Изобретение относится к области обработки металлов давлением, а точнее к устройствам для установки валка в клети стана винтовой прокатки, и может быть использовано при производстве горячекатанных труб, сорта и периодических профилей. Наиболее эффективно это техническое решение может быть использовано в трехвалковых станах поперечно-винтовой прокатки.
Известно устройство для установки валка в клети стана винтовой прокатки, содержащее барабан, имеющий опорную поперечину, которая одним своим концом при помощи шарнира соединена с барабаном, а другим концом опирается на барабан через механизм установки угла раскатки [1] Главным недостатком известного технического решения является то, что установка валка на угол раскатки осуществляется путем регулирования поворота оси валка относительно оси шарнира смещенного как от оси валка, так и от оси барабана (корпуса). Это приводит одновременно к значительному смещению валка в осевом и радиальном направлениях. Известное решение не позволяет повысить точность осевой и угловой настройки валка.
Из известных устройств для установки валка в клети стана винтовой прокатки ближайшим аналогом является устройство для установки валка в клети стана винтовой прокатки, содержит барабан с двумя вилками, кассету, шарнирно установленную в барабане, валок, закрепленный в кассете и два регулировочных винта, расположенных в барабане [2] Такая конструкция устройства для установки валка обеспечивает независимую от угла подачи регулировку угла раскатки.
Однако известное техническое решение обладает целым рядом существенных недостатков, которые не позволяют использовать его на практике. Во-первых, ось шарнира расположена от оси валка на расстоянии большем, чем радиус валка. Это приводит к тому, что при угловой настройке валка одновременно изменяется и его положение в осевом направлении, а индивидуальная угловая настройка каждого валка стана может привести к значительному относительному осевому смещению валков в очаге деформации и, как следствие, ведет к повышенной наведенной поперечной разностенности на прокатываемых трубах. Во-вторых, смещение оси шарнира от оси валка равное расстоянию между регулировочными винтами, не обеспечивает точную регулировку особенно на малых углах раскатки (например на 0o1'-0o30'). Это связано с тем, что регулировочные винты в рабочем состоянии находятся под достаточной осевой нагрузкой, и выполнены с резьбой, геометрические разм параметры которой выполняют эту функцию. Такая резьба имеет большой шаг, определяет при настройке функцию. Такая резьба имеет большой шаг, определяет при настройке на малые углы раскатки настолько малую угловую величину поворота винта, которая соизмерима как с износом резьбы, так и с величиной возможных упругих деформаций элементов кассеты с валком. В-третьих, регулировочные винты являются опорами для кассеты, и поэтому в условиях заполнения и освобождения очага деформации металлом могут поочередно испытывать ударную и статическую нагрузки, что снижает надежность и долговечность кассеты в работе.
Цель изобретения повышение точности осевой и угловой настройки валка, повышение надежности и долговечности.
Цель достигается тем, что в устройстве для установки валка в клети стана винтовой прокатки, содержащем барабан с двумя вилками, кассету, шарнирно установленную в барабане, валок, закрепленный в кассете и два регулировочных винта, расположенных в барабане, кассета снабжена двумя расположенными с противоположных боковых поверхностей цапфами, под которые в барабане выполнен расточки, геометрическая ось которых смещена относительно оси валка на величину, которая на порядок меньше расстояния между регулировочными винтами. Регулировочные винты пропущены через вилки барабана и стягивают барабан с кассетой.
Такое конструктивное выполнение устройства для установки валка в клети стана винтовой прокатки позволит повысить точность осевой и угловой настройки валка как за счет увеличения базы регулирования L2, так и за счет соотношения радиусов поворота L2=10 L1. Размещение регулировочных винтов в отверстиях вилок упрощает конструкцию устройства, в работе за счет сжатия барабана с кассетой. Это устраняет ударные нагрузки, которые воспринимаются регулировочными винтами в виде переменной величины сжатия.
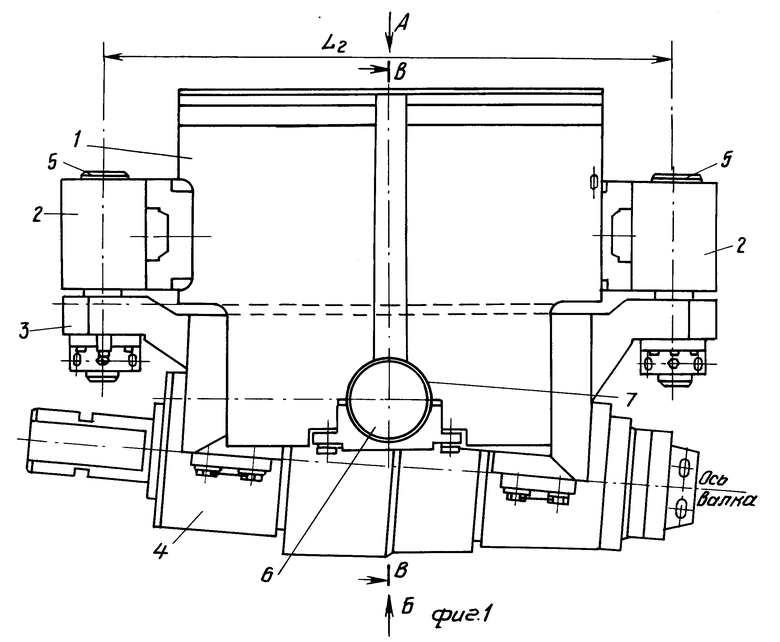
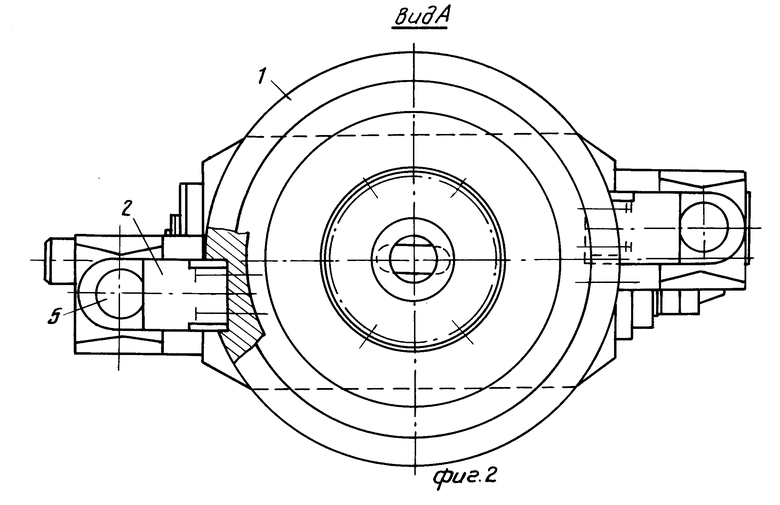
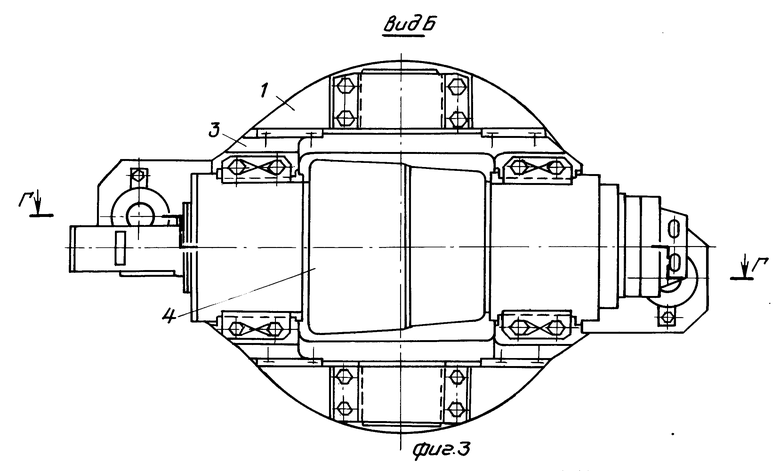
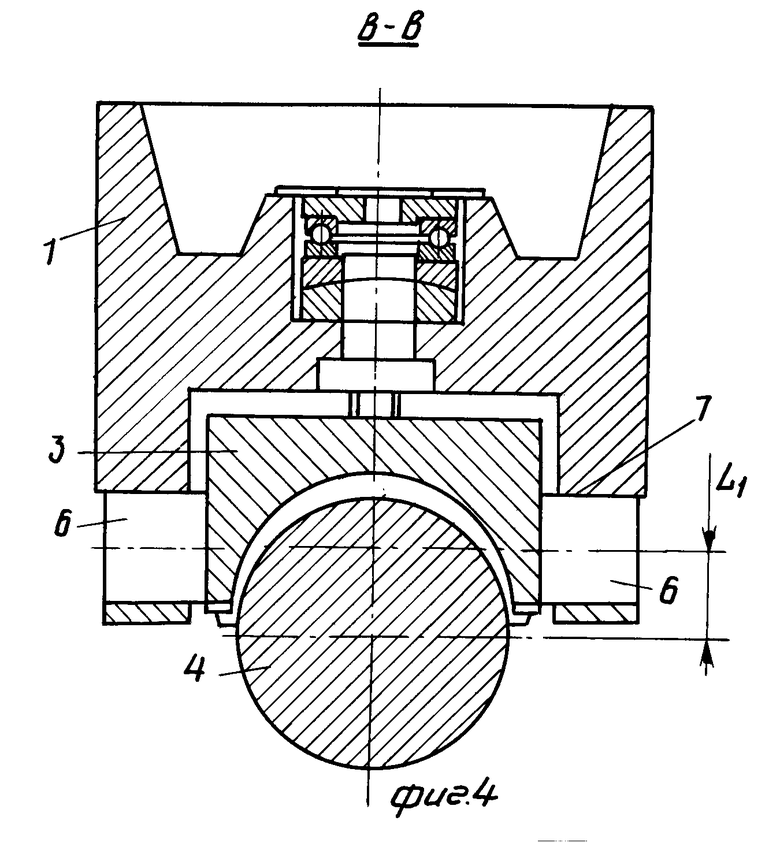
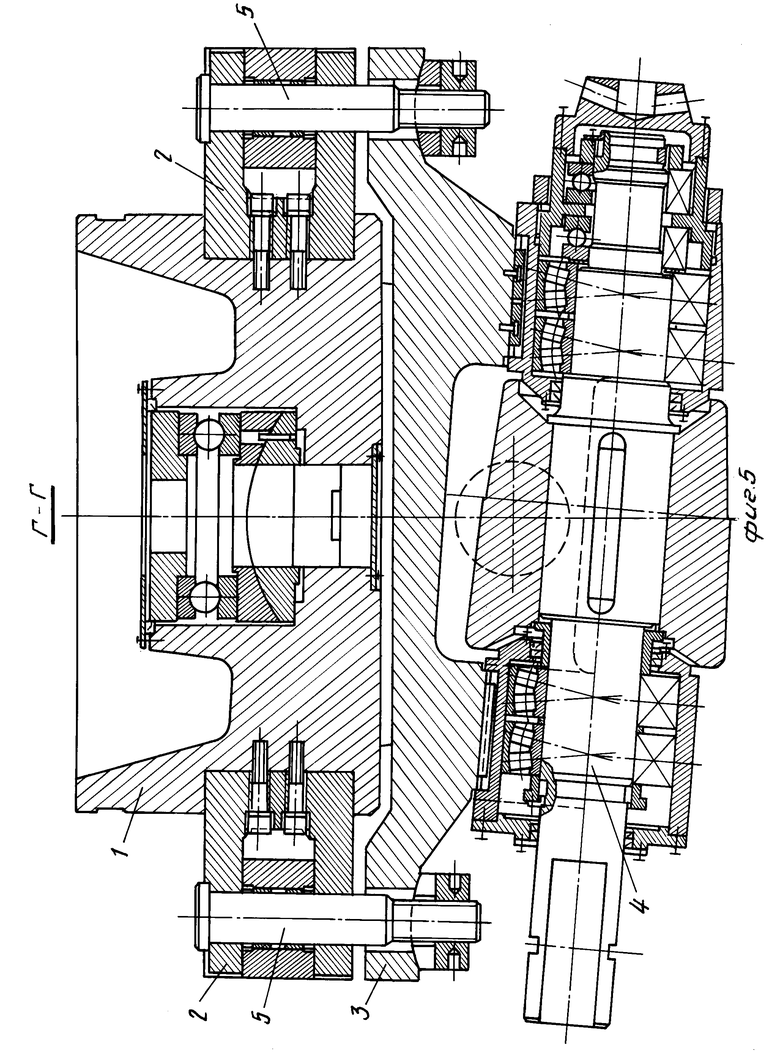
На фиг. 1 изображено устройство для установки валка в клети стана винтовой прокатки, общий вид; на фиг. 2 вид по стрелке А на фиг. 1; на фиг. 3 вид по стрелке Б на фиг. 1; на фиг. 4 разрез В-В на фиг. 1; на фиг. 5 разрез Г-Г на фиг. 3.
Устройство для установки валка в клети стана винтовой прокатки содержит барабан 1 с двумя вилками 2, закрепленными на его боковых поверхностях, кассету 3, шарнирно установленную в барабане 1, валок 4, закрепленный в кассете и два регулировочных винта 5, расположенных в барабане. Кассета 3 имеет две расположенные с противоположных боковых поверхностей цапфы 6, под которые в барабане выполнены расточки 7, геометрическая ось которых смещена относительно оси валка на величину L1, которая на порядок меньше расстояния L2 между регулировочными винтами. Выполнение кассеты 3 с двумя цапфами 6, шарнирно вращающимися в гнездах барабана 1, гарантирует минимальное расстояние L1 между осью валка и осью поворота на угол раскатки. Это обеспечивает наименьшее смещение валка в осевом направлении при угловой настройке. Смещение L1на порядок меньше расстояния L2 между регулировочными винтами 5.
Устройство для установки валка стана винтовой прокатки работает следующим образом.
Перед прокаткой осуществляют относительную настройку валков в осевом направлении и настройку каждого валка на заданный угол β раскатки. Установку валка на заданный угол раскатки осуществляют следующим образом. Одновременно ввинчивают один регулировочный винт и вывинчивают другой до необходимой величины, определяемой соотношением tgβ tg  где h1 разница в относительном расположении регулировочных винтов относительно кассеты. При такой угловой настройке кассета с валком поворачивается на заданный угол раскатки относительно цапф 6. Относительное осевое смещение валка на порядок меньше величины h1, что не требует дополнительной осевой настройки валка. При работе устройства основная переменная технологическая нагрузка воспринимается через кассету 3 регулировочными винтами 5, которые стягивают барабан 1 с кассетой 3 и обеспечивают надежность и долговечность устройства в работе.
где h1 разница в относительном расположении регулировочных винтов относительно кассеты. При такой угловой настройке кассета с валком поворачивается на заданный угол раскатки относительно цапф 6. Относительное осевое смещение валка на порядок меньше величины h1, что не требует дополнительной осевой настройки валка. При работе устройства основная переменная технологическая нагрузка воспринимается через кассету 3 регулировочными винтами 5, которые стягивают барабан 1 с кассетой 3 и обеспечивают надежность и долговечность устройства в работе.
В качестве примера выполнения устройства для установки валка трехвалкового стана винтовой прокатки выбрано устройство для установки валка раскатного стана ТПА-200, у которого валки наклонены относительно оси прокатки на положительный угол раскатки β 4о. Устройство состоит из барабана (диаметром 1000 мм), кассеты с цапфами (диаметром 200 мм), которые шарнирно закреплены в расточках барабана с помощью крышек. Расстояние между регулировочными винтами составляет L2=1350 мм, смещение полуосей от оси валка L1=135 мм.
Соотношение L2/L1 10, обеспечивает достаточную точность осевой и угловой настройки валка. Так, при изменении угла раскатки валка β на 0o30' в осевом направлении валок смещается на 1,2 мм. При этом для валков с высотой гребня 10 мм, относительное осевое смещение составляет 12% от высоты гребня, что не требует дополнительной относительной осевой настройки валка. Предложенное устройство для установки валка обеспечивает достаточно высокий уровень точности угловой и осевой настройки, что позволит снизить уровень наведенной разностенности при прокатке труб на 0,2-0,8 мм.
Устройство для установки валка обеспечивает простоту эксплуатации в промышленных условиях, обладает надежностью и долговечностью в работе, позволяет повысить точность осевой и угловой настройки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2000 |
|
RU2207203C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| ТРЕХВАЛКОВЫЙ КАЛИБР И СПОСОБ ЕГО НАСТРОЙКИ | 1992 |
|
RU2056956C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2338607C1 |
| СПОСОБ ВИНТОВОЙ РЕВЕРСИВНОЙ ПРОКАТКИ СОРТОВОГО МЕТАЛЛА | 1992 |
|
RU2030932C1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| СБОРНЫЙ ВАЛОК ПИЛЬГЕРСТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2056958C1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1998 |
|
RU2170152C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1999 |
|
RU2165816C2 |
Использование: для установки валка в клети стана винтовой прокати. Цель - повышение точности осевой и угловой настройки валка. Сущность изобретения: перед прокаткой осуществляют относительную настройку валков в осевом направлении и настройку каждого валка на заданный угол β раскатки. Одновременно ввинчивают один регулировочный винт и вывинчивают другой до необходимой величины. Кассета с валком поворачивается на заданный угол раскатки относительно цапф. Относительное осевое смещение валка на порядок меньше величины h1, что не требует дополнительной осевой настройки валка, h1 - разница в расположении регулировочных винтов относительно кассеты. При работе устройства основная переменная технологическая нагрузка воспринимается через кассету регулировочными винтами, которые стягивают барабан с кассетой и обеспечивают надежность и долговечность устройства. 1 з.п. ф-лы, 5 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 0 |
|
SU205790A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

