Изобретение относится к керамическому материаловедению, в частности к процессам изготовления керамических фильтрующих элементов, предназначенных для фильтрации пульп и стоков гальванических производств.
Известен способ получения керамического фильтрующего элемента, включающий подготовку пластичной массы, содержащей компоненты, формирующие химический состав материала пористого носителя, и технологическую связку, формование составных частей пористого носителя, их сушку и спекание, сборку, нанесение суспензии для образования мембранного слоя, сушку и термообработку (DE 3641057 C2, кл. С 04 В 38/00, С 04 В 38/08, B 01 D 46/10, 1998).
Недостаток известного способа заключается в том, что при шликерном литье в гипсовые формы толщина и скорость набора мембранного слоя определяется общей пористостью, ее распределением и величиной пор гипсовой формы и в случае получения пустотелых изделий практически не может быть проконтролирована. Это приводит к разнотолщинности мембранного слоя и изменению гидравлического сопротивления в локальных областях изделия. К идентичному эффекту приводит операция заполнения внутреннего объема элементами пористого носителя, в результате которой происходит неконтролируемая укладка элементов пористого носителя с различной поверхностью соприкосновения с мембранным слоем. В результате обжига в этих областях происходит спекание материала пористого носителя и мембранного слоя, что конструктивно приводит к увеличению размеров фильтрующего слоя и гидравлического сопротивления в несколько раз. В этой ситуации мембранный слой имеет значительный разброс проницаемости и физико-механических свойств в объеме фильтрующего элемента, что снижает качество изделия в целом.
По технической сущности наиболее близким к предлагаемому является способ получения керамического фильтрующего элемента, включающий подготовку пластичной массы, содержащей электрокорунд и глиносодержащий компонент, формирующие химический состав материала пористого носителя, и технологическую связку, формование составных частей пористого носителя, их сушку и спекание, нанесение суспензии для образования мембранного слоя и термообработку (Патент SU 1661167 А1, кл. С 04 В 38/00, 03.10.88 г.).
Однако известный способ получения фильтрующего элемента во многих случаях не позволяет получить однородность пористой структуры слоя. Мембранный слой подвержен образованию сетчатых дефектов за счет усадки при сушке и спекании, в зависимости от концентрации жидкости в суспензии и совместимости усадок пористого носителя и мембранного слоя. Это приводит к снижению производительности устройства.
Техническим результатом является разработка способа получения керамических фильтрующих элементов, обеспечивающего исключение неоднородностей в объеме фильтрующего элемента, снижение гидравлического сопротивления фильтрующего слоя и, как следствие, повышение производительности керамического фильтрующего элемента.
Достигается это тем, что в способе получения керамического фильтрующего элемента, включающем подготовку пластичной массы, содержащей электрокорунд и глиносодержащий компонент, формирующие химический состав материала пористого носителя, и технологическую связку, формование составных частей пористого носителя, их сушку и спекание, нанесение суспензии для образования мембранного слоя и термообработку, согласно изобретению на этапе подготовки пластичной массы в нее вводят электрокорунд М40, бентонит и в качестве технологической связки сульфатно-спиртовую бражку-ССБ при содержании компонентов, мас.%:
Электрокорунд М40 - 65-78
Бентонит - 10-30
ССБ - 5-12
при формовании прессуют две составные части пористого носителя с зеркальным отображением и спекают их при температуре плавления бентонита, перед сборкой полученные составные части обрабатывают по посадочным плоскостям, наносят на посадочные плоскости клеящие компоненты, а при образовании мембранного слоя используют суспензию, содержащую в качестве наполнителя электрокорунд М3 или М5 и алюмохромфосфатное связующее, сушку производят при комнатной температуре и термообрабатывают при температуре, обеспечивающей завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителя и пористого носителя.
Сущность заявляемого технического решения заключается в том, что выполнение предлагаемого способа согласно вышеописанной последовательности операций позволяет получить керамический фильтрующий элемент с заданной пористостью, прочностью и с повышенными фильтрационными возможностями.
Сравнение предложенного способа с прототипом позволяет утверждать о соответствии критерию "новизна", а отсутствие отличительных признаков в аналогах говорит о соответствии критерию "изобретательский уровень".
Предварительные испытания подтверждают возможность широкого промышленного применения.
На фиг. 1, 2 представлена конструкция фильтрующего элемента, полученного заявленным способом.
Способ получения керамического фильтрующего элемента включает подготовку пластичной массы, содержащей компоненты, формирующие химический состав материала пористого носителя, и технологическую связку, формование составных частей пористого носителя, их сушку, спекание и сборку.
Далее производят нанесение суспензии для образования мембранного слоя, сушку и термообработку.
Особенностью изобретения является то, что на этапе подготовки пластичной массы в нее вводят электрокорунд М40, бентонит и в качестве технологической связки сульфатно-спиртовую бражку - ССБ при содержании компонентов, мас.%:
Электрокорунд М40 - 65-78
Бентонит - 10-30
ССБ - 5-12
При формовании прессуют две составные части пористого носителя с зеркальным отображением, которые спекают при температуре плавления бентонита.
Перед сборкой полученные составные части обрабатывают по посадочным плоскостям, наносят на посадочные плоскости клеящие компоненты, а при образовании мембранного слоя используют суспензию, содержащую в качестве наполнителя электрокорунд М3 или М5 и алюмохромфосфатное связующее.
Сушку производят при комнатной температуре и термообрабатывают при температуре, обеспечивающей завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителя и пористого носителя.
Температура, обеспечивающая завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителя и пористого носителя, находится в диапазоне 300±50oС. При этом происходит образование необходимых химических связей, повышение адгезии и, как следствие, увеличение прочности на сдвиг между мембраной и пористым носителем.
Пример осуществления способа.
1. Для изготовления изделий были использованы исходные материалы:
1.1. Электрокорунд М3, М5, М40.
1.2. Бентонит.
1.3. Сульфатно-спиртовая бражка (ССБ).
1.4. Алюмохромфосфатное связующее (АХФС).
2. Электрокорунд М40, бентонит и ССБ при процентном содержании компонентов 70:23:7 соответственно помещали в смеситель и смесь гомогенизировали в течение 30 мин. Полученную пластическую массу коагулировали путем просева через сито 1 мм.
3. Расчетное количество формовочной массы помещали в разъемную пресс-форму и производили прессование при удельном давлении 50 кг/см2. В результате перемещения пуансона на фиксированную величину получали заготовки пористого носителя заданного размера и конфигурации.
4. Заготовки выдерживали при комнатной температуре в течение 24 ч и помещали в сушилку. Температура сушки поддерживалась в пределах 75±5oС, а изотермическая выдержка составляла 12 ч.
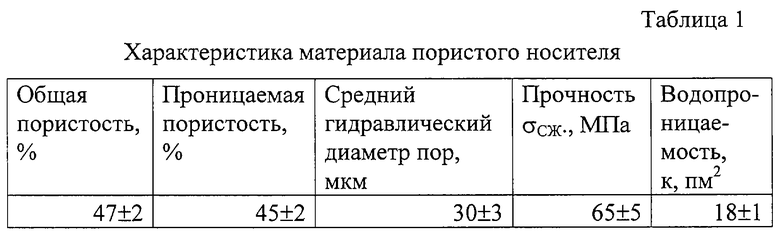
5. Высушенные заготовки с остаточной влажностью 0,1-0,2% помещали на карборундовые пластины и проводили обжиг, т.е. спекание, при температуре 1250±50oС с изотермической выдержкой в течение 2 ч. Заготовки после отжига подвергали визуальному контролю на наличие деформаций, сколов и трещин. Кондиционные экспериментальные образцы исследовали на плотность, пористость, величину водопроницаемости, прочность по стандартным методикам. В табл. 1 приведены характеристики материала образцов, полученные как среднеарифметические из 10 замеров - фрагментов, вырезанных из целиковых заготовок пористых носителей. Данные табл. 1 показывают, что предлагаемый способ позволяет получать стабильную структуру материалов пористого носителя с минимальными доверительными интервалами по физико-механическим характеристикам, что гарантирует исключение неоднородностей в материале и по объему пористого носителя, что и обеспечивает качество получаемых изделий.
6. Спеченные заготовки (фиг.1) (посадочные плоскости - 1, отверстия 2 для крепления, канал 3 для вывода фильтрата) обрабатывали по посадочным плоскостям 1 на плоскошлифовальном станке, с использованием алмазных кругов на медной связке, марки АС12 400/312 с крупностью частиц М2-01-150.
7. В качестве клеящего материала, наносимого на посадочные плоскости, использовали дисперсионную смесь, состоящую из порошка электрокорунда М5 и алюмохромфосфатного связующего, при соотношении 50:50. Внутреннюю часть пористого керамического носителя покрывали картонным трафаретом с таким условием, чтобы открытыми оставались посадочные поверхности. Краскопультом наносили клеящую смесь и производили наложение второго керамического носителя с зеркальным отражением посадочных плоскостей. Сборку выдерживали при комнатной температуре и на открытые рабочие поверхности наносили материал мембранного слоя.
8. Для нанесения мембранного слоя использовали дисперсную систему, содержащую 65% электрокорунда М3 и 35% АХФС. После тщательной гомогенизации в смесителе в течение 40-50 мин дисперсную систему наносили методом распыления на рабочей поверхности пористого керамического носителя. Экспериментально установлено, что выдержка на воздухе 20-24 ч дает возможность получить надежное адгезионное сцепление с прочностью на сдвиг ~3-4 МПа, которое гарантирует транспортировку заготовки без нарушения ее целостности на операцию обжига.
9. В результате предварительных исследований выявлена зависимость изменения адгезионной прочности на сдвиг мембранного слоя от поверхности пористого керамического носителя в зависимости от температуры термообработки. На основании полученных зависимостей термообработку проводили в интервале температур 300±50oС.
В результате выдержки при температуре 300oС в течение 10-15 ч была зафиксирована мембрана на пористом, керамическом носителе с прочностью на сдвиг 13±2 МПа. С повышением температуры сдвиговые напряжения монотонно уменьшаются. На фиг. 2 представлен разрез полученного фильтрующего элемента, где 4 - мембранный слой, 5 - фильтрующий центральный элемент, 6 - пористый носитель, 7 - пустотелый внутренний объем для сбора фильтрата.
10. Полученные пористые керамические фильтрующие элементы после термообработки подвергали визуальному контролю и испытаниям по стандартным методикам. Визуальный контроль не выявил искажений в геометрической форме, при увеличении в 40 раз на поверхности мембраны не обнаружены дефекты в виде отслоений, трещин или вздутий. Отсутствуют расслоения и между двумя составными частями пористого носителя, шов едва просматривается.
11. Данные табл. 2 показывают, что предлагаемый способ позволяет получать конкурентоспособные фильтрующие элементы, а прочностные характеристики и пропускная способность элементов позволяют увеличить рабочее давление фильтрации и производительность фильтрующих установок в целом.
Введение в пластичную массу электрокорунда М40 позволяет сформировать материал пористого носителя с заданной пористостью и средним размером пор.
Бентонит введен как керамическая связка, обеспечивающая получение необходимых физико-механических характеристик, а доверительный интервал его содержания объясняется тем, что при введении 10% получается непрочный материал, а свыше 30% резко снижается общая пористость.
Интервал содержания ССБ, вводимого для склеивания частиц порошковых компонентов при последующем прессовании, обеспечивает необходимую транспортную прочность заготовок пористого носителя, ниже 5% материал крошится, выше 12% - заготовка очень пластична и деформируется под действием изгибающих нагрузок от собственного веса.
Перемещение пластичной массы в пресс-форму необходимо для получения навески заданного количества и ее равномерного распределения в объеме пресс-формы.
Прессование заготовок с зеркальным отображением предусматривает получение составных деталей с фиксирующими элементами, необходимыми для сборки изделия с внутренней полостью.
Обжиг при температуре плавления бентонита обеспечивает формирование конфигурации с заданными технологическими допусками и физико-механическими характеристиками материала пористого керамического носителя.
Обработка по посадочным плоскостям необходима для снятия технологических посадочных пар.
Операция нанесения клеящих компонентов на посадочные плоскости обеспечивает соблюдение регламента по количеству и равномерному распределению склеивающего материала.
Сборка обеспечивает центровку двух сборочных элементов и получение формы и величины внутреннего объема фильтрующего элемента.
Напыление суспензии обеспечивает равномерное распределение материала и заданную толщину мембранного слоя.
Содержание электрокорунда М3 или М5, регулируемого содержания, позволяет получить пористые структуры с контролируемым средним радиусом пор, величиной пористости, ее распределением.
Алюмохромфосфатное связующее, например AlCrPO5, введено с позиций представлений о его клеящей способности, явлениях адгезии, что оно хорошо смачивает электрокорунд, обеспечивает сближение взаимодействующих фаз на расстояние, при котором возникают молекулярные силы, а при затвердевании практически отсутствует усадка, что исключает деформационные усилия, приводящие к дефектам или разрушению мембранного слоя.
Выдержка при комнатной температуре связана с условиями затвердевания, происходящими в дисперсных системах с использованием неорганических клеев и обеспечения адгезионной связи мембранного слоя с материалом пористого носителя.
Процесс термообработки при температурах получения максимальных прочностных связей мембранного слоя с пористым носителем обеспечивает завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителя и пористого носителя, что приводит к образованию химических связей, повышению адгезии, и, как следствие, к увеличению прочности на сдвиг между мембраной и пористым носителем.
Таким образом, в заявляемом способе достигается поставленный технический результат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПУСТОТЕЛОГО, КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2002 |
|
RU2208001C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2006 |
|
RU2325367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2008 |
|
RU2371421C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА | 2008 |
|
RU2370473C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2004 |
|
RU2274622C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2008 |
|
RU2379256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕЙ ПЕНОКЕРАМИКИ | 2006 |
|
RU2304568C1 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ ПОРИСТОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 2000 |
|
RU2182568C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2009 |
|
RU2386605C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2003 |
|
RU2239614C1 |


Изобретение относится к керамическому материаловедению, в частности к процессам изготовления керамических фильтрующих элементов, предназначенных для фильтрации пульп и стоков гальванических производств. Технический результат изобретения: исключение неоднородностей в объеме фильтрующего элемента, снижение гидравлического сопротивления фильтрующего слоя и, как следствие, повышение производительности фильтрующих установок. На этапе подготовки пластической массы в нее вводят электрокорунд М40, бентонит и сульфатно-спиртовую бражку при содержании компонентов, мас.%: А12О3 65-78, бентонит 10-30, ССБ 5-12. Пластичную массу помещают в пресс-форму заданной конфигурации и размеров, прессуют две составные части пористого носителя с зеркальным отображением, сушат, обжигают при температурах плавления бентонита 1250±50oС. Полученные составные части обрабатывают по посадочным плоскостям, наносят на посадочные плоскости клеющие компоненты, производят сборку. На открытые поверхности пустотелого, пористого носителя напыляют суспензию, содержащую электрокорунд М3 или М5 и алюмохромфосфатное связующее, выдерживают при комнатной температуре и термообрабатывают при температуре, обеспечивающей завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителя и пористого носителя. 2 ил., 2 табл.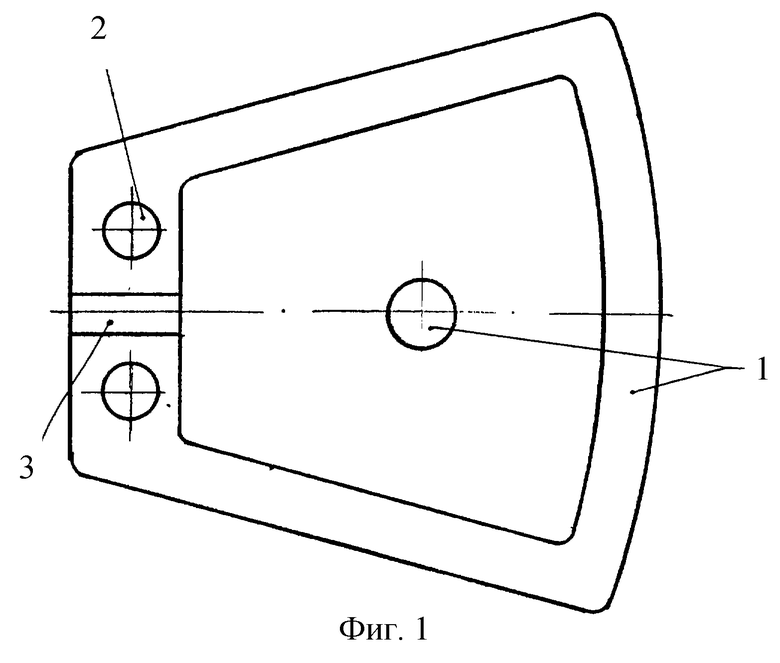
Способ получения керамического фильтрующего элемента, включающий подготовку пластичной массы, содержащей электрокорунд и глиносодержащий компонент, формирующие химический состав материала пористого носителя, и технологическую связку, формование составных частей пористого носителя, их сушку и спекание, нанесение суспензии для образования мембранного слоя и термообработку, отличающийся тем, что на этапе подготовки пластичной массы в нее вводят электрокорунд М40, бентонит и в качестве технологической связки сульфатно-спиртовую бражку - ССБ при содержании компонентов, мас. %:
Электрокорунд М40 - 65-78
Бентонит - 10-30
ССБ - 5-12
при формовании прессуют две составные части пористого носителя с зеркальным отображением и спекают их при температуре плавления бентонита, перед сборкой полученные составные части обрабатывают по посадочным плоскостям, наносят на посадочные плоскости клеющие компоненты, а при образовании мембранного слоя используют суспензию, содержащую в качестве наполнителя электрокорунд М3 или М5 и алюмохромфосфатное связующее, сушку производят при комнатной температуре и термообрабатывают при температуре, обеспечивающей завершение процессов взаимодействия алюмохромфосфатного связующего с материалом наполнителя и пористого носителя.
| Способ изготовления керамических фильтрующих элементов | 1988 |
|
SU1661167A1 |
| Способ изготовления керамических фильтрующих элементов | 1989 |
|
SU1731762A1 |
| Шихта для изготовления пористой керамики | 1981 |
|
SU1036704A1 |
| DE 3641057 A, 16.06.1988 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| US 5232598 A, 03.08.1993. | |||

