Изобретение относится к металлургии, конкретнее к непрерывной разливке стальных заготовок и горячей прокатке из них сортовых профилей.
Известен способ производства стальных профилей из заготовок квадратного сечения, включающий нагрев стальных слитков, их прокатку на блюминге и непрерывно-заготовочном стане с температурой конца прокатки не ниже 800oС. В дальнейшем заготовки используют для прокатки сортовых профилей [1].
Недостаток известного способа состоит в том, что при прокатке заготовки из слитка не достигается высокое качество сортовых профилей при высоком расходном коэффициенте стали, превышающем 1,23.
Известен также способ производства сортового проката, включающий нагрев блюма прямоугольного сечения 310х420 мм из стали марки 35ГС до температуры 1250oС, многопроходную горячую прокатку раската в квадратную заготовку сечением 100х100 мм с кантовкой раската на 45o в промежуточном проходе. Катаные заготовки используют для последующей прокатки сортовых профилей [2].
Недостатки указанного способа состоят в том, что осевая зона заготовки поражена литейной рыхлостью и имеет значительную ликвацию легирующих элементов, углерода и примесей. Это ухудшает качество сортовых профилей, приводит к снижению выхода годного.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ производства сортовых профилей, по которому сталь подвергают непрерывной разливке в заготовки прямоугольного сечения (блюмы). Непрерывно литые заготовки нагревают и осуществляют их горячую прокатку до заданных размеров квадратного поперечного сечения, которые затем прокатывают в сортовой прокат [3] - прототип.
Недостатки известного способа состоят в том, что при непрерывной разливке стали в заготовки прямоугольного сечения, в осевой зоне заготовок формируется рыхлость, несплошности, ликвационная неоднородность химического состава (углерода, легирующих и примесных элементов). Дефекты в осевой зоне сохраняются после горячей прокатки непрерывно литой заготовки и сортового проката. Это ухудшает качество сортового проката и ведет к снижению выхода годного.
Техническая задача, решаемая изобретением, состоит в повышении качества и увеличении выхода годного.
Для решения поставленной технической задачи в известном способе производства сортового проката, включающем непрерывную разливку стали в заготовки прямоугольного сечения, горячую прокатку заготовок и последующую их прокатку в сортовой прокат, согласно предложению при непрерывной разливке отливают заготовку сдвоенного поперечного сечения с соединительной перемычкой, ширина которой составляет 3-9% от ширины сдвоенной заготовки, после чего сдвоенную заготовку разделяют удалением перемычки, осуществляют нагрев заготовок до температуры 1200-1300oС, прокатку с суммарной вытяжкой не менее 5 и с температурой конца прокатки 1000-1110oС.
Сущность изобретения поясняется изображенной на чертеже схемой стадий технологического производства заготовок.
В процессе непрерывной разливки получают сдвоенную литую заготовку шириной В (стадия а), состоящую из заготовок 1 и 2 прямоугольного поперечного сечения, соединенных перемычкой 3, имеющей ширину l. При кристаллизации сдвоенной заготовки осевая рыхлость и ликвационная зона (сегрегации) вытесняются в среднюю часть перемычки 3 и лишь частично поражают внутренние стороны литых заготовок 1 и 2, обращенные к перемычке 3.
После затвердевания сдвоенную литую заготовку с помощью газокислородной резки делят вдоль на три части (стадия b). Перемычку 3, пораженную осевой рыхлостью и сегрегациями, направляют в скрап. Литые заготовки 1 и 2 прокатывают в температурном интервале от 1200-1300oС до 1000-1110oС с вытяжкой не менее 5 (стадия с). Полученные катаные заготовки 4 перекатывают в сортовой прокат заданного профилеразмера: круг 5, уголок 6, швеллер 7 (стадия d). Благодаря указанному деформационно-термическому режиму обработки, происходит полная проработка литой структуры стали, заваривание литейной пористости и несплошностей. Вышедшие на поверхность заготовки и сортового проката остатки осевой литейной рыхлости и сегрегации переходят в окалину и удаляются в процессе прокатки. Результатом этого является повышение качества и увеличение выхода годных сортовых профилей.
Экспериментально установлено, что при ширине l перемычки 3 менее 3% от ширины В сдвоенной литой заготовки, осевая рыхлость и сегрегации распространяются за пределы перемычки 3 внутрь заготовок 1 и 2. Это ухудшает качество сортовых профилей и снижает их выход годного. Увеличение длины l перемычки 3 более 9% от ширины В сдвоенной литой заготовки не приводит к дальнейшему улучшению качества сортовых профилей, но увеличивает количество стали, направляемой в скрап, и снижает выход годного.
При температуре нагрева литых заготовок под прокатку выше 1300oС возрастают энергозатраты и окалинообразование, ухудшается структурное состояние стали из-за окисленности границ зерен. Снижение температуры нагрева менее 1200oС ухудшает пластичность стали, равномерность деформирования литой структуры, завариваемость литейных пор и несплошностей.
Горячая прокатка с суммарной вытяжкой менее 5 не позволяет полностью разрушить литую структуру стали, устранить пористость и ликвацию.
При температуре конца прокатки выше 1110oС ухудшается структурное состояние катаной заготовки и сортовых профилей, возрастает окалинообразование. Снижение температуры конца прокатки ниже 1000oС сопровождается ростом сопротивления металла деформации, расходом электроэнергии на прокатку, повышенным износом прокатных валков, образованием поверхностных трещин.
Пример реализации способа
На машине непрерывного литья заготовки производят разливку стали марки 30ХГСА, кристаллизатор которой имеет несплошную поперечную перегородку, в заготовку сдвоенного поперечного сечения с соединительной перемычкой (стадия а). Каждая из сдвоенных заготовок 1 и 2 имеет поперечное сечение 250х500 мм. Полная ширина сдвоенной заготовки В составляет 1070 мм, перемычка 3 имеет ширину l=70 мм. Таким образом, ширина соединительной перемычки 3 составляет 6,54% от полной ширины В сдвоенной заготовки: .
.
Отлитую сдвоенную заготовку разделяют удалением перемычки 3 с помощью газокислородной резки (стадия b). Перемычку 3 отправляют в скрап.
Разделенные литые заготовки 1 и 2 укладывают в нагревательную печь и нагревают до температуры Та=1250oС. Нагретые литые заготовки 1 и 2 последовательно задают в непрерывно-заготовочный стан НЗС 850/730/530 и осуществляют их горячую прокатку (стадия с) в катаные заготовки квадратного сечения 100х100 мм с суммарной вытяжкой λ, составляющей:
В процессе прокатки катаные заготовки охлаждают до температуры конца прокатки Tкп= 1055oC. Катаные заготовки затем прокатывают на сортопрокатном стане 350 в круг 5 диаметром 50 мм, уголок 6 или швеллер 7 (стадия d).
Благодаря отливке заготовки сдвоенного поперечного сечения, удаления перемычки, пораженной рыхлостью и сегрегациями, горячей прокатке заготовок по оптимальным деформационно-температурным режимам, достигается улучшение качества и повышение выхода годного сортовых профилей: выход сортового проката без внутренних дефектов составляет 99,9% при расходном коэффициенте стали 1,09.
Варианты реализации предложенного способа и показатели их эффективности приведены в таблице.
Из таблицы следует, что при реализации предложенного способа (варианты 2-4) достигается повышение качества сортового проката и увеличение выхода годного.
При запредельных значениях заявленных параметров (варианты 1 и 5) и при реализации способа-прототипа (вариант 6) имеет увеличение количества сортовых профилей с внутренними дефектами, расходный коэффициент стали возрастает.
Технико-экономические преимущества предложенного изобретения состоят в том, что отливка заготовки сдвоенного поперечного сечения с последующим удалением перемычки, ширина которой составляет 3-9% от ширины сдвоенной заготовки, пораженной дефектами в виде осевой рыхлости и ликвации, и последующая горячая прокатка литых заготовок с вытяжкой не менее 5 в температурном интервале от 1200-1300oС до 1000-1110oС вначале в катаную заготовку, а затем в сортовой прокат, позволяют уменьшить количество дефектного металла в заготовках, полностью проработать литую структуру стали, снизить влияние остаточной рыхлости и сегрегации на гранях заготовок, обращенных к перемычке. За счет этого увеличивается количество катаных бездефектных сортовых профилей при одновременном увеличении выхода годного.
В качестве базового объекта при определении эффективности предложенного решения принят способ-прототип. Использование предложенного способа повысит рентабельность производства сортовых профилей на 5-7%.
Литературные источники
1. Авт. свид. СССР 1676688, МПК В 21 В 1/00, 1991.
2. Патент 2122906, Российская Федерация, МПК В 21 В 1/00, 1998.
3. П.И. Полухин и др. Технология процессов обработки металлов давлением. М.: Металлургия, 1988, с.61-63, 77 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 2005 |
|
RU2291205C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВЫХ ПРОФИЛЕЙ | 2003 |
|
RU2243834C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛЫХ ПРУТКОВ ИЗ ПОДШИПНИКОВОЙ СТАЛИ | 2006 |
|
RU2341340C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2008 |
|
RU2397041C2 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО ПРОФИЛЬНОГО ПРОКАТА ДЛЯ ТЕЛ КАЧЕНИЯ ПОДШИПНИКОВ | 2006 |
|
RU2320733C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ СВАРИВАЕМЫХ АРМАТУРНЫХ ПРОФИЛЕЙ | 2008 |
|
RU2381283C1 |
| СПОСОБ ПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ ИЗ НЕРЖАВЕЮЩИХ СТАЛЕЙ И ПРЕЦИЗИОННЫХ И ЖАРОПРОЧНЫХ СПЛАВОВ | 1996 |
|
RU2100109C1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНОЙ ЗАГОТОВКИ | 2006 |
|
RU2308327C2 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
| СПОСОБ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ КАТАНКИ ИЗ ПРУЖИННЫХ СТАЛЕЙ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 1996 |
|
RU2092257C1 |

Изобретение относится к металлургии, конкретнее к непрерывной разливке стальных заготовок и горячей прокатке из них сортовых профилей. Техническая задача, решаемая изобретением, состоит в повышении качества и увеличении выхода годного сортового проката. Способ включает непрерывную разливку стали в заготовки прямоугольного сечения и последующую их горячую прокатку в заготовки и сортовой прокат. При непрерывной разливке отливают заготовку сдвоенного поперечного сечения с соединительной перемычкой, ширина которой составляет 3-9% от ширины сдвоенной заготовки, после чего сдвоенную заготовку разделяют удалением перемычки, осуществляют нагрев заготовок до 1200-1300oС и прокатку с суммарной вытяжкой не менее 5 и температурой конца прокатки 1000-1110oС. Изобретение обеспечивает полную проработку литой структуры стали, снижение влияния остаточной рыхлости и сегрегаций на гранях заготовок, обращенных к перемычке. 1 табл., 1 ил.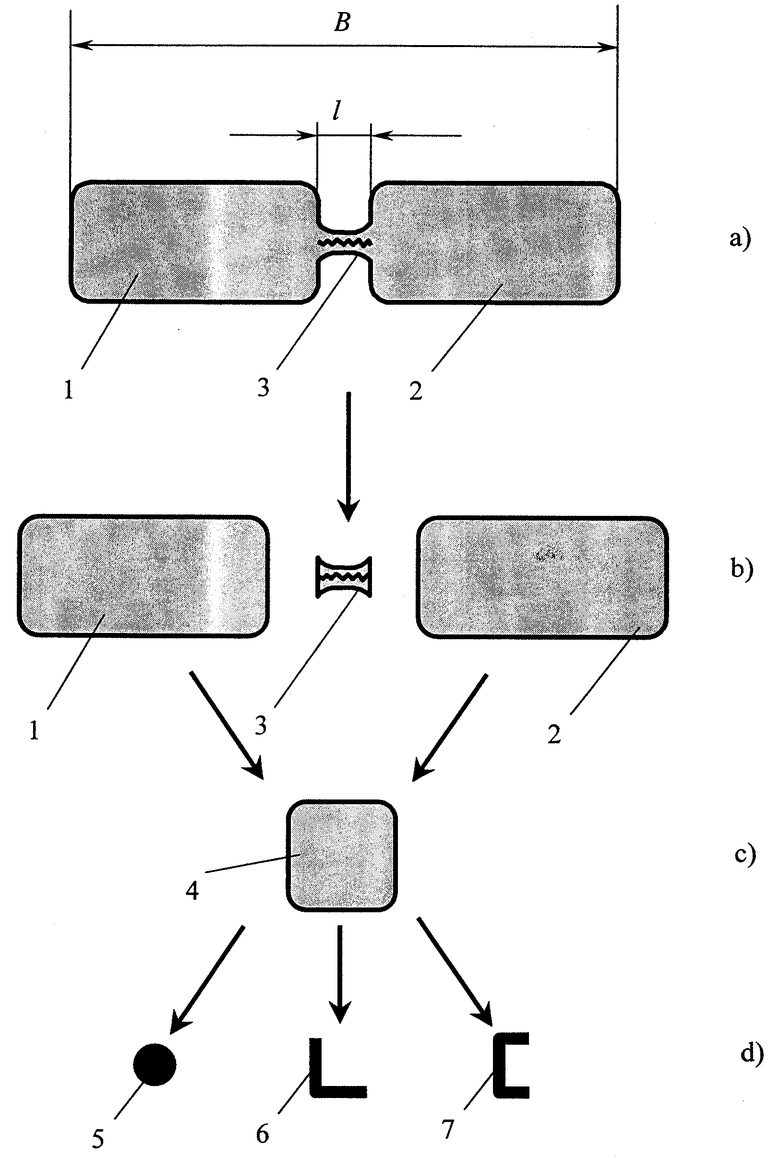
Способ производства сортового проката, включающий непрерывную разливку стали в заготовки прямоугольного сечения и последующую их горячую прокатку в заготовки и сортовой прокат, отличающийся тем, что при непрерывной разливке отливают заготовку сдвоенного поперечного сечения с соединительной перемычкой, ширина которой составляет 3-9% от ширины сдвоенной заготовки, после чего сдвоенную заготовку разделяют удалением перемычки, осуществляют нагрев заготовок до 1200-1300oС и прокатку с суммарной вытяжкой не менее 5 и температурой конца прокатки 1000-1110oС.
| ПОЛУХИН П.И | |||
| и др | |||
| Технология процессов обработки металлов давлением | |||
| - М.: Металлургия, 1988, с.61-63 и 77 | |||
| Способ прокатки заготовок в обжимно-заготовочном комплексе | 1988 |
|
SU1676688A1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРТОВОГО ПРОКАТА | 1996 |
|
RU2094166C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРТОВОГО ПРОКАТА | 1996 |
|
RU2094168C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРТОВЫХ ЗАГОТОВОК НА ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1997 |
|
RU2111080C1 |
| БЫТОВОЙ ПРИБОР С ПРЕДОХРАНИТЕЛЬНЫМ УСТРОЙСТВОМ | 2005 |
|
RU2374973C2 |

