Изобретение относится к чистовой обработке поверхностей и может быть использовано при обработке внутренних цилиндрических поверхностей широкого диапазона диаметров.
Известен хонинговальный инструмент, содержащий корпус, в осевом отверстии которого расположен разжимной элемент, рабочая поверхность которого посредством промежуточных элементов взаимодействует с брускодержателями, и средство подачи смазочно-охлаждающей жидкости к обрабатывающей поверхности (патент RU 2128573, МПК6 В 24 В 33/08)
Технологические возможности такого инструмента ограничены обработкой внутренних цилиндрических поверхностей, диаметры которых близки и отличаются только на величину радиального перемещения брускодержателей и брусков, обеспечиваемую разжимным элементом (практически эта величина составляет ~ 15мм на диаметр).
Известна также унифицированная хонинговальная головка, содержащая корпус, в осевом отверстии которого расположен разжимной элемент, рабочая поверхность которого посредством промежуточных элементов (конусных планок) взаимодействует с брускодержателями, расположенными в сменном корпусе, имеющем втулку, установленную на основном корпусе (авт. св. SU 1511086, МПК4 В 24 В 33/08).
Такая головка позволяет производить смену рабочей части, что несколько расширяет ее технологические возможности за счет обработки внутренних цилиндрических поверхностей с более широким диапазоном диаметров.
Однако качество обработанных поверхностей недостаточно, что объясняется недостаточным поступлением смазочно-охлаждающей жидкости к обработываемой поверхности и, следовательно, неэффективным удалением шлама из зоны обработки особенно при хонинговании глубоких отверстий на горизонтальных хонинговальных станках, а также износом абразивных брусков в процессе обработки.
Задачей изобретения является обеспечение возможности высококачественной обработки внутренних цилиндрических поверхностей с более широким диапазоном диаметров за счет подачи смазочно-охлаждающей жидкости непосредственно в зону обработки при хонинговании поверхностей широкого диапазона диаметров.
Поставленная задача решается усовершенствованием хонинговального инструмента, содержащего корпус, в осевом отверстии которого расположен разжимной элемент, рабочая поверхность которого посредством промежуточных элементов взаимодействует с брускодержателями, расположенными в сменном корпусе, имеющем втулку, установленную на основном корпусе.
Это усовершенствование состоит в том, что хонинговальный инструмент снабжен узлом подачи смазочно-охлаждающей жидкости к обрабатывающей поверхности, выполненном в виде установленной на корпусе инструмента сменной емкости, полость которой имеет узел соединения с системой подачи смазочно-охлаждающей жидкости, при этом на торце емкости, обращенном к брускодержателям, выполнены выходные сопла, а диаметральные размеры емкости не превышают диаметр обрабатываемой поверхности.
Кроме того, в основном и сменном корпусах выполнены совмещенные радиальные отверстия, а промежуточные элементы выполнены в виде толкателей, установленных в этих отверстиях.
Кроме того, на боковой поверхности емкости установлены направляющие, диаметральные размеры которых не превышают диаметр обрабатываемой поверхности.
Снабжение хонинговального инструмента узлом подачи смазочно-охлаждающей жидкости к обрабатываемой поверхности, выполненном в виде установленной на корпусе инструмента сменной емкости, полость которой имеет узел соединения с системой подачи смазочно-охлаждающей жидкости, и выполнение при этом на торце емкости, обращенном к брускодержателям, выходных сопел, обеспечивает возможность производительной высококачественной обработки внутренних цилиндрических поверхностей с более широким диапазоном диаметров за счет эффективного удаления шлама из зоны обработки, уменьшения износа хонинговальных брусков в процессе обработки и улучшения отвода тепла из зоны обработки.
Выполнение диаметральных размеров емкости, не превышающими диаметр обрабатываемой поверхности, обеспечивает возможность прохождения хонинговального инструмента внутри обрабатываемого отверстия.
Выполнение в основном и сменном корпусах совмещенных радиальных отверстий и выполнение промежуточных элементов в виде толкателей, установленных в этих отверстиях, позволяет в широком диапазоне изменять диаметр обрабатываемых внутренних цилиндрических поверхностей. При этом промежуточные элементы имеют простую конструкцию и легко заменяются при смене корпуса.
Установка на боковой поверхности емкости направляющих, диаметральные размеры которых не превышают диаметр обрабатываемой поверхности, позволяет обеспечить направление хонинговального инструмента при заведении его в обрабатываемое отверстие при установке соответствующей сменной емкости без дополнительных узлов для установки направляющих.
Снабжение инструмента сменным блоком, установленным на основном корпусе со стороны, противоположной расположению емкости, имеющего направляющие, диаметральные размеры которых не превышают диаметр обрабатываемой поверхности, и сквозные осевые отверстия, позволяет обеспечить направление хонинговального инструмента при заведении его в обрабатываемое отверстие и возможность отвода смазочно-охлаждающей жидкости с продуктами обработки через осевые отверстия.
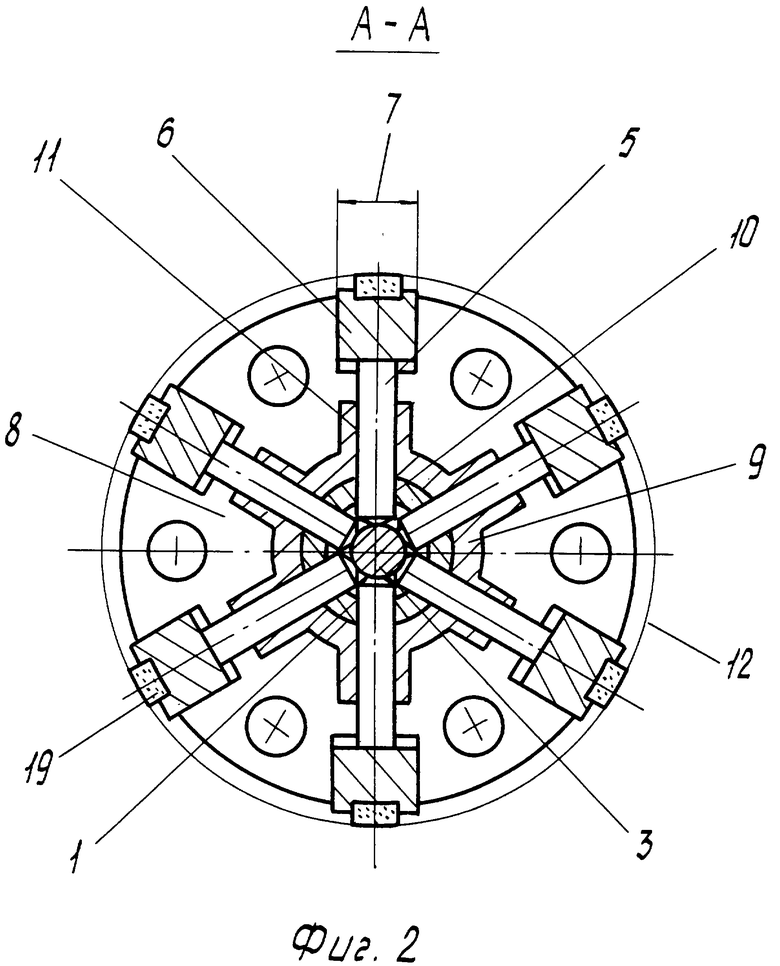
На фиг. 1 изображен предлагаемый хонинговальный инструмент, продольный разрез; на фиг.2 - сечение А-А на фиг.1.
Хонинговальный инструмент содержит основной корпус 1, в осевом отверстии 2 которого расположен разжимной элемент 3, рабочая поверхность 4 которого посредством промежуточных элементов - толкателей 5 взаимодействует с брускодержателями 6. Брускодержатли 6 расположены в пазах 7 сменного корпуса 8, имеющего втулку 9, установленную на основном корпусе 1. Толкатели 5 установлены в радиальных отверстиях 10, выполненных в основном корпусе 1 и совмещенных с ними в радиальных отверстиях 11, выполненных в сменном корпусе 8. Инструмент снабжен узлом подачи смазочно-охлаждающей жидкости к обрабатывающей поверхности 12, выполненным в виде установленной на основном корпусе 1 сменной емкости 13, полость 14 которой имеет узел 15 соединения с системой (не показана) подачи смазочно-охлаждающей жидкости. На торце 16 емкости 13, обращенном к брускодержателям 6, выполнены выходные сопла 17. Диаметральные размеры емкости 13 не превышают диаметр D обрабатываемой поверхности 12.
В приведенном варианте на боковой поверхности 20 емкости 13 установлены направляющие 21, диаметральные размеры которых не превышают диаметр D обрабатываемой поверхности 12. На основном корпусе 1 со стороны, противоположной расположению емкости, установлен сменный блок 22 с направляющими 23, диаметральные размеры которых также не превышают диаметр D обрабатываемой поверхности 12. В блоке 22 выполнены сквозные осевые отверстия 24 для прохода смазочно-охлаждающей жидкости с продуктами обработки.
Перед началом работы производят сборку инструмента. Для этого на основной корпус 1 устанавливают соответствующий диаметру D обрабатываемой поверхности 12 сменный корпус 8, совмещая радиальные отверстия 10 в основном корпусе 1 с радиальными отверстиями 11 в сменном корпусе 8. В отверстиях 10 и 11 устанавливают толкатели 5, в пазах 7 сменного корпуса 8 устанавливают брускодержатели 6 с брусками 19 и фиксируют пружинами 26. На основной корпус 1 также устанавливают соответствующую сменную емкость 13, сопла 17 которой направлены в зону обработки, и сменный блок 22 с направляющими 23.
Хонинговальный инструмент работает следующим образом.
Инструмент заводят в обрабатываемую деталь 24. При этом направление хонинговального инструмента осуществляется направляющими 23 и 21, контактирующими с поверхностью 12. Механизмом (не показан) перемещают в осевом направлении разжимной элемент 3, который коническими поверхностями 4 воздействует на толкатели 5, перемещая брускодержатели 6 до контакта брусков 19 с обрабатываемой поверхностью 12 детали 24. Инструмент и обрабатываемую деталь 24 приводят в относительное вращательно-поступательное перемещение. Включают подачу смазочно-охлаждающей жидкости, которая из емкости 13 соплами 17 подается непосредственно к обрабатываемой поверхности 12, эффективно удаляя шлам из зоны обработки через отверстия 25.
При обработке поверхности другого диаметра на основной корпус 1 устанавливают другой, соответствующий диаметру D обрабатываемой поверхности 12, сменный корпус 8 и другую сменную емкость 13.
Таким образом, применение предлагаемого хонинговального инструмента обеспечивает возможность высококачественной обработки внутренних цилиндрических поверхностей с более широким диапазоном диаметров за счет эффективного удаления шлама из зоны обработки, улучшения отвода тепла и уменьшения износа хонинговальных брусков.
Изобретение относится к чистовой обработке поверхностей и может быть использовано при обработке внутренних цилиндрических поверхностей с широким диапазоном диаметров. Хонинговальный инструмент содержит основной корпус с расположенным в его осевом отверстии разжимным элементом. Рабочая поверхность последнего посредством промежуточных элементов взаимодействует с брускодержателями, расположенными в сменном корпусе, имеющем втулку, установленную на основном корпусе. В инструменте предусмотрен узел подачи смазочно-охлаждающей жидкости к обрабатывающей поверхности. Он выполнен в виде установленной на основном корпусе инструмента сменной емкости. Ее полость имеет узел соединения с системой подачи смазочно-охлаждающей жидкости. На торце емкости, обращенном к брускодержателям, выполнены выходные сопла, а диаметральные размеры емкости не превышают диаметр отверстия. Такая конструкция обеспечивает качественную обработку отверстий с широким диапазоном диаметров. 3 з.п.ф-лы, 2 ил.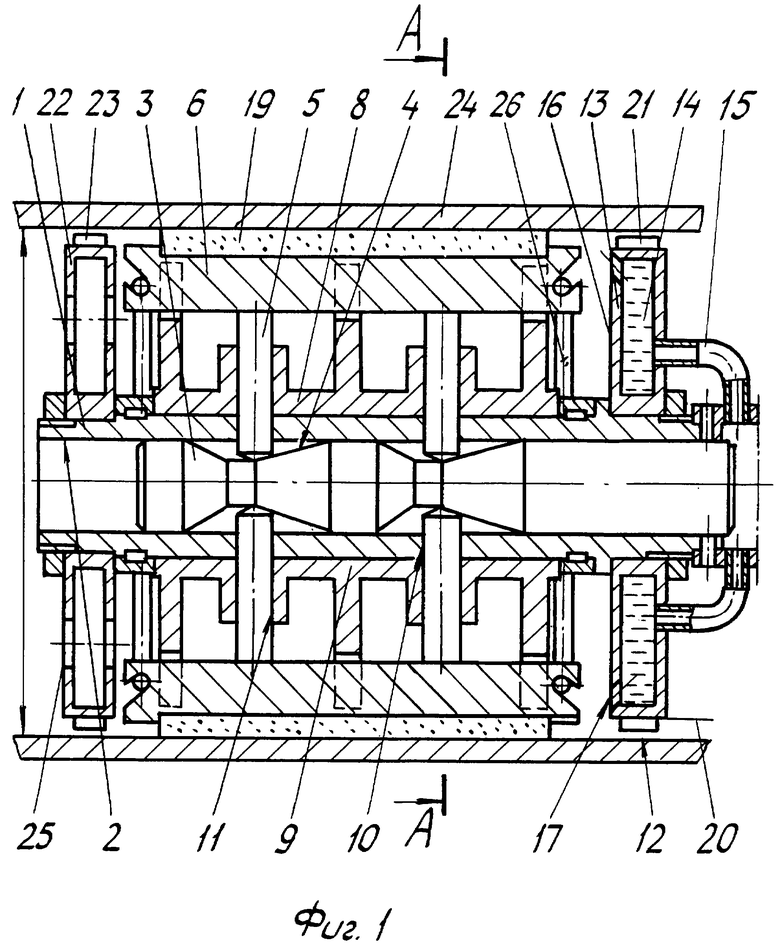
| Унифицированная хонголовка | 1987 |
|
SU1511086A1 |
| ХУДОБИН Л.В | |||
| и др | |||
| Техника применения смазочно-охлаждающих средств в металлообработке | |||
| - М.: Машиностроение, 1977, с | |||
| Катодное реле | 1918 |
|
SU159A1 |
| Хонинговальная головка | 1973 |
|
SU465313A1 |
| Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания хонинговального станка | 1988 |
|
SU1583273A1 |
| DE 3336626 A1, 25.04.1985. | |||

