Изобретение относится к конструкциям оснастки по технологии машиностроения, предназначенных для применения при отделочной обработке внутренних поверхностей.
Известно устройство для полирования поверхностей, включающее корпус со шпинделем, несущим абразивный круг, причем оно снабжено оправкой с перпендикулярными оси шпинделя направляющими для перемещения корпуса, выполненного подпружиненным относительно оправки и снабженного подпружиненным стержнем, установленным параллельно направляющим с возможностью постоянного контакта со шпинделем, при этом оправка снабжена ограничителями хода корпуса [1].
Недостатком этого устройства является низкая производительность и качество из-за недостаточной скорости круга, узкие технологические возможности, а именно для обработки вращающихся деталей, и невозможность обрабатывать некруглые отверстия, при этом сложность конструкции удорожает процесс полирования. Кроме того, конструкция инструмента и способ обработки не позволяют подавать смазочно-охлаждающие технологические средства (СОТС) непосредственно в зону контакта абразива с заготовкой, что влечет повышение теплонапряженности процесса и появление микротрещин, ведущих к браку.
Известно устройство для полирования поверхностей, которое включает оправку, несущую абразивный круг, причем оправка снабжена втулкой, являющейся внутренним кольцом роликового радиального игольчатого подшипника, у которой оси наружной и внутренней поверхностей выполнены под углом α и пересекаются в центре симметрии, косыми шайбами, у которых торцы выполнены под углом α друг к другу, абразивным кругом, который выполнен на гибкой (резиновой, каучуковой, вулканитовой и т.п.) основе и, который установлен на наружном кольце подшипника под углом α к плоскости, перпендикулярной оси вращения, при этом угол α определяется по формуле
α<arcsin(Вк/Dк), град,
где Вк и Dк - соответственно высота и наружный диаметр абразивного круга, мм [2].
Устройство также снабжено усеченным под углом α к плоскости перпендикулярной оси вращения круговым кольцом, закрепленным на торце круга соосно оси оправки и двуплечим рычагом, шарнирно в кронштейне установленном на оправке, одним плечом контактирующим с внутренней поверхностью кольца, другое плечо снабжено винтом, ввернутым в оправку, и амортизационной пружиной. Кроме того, оправка устанавливается на расстоянии Н от обрабатываемой поверхности и вращается с частотой No, определяемые соответственно по формулам:
Н=0,5[(Dк 2-Вк 2)1/2]-Вкtgα, мм,
No≥Nд [2πDк/Lmax], мин-1,
где Nд - частота вращения детали, мин-1;
Lmax - максимальная дуга контакта круга и детали, мм.
Недостатком этого устройства является сложность конструкции, что удорожает процесс полирования и снижает надежность в работе, а также сложность регулирования угла наклона круга (требующая замены втулки, косых шайб и механизма торможения), необходимое при оптимизации процесса обработки в производственных условиях при изменении обрабатываемого материала, химико-термической операции, режущего инструмента, технических условий, режимов резания. Недостаточная универсальность не позволяет обрабатывать некруглые отверстия. Кроме того, конструкция инструмента и способ обработки не позволяют подавать смазочно-охлаждающие технологические средства (СОТС) непосредственно в зону контакта абразива с заготовкой, что влечет повышение теплонапряженности процесса и появление микротрещин, ведущих к браку.
Задачей изобретения является повышение производительности и качества обработки, упрощение и удешевление конструкции инструмента, расширение технологических возможностей, позволяющие обрабатывать некруглые отверстия и возможность подавать смазочно-охлаждающие технологические средства (СОТС) непосредственно в зону контакта абразива с заготовкой, с целью снижения теплонапряженности процесса и увеличения режимов резания.
Поставленная задача решается с помощью предлагаемого устройства для алмазно-абразивной обработки отверстий, содержащее оправку, несущую алмазно-абразивный круг, причем оправка имеет осевое центральное отверстие, соединенное с радиальными отверстиями, для подвода смазочно-охлаждающего технологического средства (СОТС) через поры круга, и снабжена распорной втулкой, определяющей высоту круга и имеющей радиальные отверстия, совпадающие с радиальными отверстиями оправки, шайбами, расположенные по торцам круга, а круг выполнен из тканевой пористой оболочки на упругой пористой основе, при этом в качестве алмазно-абразивного режущего слоя использована двусторонняя алмазно-абразивная шкурка, закрепленная на оболочке.
При этом алмазно-абразивная шкурка взята разной зернистостью с каждой стороны и в виде отдельных лепестков, которые закреплены на оболочке с образованием прерывистого режущего слоя, причем каждый лепесток закреплен на оболочке только с одного торца, параллельным оси.
Кроме того, наружный диаметр круга взят больше диаметра обрабатываемого отверстия и введение круга в отверстие заготовки осуществляется с помощью разъемного конического кольца, состоящего из двух кольцевых секторов.
При этом устройство работает в двух режимах, в режиме черновой алмазно-абразивной обработки лепестками, обращенными крупнозернистой стороной к обрабатываемой поверхности при вращении круга в одном направлении и в режиме чистовой обработки при реверсе и вращении круга в обратном направлении, причем в последнем случае лепестки переворачиваются за счет сил трения мелкозернистой стороной к обрабатываемой поверхности.
Кроме того, незакрепленная часть лепестка, с целью лучшего прохождения СОТС и переворачивания лепестков при переходе с одного режима на другой, разрезана на несколько частей в поперечном направлении.
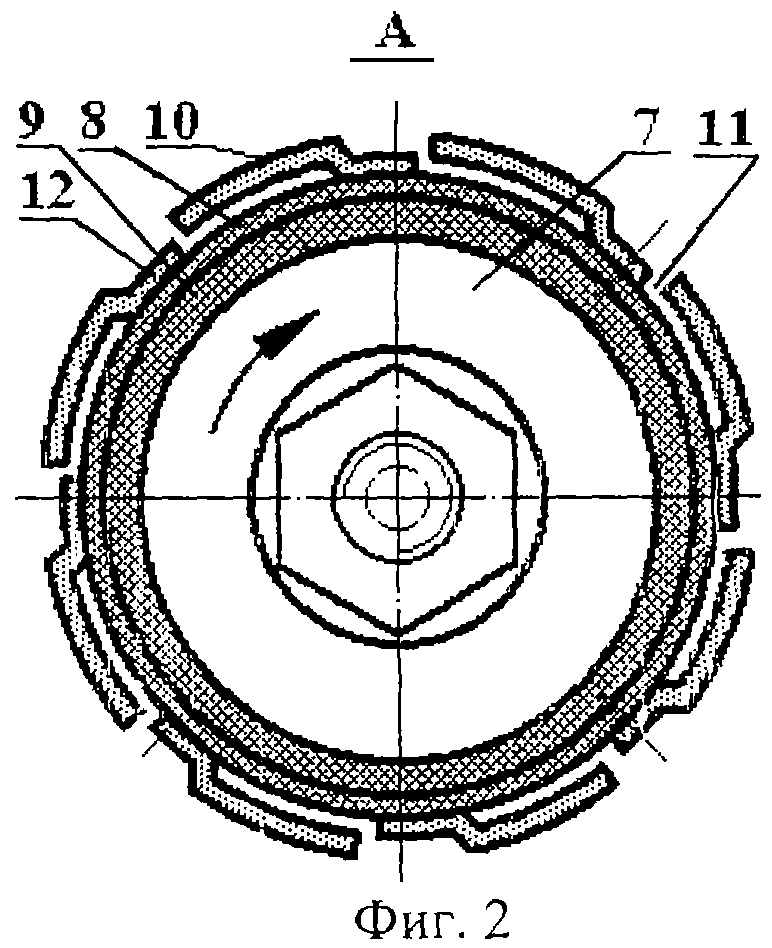
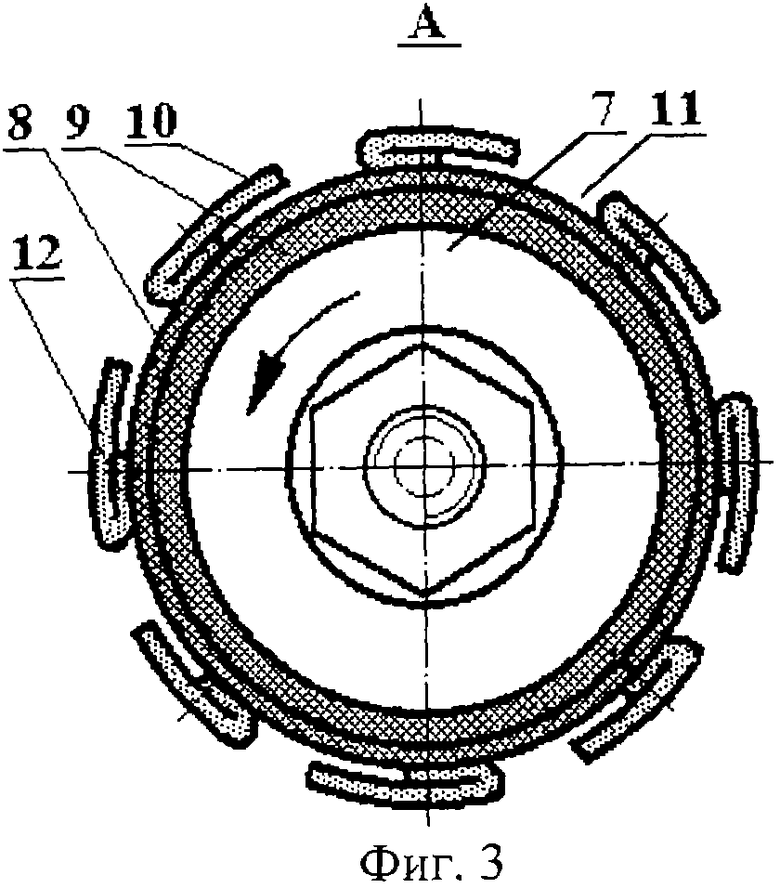
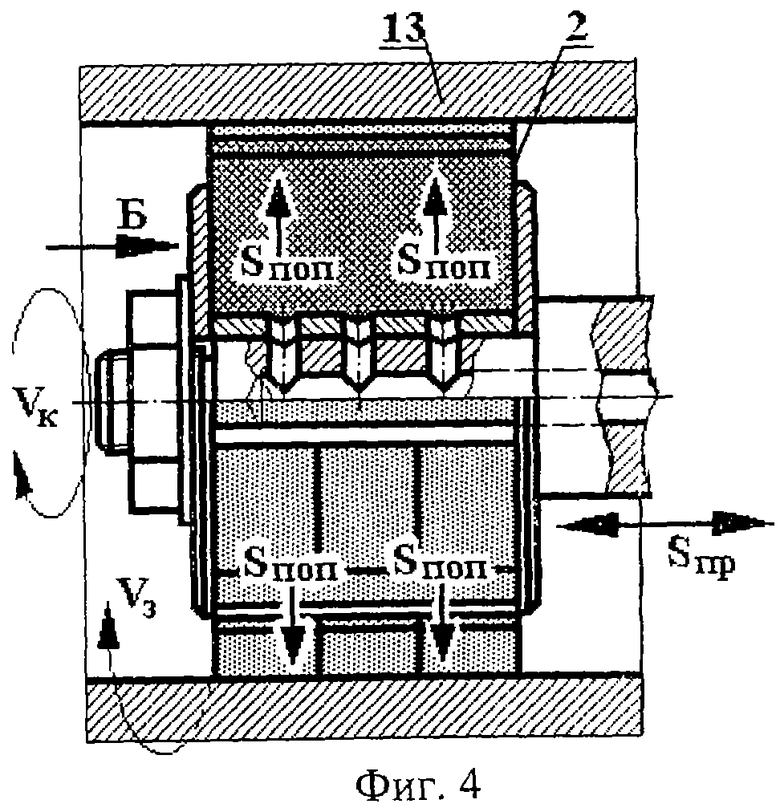
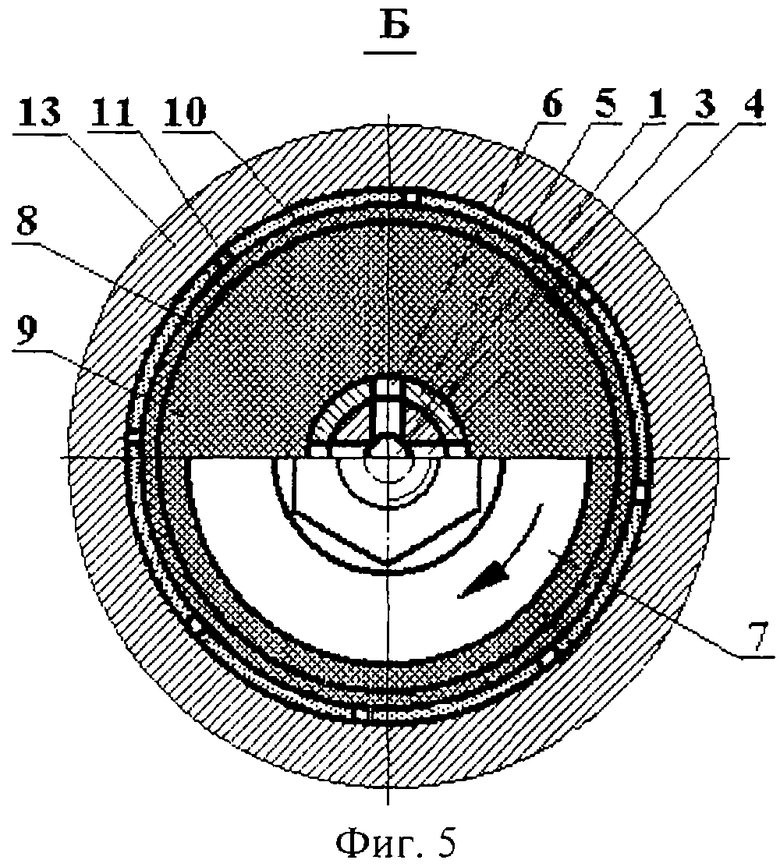
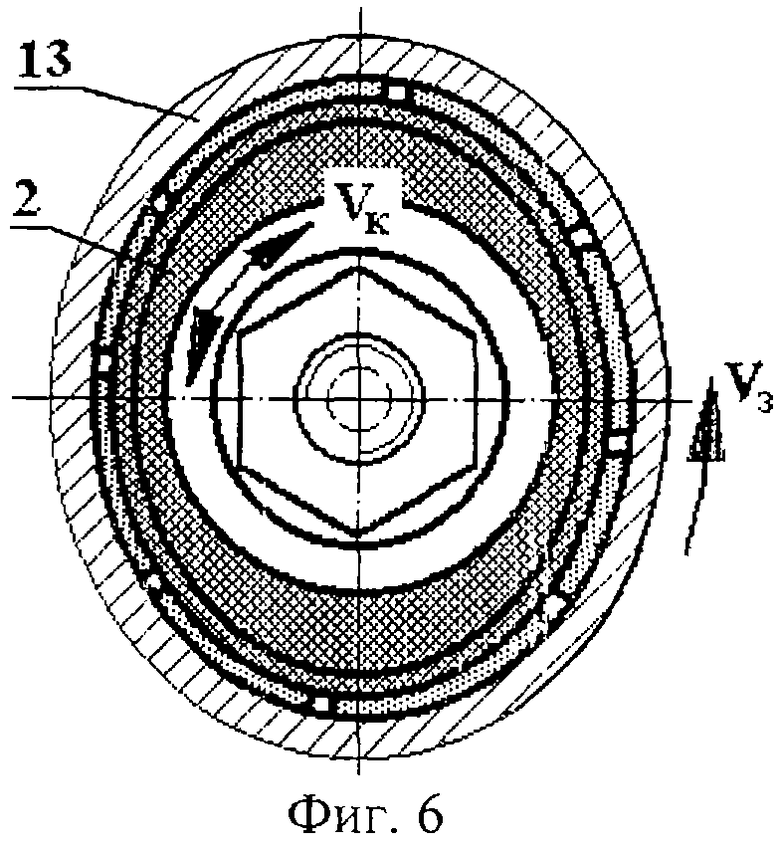
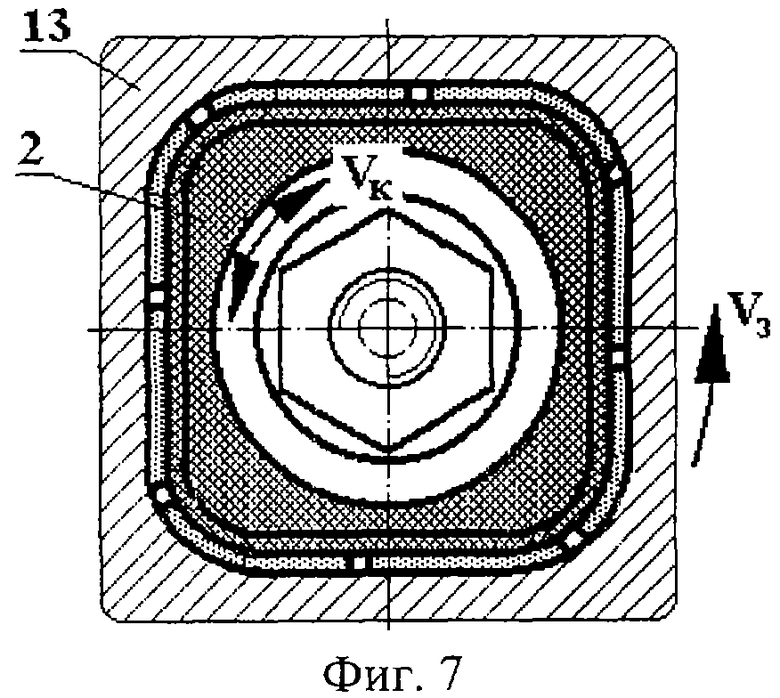
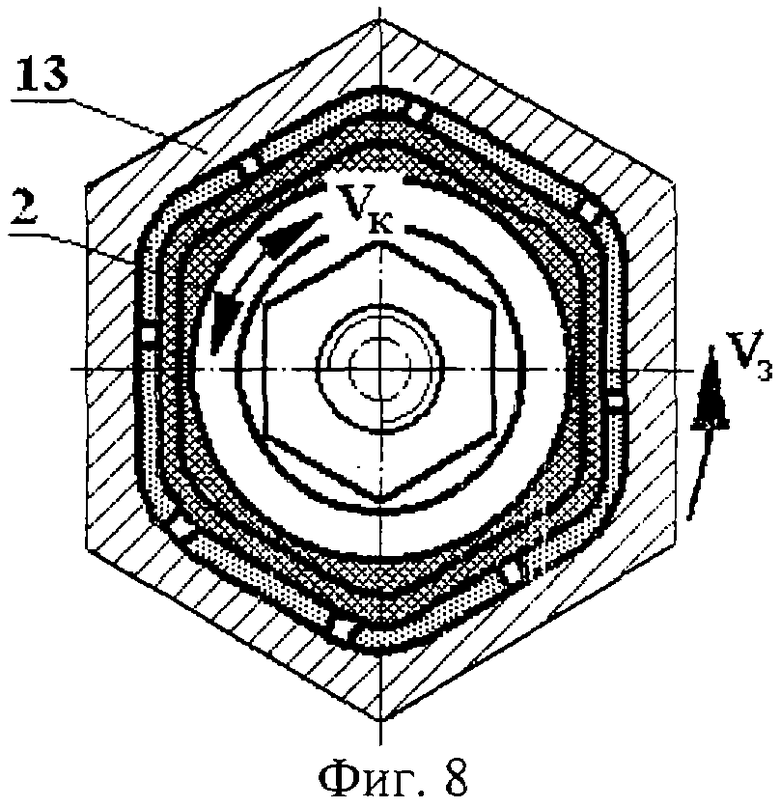
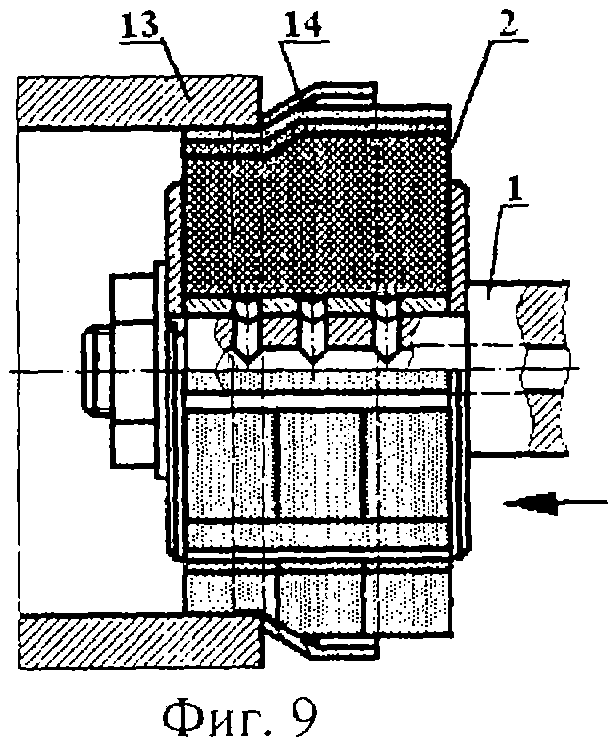
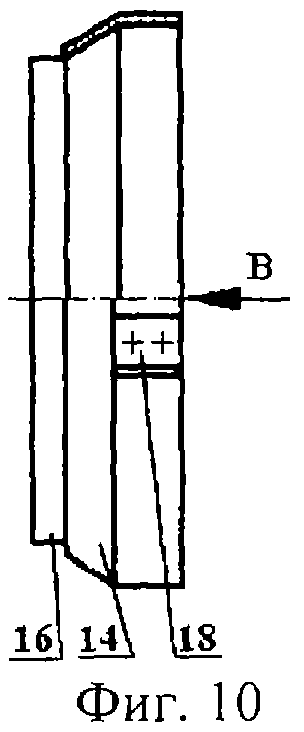
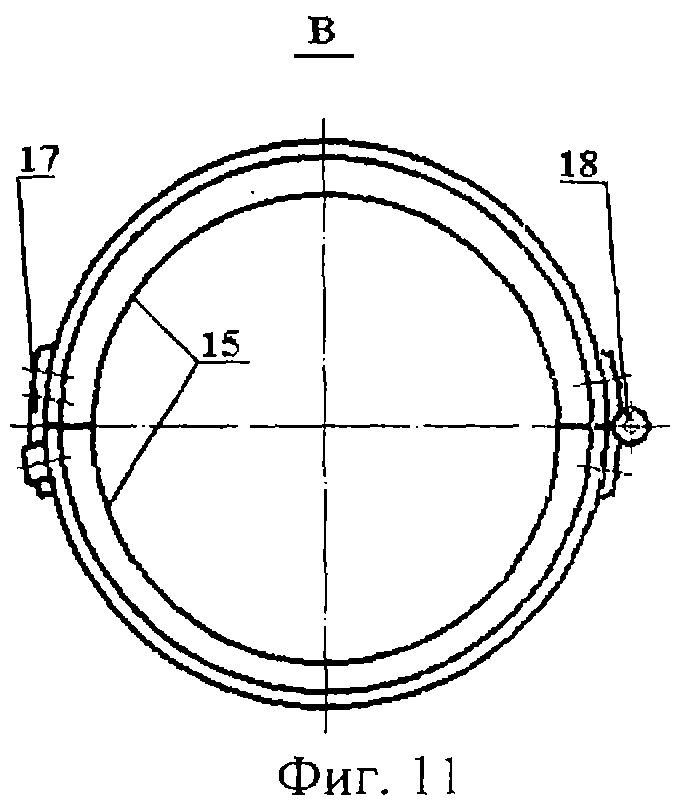
На фиг.1 изображено предлагаемое устройство, общий вид и частичный продольный разрез; на фиг.2 - вид по А на фиг.1, круг настроен для черновой обработки; на фиг.3 - вид по А на фиг.1, круг настроен для чистовой обработки; на фиг.4 - схема обработки круглого отверстия предлагаемым устройством, продольный разрез; на фиг.5 - вид по Б на фиг.4, частичный поперечный разрез; на фиг.6 - схема обработки эллипсного отверстия; на фиг.7 - схема обработки четырехгранного отверстия; на фиг.8 - схема обработки шестигранного отверстия; на фиг.9 - схема введения круга в отверстие обрабатываемой заготовки; на фиг.10 - разъемное коническое кольцо для введения круга в отверстие заготовки; на фиг.11 - вид по В на фиг.10.
Предлагаемое устройство служит для отделочной алмазно-абразивной обработки круглых и некруглых отверстий. Оно содержит оправку 1, на которой установлен алмазно-абразивный круг 2. Оправка 1 имеет осевое центральное отверстие 3, соединенное с радиальными отверстиями 4, которые служат для подвода смазочно-охлаждающего технологического средства (СОТС) через поры круга непосредственно в зону резания.
Круг 2 снабжен распорной втулкой 5, определяющей его высоту и имеющей радиальные отверстия 6, совпадающие с радиальными отверстиями 4 оправки 1. Для поддержания формы круга 2 в виде прямого цилиндра он снабжен шайбами 7, расположенными по торцам круга.
Периферийная поверхность круга 2 выполнена в виде тканевой пористой оболочки 8, которая расположена на упругой пористой основе 9 (например, резиновая губка, поролон и т.п.). Пористая основа 9 изначально взята большего диаметра, чем диаметр оболочки 8, с целью обеспечения упругости при сборке.
В качестве алмазно-абразивного режущего слоя использована двусторонняя алмазно-абразивная шкурка, которая взята разной зернистости с каждой стороны, и закреплена на оболочке 8 в виде отдельных лепестков 10 с образованием прерывистого режущего слоя, т.е. на периферийной режущей поверхности круга имеются впадины 11, не заполненные абразивом и позволяющие свободному выходу СОТС на поверхность круга.
Каждый лепесток 10 закреплен (например, приклеен) на оболочке 8 только с одного торца 12, параллельном оси круга.
В отличии от традиционной абразивной обработки в предлагаемом устройстве наружный диаметр круга 2 взят больше диаметра обрабатываемого отверстия заготовки 13 с целью создания упругости и обеспечения радиальной поперечной подачи Sпоп, при этом введение круга 2 в отверстие заготовки 13 осуществляется с помощью направляющего разъемного конического кольца 14, состоящего из двух кольцевых секторов 15 (см. фиг.9-11).
Перед обработкой кольцо 14 заходной частью 16 вводится в отверстие заготовки, а после введения круга в отверстие снимается путем открытия замка 17 благодаря шарниру 18, подвижно соединяющему кольцевые сектора 15.
Предлагаемое устройство работает в двух режимах:
- в режиме черновой алмазно-абразивной обработки лепестками, обращенными крупнозернистой стороной к обрабатываемой поверхности при вращении круга в одном направлении;
- в режиме чистовой обработки при реверсе и вращении круга в обратном направлении, в этом случае лепестки переворачиваются за счет сил трения мелкозернистой стороной к обрабатываемой поверхности.
С целью лучшего прохождения СОТС и переворачивания лепестков при переходе с одного режима на другой незакрепленная часть лепестка 10 разрезана на несколько частей 101 в поперечном направлении.
Сборка и работа предлагаемого устройства осуществляется следующим образом.
На оправку 1 насаживается шайба 7 и одевается втулка 5 так, чтобы совместились радиальные отверстия 6 и 4. Затем на втулку напрессовывается пористая упругая основа 9, причем контактирующие поверхности шайбы, втулки и основы 9 предварительно смазываются клеем. Ставится вторая шайба 7, на торец которой также нанесен клей, и производится зажим круга гайкой.
На предварительно радиально сжатую упругую основу 9 одевается оболочка 8 в сборе с алмазно-абразивными лепестками, на внутренней поверхности которой нанесен клей. После высыхания клея и схватывания клеевых соединений круг готов к работе. При износе алмазно-абразивных лепестков оболочку 8 в сборе принудительно заменяют на новую. Алмазная шкурка отличается большой стойкостью, одним комплектом оболочки с алмазными лепестками, установленной на круге ⊘ 50 мм и высотой 30 мм, можно обработать 30...50 тыс. отверстий [3].
Ввод круга в обрабатываемое отверстие проиводится при неподвижном состоянии заготовки и устройства с помощью направляющего конического кольца 14, которое заходной частью 16 вводится в отверстие заготовки, а после введения круга в отверстие снимается.
Далее включается вращение заготовки Vз, вращение круга Vк и продольная подача Sпр для обработки отверстия по всей длине. Радиальное врезание Sпоп алмазно-абразивных зерен обеспечивается за счет упругости круга.
Обработка отверстия предлагаемым устройством состоит из двух переходов. Первый переход - черновая обработка производится при вращении круга в одном направлении, когда лепестки обращены крупнозернистой стороной к обрабатываемой поверхности. Переключение на второй переход - чистовую обработку производится сменой направления вращения круга, при этом лепестки за счет сил трения переворачиваются, как страницы книги, мелкозернистой стороной к обрабатываемой поверхности.
Устройство позволяет использовать один из самых эффективных способов подачи СОТС и подавать ее под напором через центральное отверстие оправки и поры круга непосредственно в зону контакта абразива с заготовкой, снижая теплонапряженность процесса, что позволяет увеличивать режимы резания. Легкому проникновению СОТС в зону контакта также способствуют: пористая тканевая оболочка, прерывистая периферийная алмазно-абразивная поверхность круга и поперечные надрезы лепестков, разделяющие их на части 101.
При обработке круглых отверстий ось вращения круга совмещается с осью обрабатываемого отверстия заготовки (см. фиг.4-5). Однако, обладая свойством упругости и возможностью изменять свою наружную конфигурацию ось круга может быть смещена относительно оси заготовки и появляется возможность обрабатывать не круглые отверстия (см. фиг.6-8).
Пример. Обрабатывалось сквозное отверстие фланца ⊘ 50 H7(+0,025) мм и длиной 40 мм на внутришлифовальном станке мод. 3К228В. Материал заготовки - сталь 45, закаленная, твердость HRC 45. Способ крепления заготовки - в патроне. Технологическая система: станок-приспособление - инструмент - заготовка достаточно жесткая. Параметр шероховатости обработанной поверхности Ra 0,32 мкм. Круг изготовлен ⊘ 64 мм высотой 30 мм на поролоновой основе, лепестки из шкурки зернистостью с одной стороны 14А12, с другой - 14А4. Припуск - 0,05 мм, частота вращения круга - 13 000 мин-1 (Vк=34 м/с), частота вращения заготовки - 191 мин-1 (Vк=0,5 м/с), продольная подача - Sпр=0,05 м/с. Охлаждающая жидкость - 5%-ный водный раствор эмульсола в воде. Лепестки шкурки пропитывались составом, содержащим 40% парафина, 55% пластической смазки ПВК и 5% графита с целью лучшего переворачивания лепестков при переходе с одного режима на другой и снижению температуры.
Для получения необходимой точности и шероховатости потребовалось в два раза меньше времени, чем при традиционной обработке.
Устройство повышает производительность и качества обработки, упрощает и удешевляет конструкцию инструмента, расширяет технологические возможности и позволяет обрабатывать не круглые отверстия.
Источники информации
1. А.с. СССР 622647, МКИ В 24 В 5/02. Устройство для полирования поверхностей. Б.М.Никифоров и Р.П.Чаузов. Заявка №2150282/25-08, заявл. 01.07.75, опуб. 05.09.78. Бюл. №33 - прототип.
2. Патент РФ №2202461, МКИ 7 В 24 В 29/00, 45/00. Устройство для полирования поверхностей. Степанов Ю.С., Афанасьев Б.И., Бородин В.В., Фомин Д.С. Заявка 2001123492/02, заявл. 21.08.2001, опубл. 20.04.2003 г. Бюл. № 11.
3. Справочник технолога-машиностроителя. В 2-х т. Т.1/Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. С.443.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 2004 |
|
RU2260507C1 |
| УСТРОЙСТВО ДЛЯ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2263017C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ШЛИФОХОНИНГОВАНИЯ ОТВЕРСТИЙ | 2004 |
|
RU2266804C1 |
| УПРУГИЙ ПОЛИРОВАЛЬНЫЙ КРУГ ИЗ АЛМАЗНО-АБРАЗИВНОЙ ШКУРКИ | 2004 |
|
RU2261167C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2261163C1 |
| АБРАЗИВНО-АЛМАЗНЫЙ ИНСТРУМЕНТ | 2004 |
|
RU2261793C1 |
| СПОСОБ АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2004 |
|
RU2261788C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1995 |
|
RU2093339C1 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 2000 |
|
RU2181655C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ЛОКАЛЬНЫМ КОНТАКТОМ | 2005 |
|
RU2284892C1 |
Изобретение относится к области машиностроения и может быть использовано при отделочной обработке внутренних поверхностей вращения. Устройство содержит оправку, несущую алмазно-абразивный круг. В оправке выполнено осевое центральное отверстие, соединенное с радиальными отверстиями, для подвода смазочно-охлаждающего технологического средства через поры круга. На оправке установлена распорная втулка, определяющая высоту круга и имеющая радиальные отверстия, совпадающие с радиальными отверстиями оправки. Шайбы расположены по торцам круга, выполненного из тканевой пористой оболочки на упругой пористой основе. В качестве алмазно-абразивного режущего слоя использована двусторонняя алмазно-абразивная шкурка, закрепленная на оболочке. Такая конструкция повышает производительность и качество обработки, расширяет технологические возможности за счет обеспечения обработки некруглых отверстий. 4 з.п. ф-лы, 11 ил.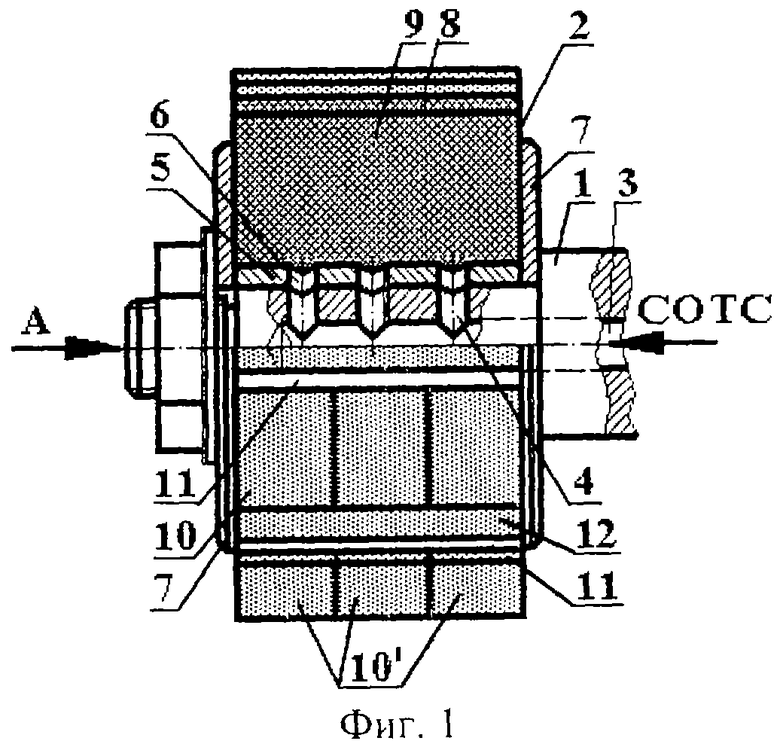
| Устройство для полирования поверхностей | 1975 |
|
SU622647A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНОЙ ГОЛОВКИ | 1992 |
|
RU2068771C1 |
| Зачистная лепестковая головка | 1978 |
|
SU712240A1 |
| ХУДОБИН Л.В | |||
| и др | |||
| Техника применения смазочно-охлаждающих средств в металлообработке | |||
| - М.: Машиностроение, 1977, с.143-145 | |||
| ЩЕГОЛЕВ В.А | |||
| и др | |||
| Эластичные абразивные и алмазные инструменты | |||
| - Л.: Машиностроение, 1977, с.63-67 | |||
| US 4177611 А, 11.12.1979. | |||

