Изобретение относится к области обработки металлов давлением, а точнее к прокатному производству и касается конструкции двухвалковых рабочих клетей со станиной закрытого типа, используемых в станах винтовой прокатки при получении труб, круглого сорта и коротких тел вращения, например шаров.
Использование в станах винтовой прокатки рабочих клетей со станиной закрытого типа, обладающих более высокой жесткостью очага деформации по сравнению с рабочими клетями, имеющими станину открытого типа (со съемной, откидной, сдвижной крышками) позволяет получать прокат с более точными геометрическими размерами и более узким полем допусков, что особенно важно при производстве широкого сортамента прокатываемых изделий и, как следствие, значительного колебания нагрузок на валках рабочей клети.
Особенно актуальным становится использование таких клетей на чистовых, отделочных операциях, когда на выходе рабочей клети получается готовый продукт. Однако, в настоящее время такие клети не нашли пока широкого распространения из-за ряда технических сложностей.
Одной из таких сложностей является то, что в современных станах винтовой прокатки производят изделия широкого сортамента как по геометрическим формам и размерам, так и широкого диапазона материала, из которого эти изделия производятся: стали, цветные металлы и их всевозможные сплавы. Эта особенность накладывает дополнительные требования к рабочим клетям, а особенно к клетям, используемым на отделочных (чистовых) операциях, в частности: возможность плавного регулирования трех основных технологических параметров рабочей клети, это: калибр клети, угол подачи рабочих валков, угол раскатки рабочих валков, непосредственно влияющих на осуществимость запроектированного технологического процесса, причем для многих металлов и сплавов технологический процесс возможен в весьма узком диапазоне указанных параметров и требует их настройки с высокой точностью.
Большинство известных двухвалковых рабочих клетей со станиной закрытого типа не удовлетворяют указанным выше требованиям, что и является одной из причин их ограниченного применения.
Известна двухвалковая клеть винтовой прокатки со станиной закрытого типа, см. патент Англии №1514714, кл. В 21 В 31/10, заявл. 14.06.74 г., опубл. 21.06.78 г., содержащая станину закрытого типа, два горизонтальных валка с подушками, установленных в горизонтальных окнах станины с возможностью перемещения для регулирования калибра клети с помощью предусмотренного устройства.
Недостатком известной конструкции клети являются ограниченные технологические возможности. Это объясняется невозможностью регулирования таких технологических параметров клети, как регулирования угла подачи валков (это угол наклона оси валка к оси прокатки, измеренный в вертикальной плоскости) и угла раскатки валков (это угол наклона оси валка к оси прокатки, измеренный в горизонтальной плоскости.
Указанный недостаток не позволяет использовать эту клеть на чистовых операциях, где требуется высокая точность прокатываемых изделий, что особенно важно при широком сортаменте обрабатываемых материалов: черных и цветных металлов и их сплавов. Высокая точность геометрических размеров проката, чистота наружной поверхности достигается за счет строгого выдерживания технологического процесса, в частности строго определенных значений углов подачи и раскатки под каждую конкретную геометрическую форму проката (сортамент) и под каждый конкретный материал проката.
Известна также двухвалковая клеть винтовой прокатки со станиной закрытого типа, описанная в патенте ФРГ №3225447 А1, кл. В 21 В 19/02, заявл. 7.07.82 г., опубл. 27.01.83 г.
Эта двухвалковая вертикальная клеть винтовой прокатки содержит станину закрытого типа, в направляющих которой подвижно смонтированы две кассеты с рабочими валками. Настройка калибра клети осуществляется двумя нажимными механизмами.
Указанная конструкция двухвалковой клети винтовой прокатки обладает ограниченными технологическими возможностями, так как не позволяет регулировать углы подачи и раскатки, и поэтому она не может использоваться на чистовых операциях, где требуется высокая точность прокатываемых изделий.
Из известных двухвалковых клетей винтовой прокатки со станиной закрытого типа наиболее близкой по технической сущности является двухвалковая клеть винтовой прокатки, описанная в патенте RU №2129052, кл. В 21 В 19/04, заявл. 18.03.98 г., опубл. 20.04.99 г.
Эта клеть содержит станину закрытого типа, в проемах между поперечинами которой подвижно смонтированы две кассеты с рабочими валками, на кассетах закреплены траверсы с механизмами их поворота на угол раскатки и расположенные на станине механизмы перемещения рабочих валков для настройки калибра клети и проводки с устройствами для регулировки их положения.
Недостаток известной конструкции клети заключается в ограниченных технологических возможностях. Это объясняется тем, что конструкция клети позволяет плавно регулировать только два из трех главных технологических параметра, а именно: калибр клети (механизмами перемещения валков) и угол раскатки (механизмами поворота траверс). Конструкцией клети не предусмотрено регулирование угла подачи, что значительно снижает технологические возможности использования этой клети в прокатных агрегатах, а именно на чистовых (отделочных) операциях, при получении изделий с высокой чистотой наружной поверхности и точными геометрическими размерами, при широком сортаменте прокатываемых изделий как по форме, размерам, так и при широкой гамме прокатываемых материалов (черных, цветных металлов и их сплавов), где в технологические процессы закладываются широкое поле регулирования калибра клети, угла раскатки и угла подачи рабочих валков.
Задача настоящего изобретения состоит в создании двухвалковой клети винтовой прокатки со станиной закрытого типа, позволяющей расширить технологические возможности путем плавного регулирования в необходимом диапазоне всех основных технологических параметров клети: калибра клети, угла раскатки валков и угла подачи рабочих валков.
Поставленная задача достигается тем, что двухвалковая клеть винтовой прокатки со станиной закрытого типа, содержащая станину закрытого типа, в проемах между поперечинами которой подвижно смонтированы две кассеты с рабочими валками, закрепленные на кассетах траверсы с механизмами их поворота на угол раскатки и расположенные на станине механизмы перемещения рабочих валков, согласно изобретению, снабжена механизмами поворота кассет на угол подачи, закрепленными на одной из поперечин станины, а каждая кассета выполнена с опорной площадкой и жестко закрепленным на ней радиусным сегментом, подвижно контактирующим с цилиндрической расточкой, выполненной на другой поперечине станины.
Такое конструктивное выполнение двухвалковой клети винтовой прокатки со станиной закрытого типа позволит расширить технологические возможности и использовать ее на чистовых операциях для получения готовых изделий с высоким качеством наружной поверхности и высокой точностью геометрических размеров при широком сортаменте изделий как по размерам, так и материалам.
Это достигается за счет плавного регулирования в необходимых диапазонах всех основных технологических параметров: калибра клети, угла раскатки рабочих валков и угла подачи рабочих валков.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображен общий вид двухвалковой клети винтовой прокатки со станиной закрытого типа;
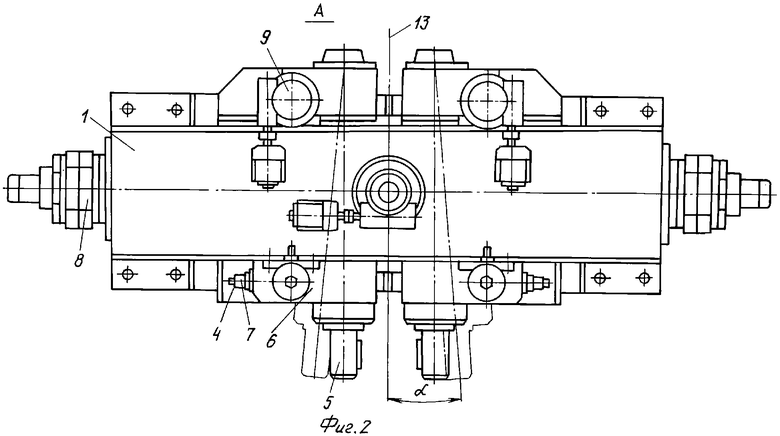
на фиг.2 - то же, вид сверху по стрелке А на фиг.1;
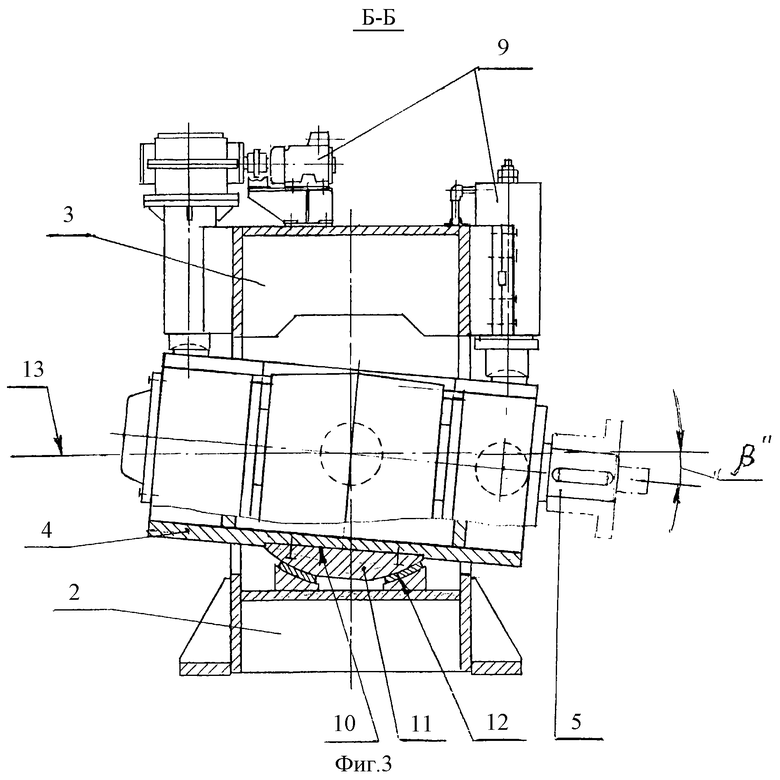
на фиг.3 - то же, в разрезе Б-Б, по фиг.1.
Двухвалковая клеть винтовой прокатки со станиной закрытого типа содержит станину 1 закрытого типа, в проемах между поперечинами 2 и 3 которой подвижно смонтированы две кассеты 4, каждая из которых несет рабочий валок 5. На кассетах 4 закреплены траверсы 6 с механизмами 7 их поворота на угол раскатки α. На станине 1 расположены два механизма 8 перемещения рабочих валков 5. На поперечине 3 станины закреплены механизмы 9 поворота кассет 4 на угол подачи β. Каждая кассета 4 выполнена с опорной площадкой 10 и жестко закрепленным на ней радиусным сегментом 11, подвижно контактирующим с цилиндрической расточкой 12, выполненной на поперечине 2. Угол раскатки α - это угол наклона рабочего валка 5 к оси прокатки 13, измеренный в горизонтальной плоскости, смотри фиг.2. Угол подачи β - это угол наклона рабочего валка 5 к оси прокатки 13, измеренный в вертикальной плоскости, смотри фиг.3.
Перед прокаткой производят настройку технологических параметров клети в соответствии с требованиями технологического процесса. Диаметр калибра клети dк (фиг.1) производят перемещением кассет 4 совместно с рабочими валками 5 с помощью механизмов 8 перемещения валков.
Угол раскатки α настраивается поворотом траверсы 6 вместе с рабочим валком 5 с помощью механизма 7 поворота траверсы, после чего корректируется диаметр калибра dк.
Угол подачи β настраивается с помощью механизмов 9 регулирования угла подачи путем поворота кассет 4 своими радиусными сегментами 11 в цилиндрических расточках 12 поперечины 2 станины 1.
После выполнения указанных операций клеть готова к работе.
Предложенная двухвалковая клеть винтовой прокатки со станиной закрытого типа по сравнению с известными позволит расширить технологические возможности и повысить качество и точность прокатанных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Трехвалковая клеть стана винтовой прокатки | 1980 |
|
SU931245A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2004 |
|
RU2283707C2 |
| Двухвалковая клеть стана винтовой прокатки | 2017 |
|
RU2707206C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ СО СТАНИНОЙ ЗАКРЫТОГО ТИПА | 2006 |
|
RU2357816C2 |
| КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ | 1990 |
|
RU2030227C1 |
| Двухвалковая клеть стана винтовой прокатки | 1986 |
|
SU1319946A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
Изобретение используется в прокатном производстве, а точнее в станах винтовой прокатки при получении труб круглого сорта и коротких тел вращения, например шаров, на чистовых и отделочных операциях. Задача изобретения - расширение технологических возможностей. Двухвалковая клеть винтовой прокатки содержит станину закрытого типа, в проемах между поперечинами которой подвижно смонтированы две кассеты с рабочими валками, закрепленные на кассетах траверсы с механизмами их поворота на угол раскатки и расположенные на станине механизмы перемещения рабочих валков. Согласно изобретению, на одной из поперечин закреплены механизмы поворота кассет на угол подачи, а каждая кассета выполнена с опорной площадкой и жестко закрепленным на ней радиусным сегментом, подвижно контактирующим с цилиндрической расточкой, выполненной на другой поперечине. Изобретение обеспечивает возможность плавного регулирования всех технологических параметров: калибра клети, углов раскатки и подачи рабочих валков, а также позволяет повысить качество и точность прокатываемых изделий при широком сортаменте изделий как по размерам, так и материалам. 3 ил.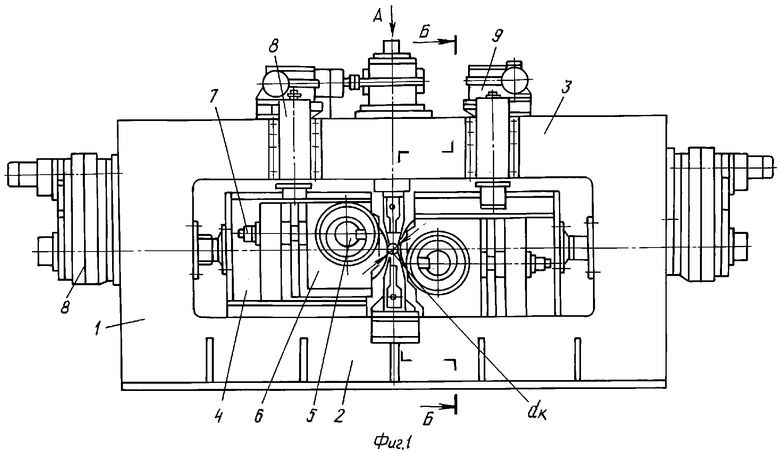
Двухвалковая клеть винтовой прокатки со станиной закрытого типа, содержащая станину закрытого типа, в проемах между поперечинами которой подвижно смонтированы две кассеты с рабочими валками, закрепленные на кассетах траверсы с механизмами их поворота на угол раскатки и расположенные на станине механизмы перемещения рабочих валков, отличающаяся тем, что она снабжена механизмами поворота кассет на угол подачи, закрепленными на одной из поперечин станины, а каждая кассета выполнена с опорной площадкой и жестко закрепленным на ней радиусным сегментом, подвижно контактирующим с цилиндрической расточкой, выполненной на другой поперечине станины.
| РАБОЧАЯ КЛЕТЬ | 1998 |
|
RU2129052C1 |
| Двухвалковая клеть стана винтовой прокатки | 1986 |
|
SU1319946A1 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2002 |
|
RU2227071C2 |
| Длинноходовой гидропневматический механизм | 1987 |
|
SU1446365A1 |

