Изобретение относится к прокатному производству, точнее к устройствам для установки стержня оправки стана холодной прокатки труб.
Известно устройство для перемещения стержня оправки при производстве труб [1] содержащее каретку с оправочным стержнем, привод перемещения каретки и механизм выборки зазоров в винтовой паре. Механизм выборки зазоров состоит из двух гаек подвижной и неподвижной, соединенных между собой блоком шестерен с приводом от гидроцилиндра.
Недостатком известной конструкции устройства является то, что цикл трех включений механизмов разведение контргайки гидроцилиндром, вращение гайки от трансмиссии и выборка зазоров гидроцилиндром занимает значительное время на перемещение каретки со стержнем и фиксацию ее. При прокатке труб переменного сечения на станах холодной прокатки перемещение каретки со стержнем производится за каждый двойной ход клети и только в заднем положении клети, когда калибры раскрыты и не касаются трубы. Время на перемещение каретки со стержнем и фиксацию ее составляет 1/6 часть от времени одного двойного хода клети. Время последовательного срабатывания механизмов перемещения и фиксации каретки в известном устройстве значительно больше, чем 1/6 часть от времени одного двойного хода клети. Вследствие чего фиксация каретки не совпадает по циклу с клетью, гайки разбиваются.
Наиболее близким к предлагаемому является устройство для установки стержня оправки [2]
Это устройство для установки стержня оправки стана холодной прокатки труб содержит каретку, несущую стержень оправки, механизм ее перемещения с винтовой парой и механизм выборки зазоров в винтовой паре. В механизме перемещения каретки применяется электродвигатель, связанный с ней через трансмиссию, а выборка зазоров в винтовой паре производится непосредственно гидроцилиндром.
Недостаток известной конструкции устройства для установки стержня оправки стана холодной прокатки труб заключается в том, что она не может быть приемлема для прокатки труб переменного сечения, т.е. цикл в автоматическом режиме работы расклинивание, поворот винтов и заклинивание также велик как в вышеописанном устройстве.
Другим недостатком известной конструкции устройства является то, что эта конструкция с трансмиссией и приводом поворота винтов от одного двигателя является довольно сложной и трудоемкой в изготовлении.
Целью изобретения является сокращение времени на отработку цикла перемещения каретки со стержнем и надежная фиксация ее за счет выборки зазоров в винтовых парах, снижение трудоемкости изготовления.
Цель достигается тем, что в устройстве для установки стержня оправки стана холодной прокатки труб, содержащем каретку, несущую стержень оправки, механизм ее перемещения с винтовой парой и механизм выборки зазоров в винтовых парах, механизм перемещения каретки со стержнем и механизм выборки зазоров совмещены и выполнены в виде установленных раздельно для каждого винта гидромотора, соединенных с каждым из них через червячную передачу, при этом один из винтов снабжен кинематически связанным с ним датчиком отсчета угла поворота винта.
Такое конструктивное выполнение устройства для установки стержня оправки стана холодной прокатки труб обеспечит сокращение времени на отработку цикла перемещения каретки со стержнем и надежную фиксацию ее.
Это достигается за счет применения раздельного привода вращения винтов от гидромоторов и использования этого привода одновременно для выборки зазоров, кроме того угол поворота винтов, соответствующий заданному перемещению стержня, фиксируется датчиком отсчета угла поворота этого винта, что позволяет получить новую сокращенную циклограмму перемещения каретки со стержнем и надежную фиксацию ее.
На фиг.1 изображено устройство для установки стержня оправки стана холодной прокатки труб; на фиг.2 разрез А-А на фиг.1.
Устройство для установки стержня оправки стана холодной прокатки труб содержит каретку 1, несущую патрон 2 со стержнем 3 и оправкой 4, установленную в направляющих 5 станины 6, и механизм перемещения ее, совмещенный с механизмом выборки зазоров в винтовой паре, выполненный в виде установленных раздельно для каждого винта 7 и 8 гидромоторов 9 и 10. Винты 7 и 8 гидромоторов связаны соответственно червячной передачей 11 и 12 с гидромоторами 9 и 10 и гайками 13 и 14 с кареткой 1. Один из винтов 7 снабжен кинематически связанным с ним датчиком 15 отсчета угла поворота этого винта, а именно: на винте 7 установлена звездочка 16, связанная цепью 17 со звездочкой 18, установленной на датчике 15. Патрон 2 зафиксирован в каретке 1 клиновым затвором 19.
Устройство работает следующим образом.
При прокатке труб переменного сечения на станах холодной прокатки труб в заднем положении клети производится перемещение оправки на заданную величину, определяемую конусностью внутренней поверхности трубы. По автоматическому сигналу включаются гидромоторы 9 и 10 и вращают винты 7 и 8. Через цепную передачу (цепь 17) фиксируется заданный угол поворота винтов, соответствующий заданному перемещению оправки, датчиком 15. Винты 7, 8 ввинчиваются в гайки 13 и 14, установленные неподвижно в каретке 1, и перемещают ее вперед с оправкой. При перемещении на заданную величину дается сигнал на отключение одного гидромотора, например гидромотора 10, а другой гидромотор 9, работая в упорной характеристике, продолжает перемещать каретку 1 до упора с выборкой всех зазоров в парах винт-гайка. Далее при подходе клети стана в следующее заднее положение включается первый гидромотор, каретка 1 со стержнем 3 повторяет заданное перемещение от усилия двух гидромоторов 9 и 10.
Предложенное устройство для установки стержня оправки стана холодной прокатки труб по сравнению с известными позволяет сократить до минимума цикл перемещения каретки стержня с надежной фиксацией в соединении винт-гайка.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2008 |
|
RU2376087C1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2207202C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2008 |
|
RU2376086C1 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1995 |
|
RU2103081C1 |
| УПОРНО-РЕГУЛИРОВОЧНЫЙ МЕХАНИЗМ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2172220C2 |
| СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2039617C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ТЕЛ ВРАЩЕНИЯ | 1999 |
|
RU2165816C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2154539C1 |
| ОПРАВКА ДЛЯ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ | 2006 |
|
RU2333053C1 |
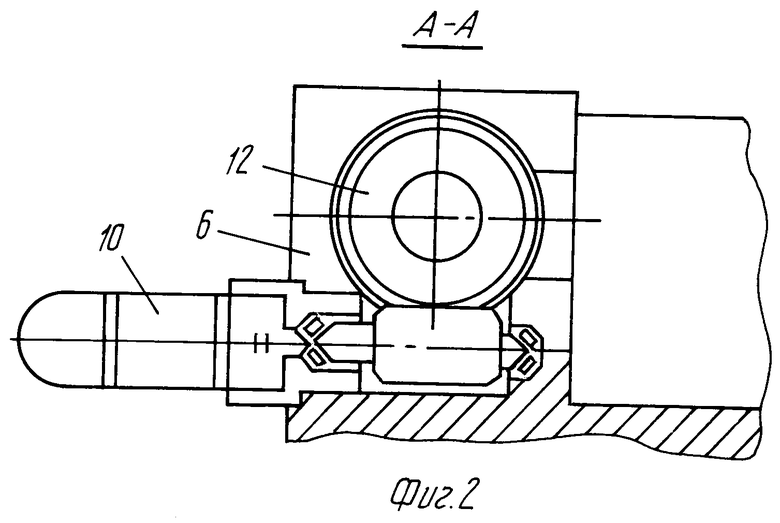
Изобретение относится к прокатному производству, точнее к устройствам для установки стержня оправки стана ХПТ. Устройство для установки стержня оправки стана ХПТ содержит каретку 1, несущую патрон 2 со стержнем 3 и оправкой 4, установленную в направляющих 5 станины 6, и механизм ее перемещения, совмещенный с механизмом выборки зазоров, выполненные в виде установленных раздельно для каждого винта 7 (8) гидромоторов 9 и 10. Винты 7 и 8 связаны соответственно червяками 11 и 12 с гидромоторами 9 и 10. При этом один из винтов, например винт 7, снабжен кинематически связанным с ним датчиком 15 отсчета угла поворота винта. 2 ил.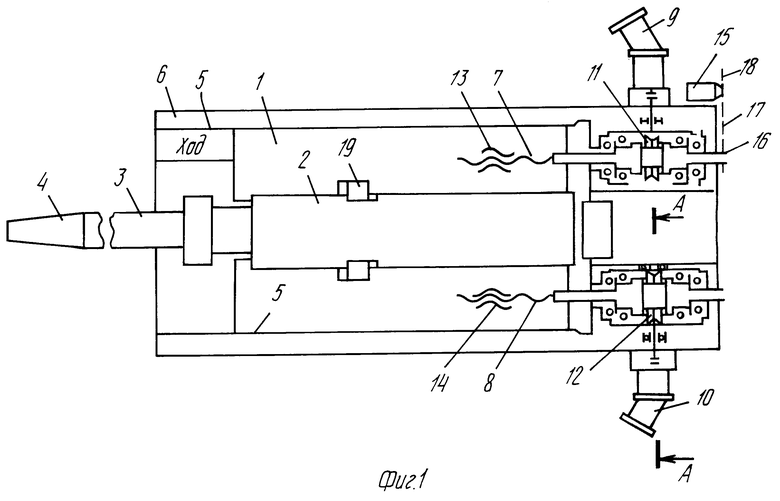
УСТРОЙСТВО ДЛЯ УСТАНОВКИ СТЕРЖНЯ ОПРАВКИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ, содержащее каретку, смонтированный в ней патрон со стержнем оправки, механизм перемещения каретки в виде винтовой пары и привода вращения винтов, механизм выборки зазоров в винтовых парах, отличающееся тем, что привод вращения винтов и механизм выборки зазоров выполнены совмещенными в виде установленных для каждого винта гидромотора и червячной передачи, а также датчика отсчета угла поворота винта, кинематически связанного с одним из винтов.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| МЕХАНИЗМ УСТАНОВКИ СТЕРЖНЯ СТАНА ХОЛОДНОЙ | 0 |
|
SU190309A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
