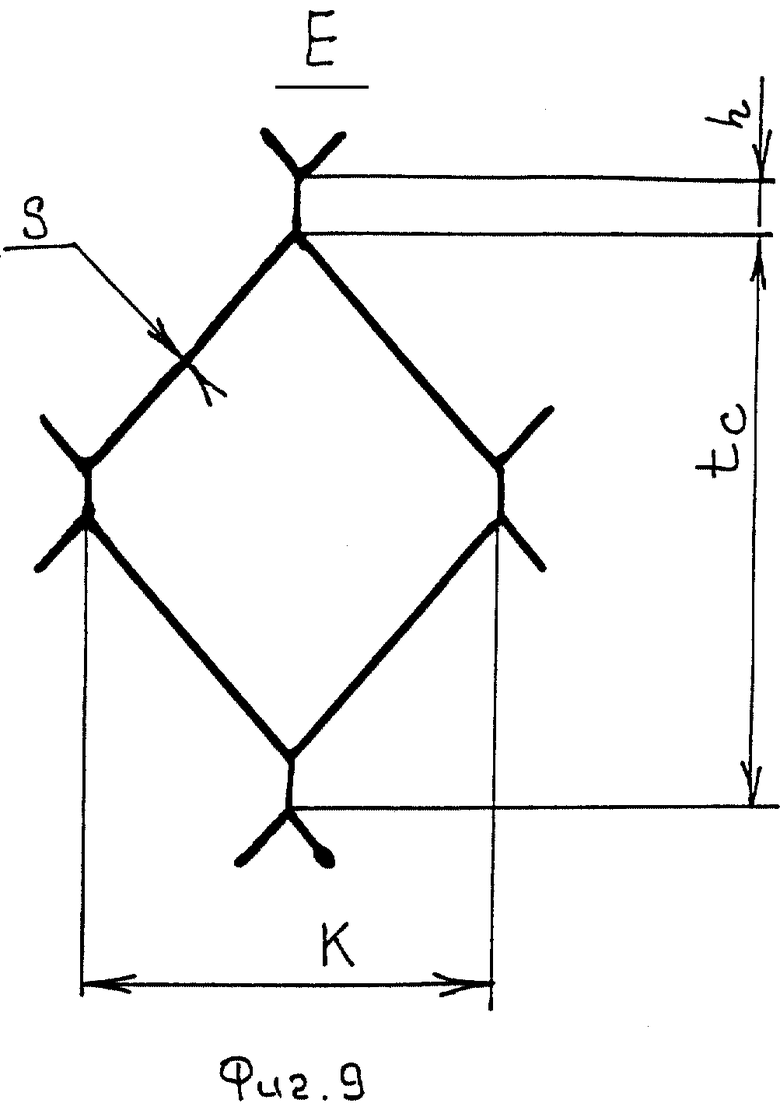
Предлагаемое изобретение поясняется чертежами, где на фиг.1 показана схема получения просеченной заготовки, на фиг.2 - просеченная заготовка, на фиг. 3 - схема осуществления процесса растяжения просеченной заготовки в цельнометаллическую сетку, на фиг.4 - разрез A-A на фиг.3, на фиг.5 - разрез Б-Б на фиг.3, на фиг.6 - разрез Г-Г на фиг.4, на фиг.7 - цельнометаллическая сетка, на фиг.8 - разрез Д-Д на фиг.7, на фиг.9 - выносной элемент Е на фиг. 7.
Способ осуществляют следующим образом.
На машиностроительном или метизно-металлургическом предприятии на исходной металлической ленте 1 с помощью полноприводного просечного устройства 2 выполняют продольные просечки. При этом шаг просечки Т (см. фиг.2) для всех полосок просеченной заготовки 3 выполняют одинаковым, а ширину bк одной (при получении цельнометаллической сетки из ленты толщиной более 0,12 мм) или двух (при получении цельнометаллической сетки из ленты толщиной менее 0,12 мм) крайних кромочных полосок 4, 5 с каждой стороны просеченной заготовки и длину связывающих их перемычек hк выполняют равными соответственно bк=1,3... 1,5 b, hк=1,5h, где b - ширина полосок в средней части просеченной ленты, а h - длина связывающих их перемычек. Полученную просеченную заготовку 3 сматывают в рулон 6, транспортируют его к месту использования, например на предприятие по выпуску минераловатных матов, и устанавливают на размоточное устройство (на черт. не показано) устройства растяжения 7 просеченной заготовки 3.
Передний конец рулона б просеченной заготовки 3 сматывают с размоточного устройства (на черт. не показано) и огибают им ролик 8. При дальнейшей размотке рулона 6 кромочные полоски 4 в плоскости, перпендикулярной плоскости просеченной ленты 3, разводят на ширину Вс готовой цельнометаллической сетки 9 (см. фиг.3, 7) и заводят в устройство 10 продольного перемещения цельнометаллической сетки 9, а крайние полоски 4 вводят в зацепление с соответствующими единичными зацепами 11 систем зацепов 12, 13. Системы зацепов 12, 13 ориентированы навстречу друг другу, при этом единичные зацепы 11 каждой системы 12, 13, смонтированные на дисках (на черт. не показано), расположены по окружности равного относительно осей их вращения радиуса R с окружным шагом to=0.9...1.1tc, где tc - шаг ячейки готовой сетки (см. фиг.3, 9). С помощью направляющих роликов 14 кромочные полоски ориентируют вертикально (при производстве цельнометаллической сетки из ленты толщиной более 0.15 мм) или под углом α=5...15o (см. фиг.5) к вертикальной оси (при производстве цельнометаллической сетки из ленты толщиной менее 0,15 мм). Устанавливают ограничители сетного полотна по высоте (не показано) и включают устройство продольного перемещения 10 цельнометаллической сетки 9. При продольном перемещении цельнометаллической сетки 9 полоски 4, взаимодействующие с соответствующими единичными зацепами 11, поворачивают системы зацепов 12, 13 навстречу друг другу. При повороте систем зацепов каждый из единичных зацепов 11, вступая в контакт с прерывистой полоской 4 в начале сектора mn (точка m, см. фмг.6) зацепляет ее и вплоть до точки n выполняется растяжение кромочной ячейки. В точке n осуществляется съем ячейки с зацепа 11. Благодаря тому что зацепы 11 систем зацепов 12, 13 расположены по окружности равного относительно осей их вращения радиуса R с окружным шагом to=0.9...1.1 tc, ширина цельнометаллической сетки Bс в процессе растяжения остается неизменной, а кромочные ячейки имеют требуемую форму. В зависимости от назначения цельнометаллической сетки 9 после выхода из устройства продольного перемещения 10 она режется на мерные длины (на черт. не показано); сворачивается в рулон (на черт не показано); используется по назначению, например подается в качестве обкладочного материала в технологическую линию по прошивке минераловатных матов. В этом случае устройство растяжения просеченной заготовки монтируется в технологическую линии по производству матов (на черт. не показано).
Согласно предлагаемому способу на просечном устройстве были изготовлены опытные партии рулонированной просеченной заготовки со следующими параметрами (см. фиг.2): шаг просечки Т=82 мм: длина перемычки h=5 мм; ширина полосок, расположенных в средней части просеченной заготовки b=1,8 мм; ширина кромочных полосок bк=1.8; 1.98; 2.16; 2,34; 2.52; 2,7; 2,88; 3,06 мм; длина кромочных перемычек hк = 5,00; 6,50; 7,50; 8,00; 8,50 мм. В качестве исходной заготовки использовалась особо мягкая лента по ГОСТ 503-81 из стали 10пс по ГОСТ 1050-74 с размерами по толщине: 0,06; 0,08; 0.10; 0,12; 0,15; 0.20; 0,30 мм.
Растяжение опытных партий просеченной заготовки выполнялось на экспериментальной установке, смонтированной со стороны подачи обкладочного материала малой прошивной машины для производства минераловатных матов. Разноименные системы зацепов были установлены по окружностям равного диаметра на неприводных поворотных дисках. Окружной шаг между единичными зацепами to варьировался в диапазоне to = 0,8...1.3tc, где tc - шаг ячейки готовой сетки по ее длине. В качестве привода устройства перемещения цельнометаллической сетки использовался привод загрузочного транспортера малой прошивной машины.
В результате выполненных исследований установлено.
При растяжении просеченных заготовок, полученных из ленты толщиной 0,15-0,3 мм, обрывов кромочных полосок, в том числе для варианта bк=b и hк= h, не наблюдалось. Процесс растяжения при окружном шаге между единичными зацепами to= 0,9. ..1,1tc осуществлялся устойчиво при вертикальном расположении кромочных полосок до контакта их с зацепами. Изменение величины окружного шага в меньшую сторону, равно как и в большую, приводило к варианту работы единичных зацепов при растяжении кромочных ячеек вблизи перемычек, что в свою очередь сопровождалось сходами ячеек с зацепов внутри сектора mn.
При растяжении просеченных заготовок, полученных из ленты толщиной 0,06-0,12 мм, стабильное осуществление процесса было достигнуто при следующих параметрах просеченной заготовки и установки: величина окружного шага to= 0,9. . . 1,1tc, ширина кромочных полосок bк=2,34-2,7 мм (bк=1.3...1.5b), длина кромочных перемычек hк=7,5 мм (hк=1,5h), количество широких кромочных полосок, связанных длинными перемычками с каждой стороны просеченной заготовки - 2, угол наклона кромочной полоски к вертикальной оси в направлении плоскости растягиваемой просеченной заготовки до контакта с зацепами α=5... 15o.
Изменение ширины кромочных полосок и длины перемычек в меньшую сторону сопровождалось обрывом двух крайних полосок, а в большую сторону - увеличением металлоемкости цельнометаллической сетки.
При ориентировке кромочных полосок к вертикальной оси в направлении плоскости растягиваемой просеченной заготовки до контакта с зацепами в пределах α=0...4o наблюдалась значительная вибрация кромочных полосок в момент зацепления с зацепами, что приводило к сходам ячеек с зацепов и одновременному захвату двух полосок.
При наклоне кромочных полосок к вертикальной под углом α=5o сходы ячеек и одновременный захват двух полосок отсутствовали, причем с увеличением угла наклона до α=15o вибрация полосок уменьшалась, однако это уменьшение ощутимого влияния на стабильность процесса не оказывало.
Установка угла наклона α больше 15o сопровождалась увеличением натяжения кромочных полосок, которое приводило к обрывам кромочных ячеек при взаимодействии последних с зацепами.
На заключительном этапе исследований из просеченной заготовки (Вз=80 мм; b= 1,8 мм; bк=2,70; h=5,00 мм; hк=7,5 мм; Т = 82мм), полученной из ленты толщиной S=0,10 мм, была изготовлена опытная партия цельнометаллической сетки с размерами: tc=65 мм; К=45 мм; Bc=1000 мм (см. фиг.7-9).
Растяжение рулонированной просеченной заготовки выполнялось в линии малой прошивной машины в процессе изготовления минераловатных матов.
Всего было свито 290 м3 матов. На это количество матов было использовано 4147 м2 сетки, полученной из трех рулонов просеченной заготовки общим весом 386 кг. Расход металла на 1 м2 готовой сетки составил 93 грамма. Процесс растяжения просеченной заготовки и подачи цельнометаллической сетки на загрузочный транспортер малой прошивной машины осуществлялся в непрерывном режиме без сбоев. Влияния ручной загрузки ваты на задающий транспортер и расположенную на нем цельнометаллическую сетку на стабильность процесса растяжения не обнаружено.
В результате опытного опробования можно утверждать, что использование предлагаемого изобретения по сравнению с известным техническим решением позволяет осуществлять высокоскоростное растяжение рулонированной просеченной заготовки в непрерывном режиме и обеспечивает существенное расширение области использования цельнометаллической сеточной продукции при одновременном снижении ее металлоемкости и стоимости.
Например, применение цельнометаллической сетки, полученной из ленты толщиной 0,10 мм в качестве обкладочного материала минераловатных матов, позволяет снизить расход металла в 2,1... 2,5 раза, расходы на транспортировку и складирование на 45%, стоимость готовых минераловатных матов на 10%.
Следует отметить, что возможность эффективного компактирования сеточной продукции путем поставки потребителям просеченной заготовки позволяет существенно сократить затраты на транспортировку и складирование сеточной продукции в различных отраслях агропромышленного комплекса, связанных с большими объемами потребления сетки, например в строительстве для штукатурных работ и армирования различных материалов, в сельском хозяйстве для клеточной продукции и ограждений, в дорожном строительстве для бетонных работ и т.д. При этом устройство для поперечного растяжения полуфабриката сетки отличается незначительными габаритными размерами, малым весом и простотой в изготовлении и эксплуатации.
Источники информации
1. Авторское свидетельство СССР N 914145, кл. В 21 D 31/02.
2. Патент RU 2117543, 20.08.98, кл. В 21 D 31/02, 47/02.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО РАСТЯЖЕНИЯ ПОЛУФАБРИКАТА ЦЕЛЬНО-МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2001 |
|
RU2187401C1 |
| СПОСОБ ПРОИЗВОДСТВА МИНЕРАЛОВАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2151692C1 |
| ЛИНИЯ ПРОДОЛЬНОЙ РЕЗКИ ЛЕНТЫ | 2001 |
|
RU2192940C1 |
| МНОГОДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2148479C1 |
| ДИСКОВЫЕ НОЖНИЦЫ | 1999 |
|
RU2155116C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОВОЛОКИ | 1999 |
|
RU2147259C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1998 |
|
RU2146179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕТКИ ИЛИ СЕТЧАТОГО ПРОФИЛЯ | 2003 |
|
RU2275268C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ПОЛОСОВОГО МАТЕРИАЛА | 1994 |
|
RU2078638C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 2000 |
|
RU2170632C1 |



Использование: в области обработки металлов давлением при производстве сеточной продукции на предприятиях металлургического, машиностроительного и строительного комплексов. Получают полуфабрикат цельнометаллической сетки на просечном устройстве в виде просеченной заготовки с постоянным шагом просечки для всех полосок, сматывают полуфабрикат в рулон, транспортируют компактный рулон к устройству растяжения (месту использования) и растягивают рулонированный полуфабрикат, при его продольном перемещении встречным поворотом систем зацепов в плоскости, перпендикулярной плоскости просеченной заготовки. Системы зацепов располагают навстречу друг другу, единичные зацепы каждой системы размещают по окружности равного относительно осей их поворота радиуса с определенным окружным шагом, ее длины сетки, а кромочные полоски просеченной заготовки до контакта их с зацепами ориентируют вертикально. Кроме того, при производстве цельнометаллической сетки и исходной ленты толщиной менее 0,25 мм кромочные полоски до контакта их с зацепами наклоняют к вертикальной оси в направлении плоскости растягиваемой просеченной заготовки на определенный угол, выполняют кромочные полоски определенной ширины, а связывающие их перемычки определенной длины. Повышается производительность процесса за счет растяжения рулонированной просеченной заготовки в непрерывном режиме при одновременном расширении области использования, снижении металлоемкости и стоимости цельнометаллической сетки. 2 з.п.ф-лы, 9 ил.
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ | 1997 |
|
RU2117543C1 |
| SU 914145, 23.03.1982 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСЕЧНО-ВЫТЯЖНОЙ СЕТКИ ИЗ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2021062C1 |
| Сочленный тракторный агрегат | 1987 |
|
SU1452714A1 |
| ВЫПАРНОЙ АППАРАТ | 1991 |
|
RU2034610C1 |
