9
сл
00 05
315
с возможностью взаимодействия с конусом 3 разжима, дополнительно снабжена сменным корпусом 2, выполненным Б виде втулки, установленной концен- трично на основном корпусе и зафиксированной от проворота относительно последнего посредством введенных в головку упругих фиксаторов 7. На внутренней поверхности втулки вьшол- нены радиальные лунки. Кроме того, головка дополнительно снабжена вторым конусом 4 разжима, установленным коаксиально первому с возможно10864
стью взаимодействия с указанными лунками посредством введенных В то- ловку по меньшей мере трех дополнительных радиальных фиксаторов 6, размещенных в радиальных пазах, выполненных в основном корпусе. Число радиальных лунок и брускодержателей равно или кратно числу указанных ра- 10 диальных фиксаторов. При этом сопрягаемые поверхности основного и сменного корпусов могут быть вьшол- нены конусными, 1 з.п. ф-лы, 3 ил.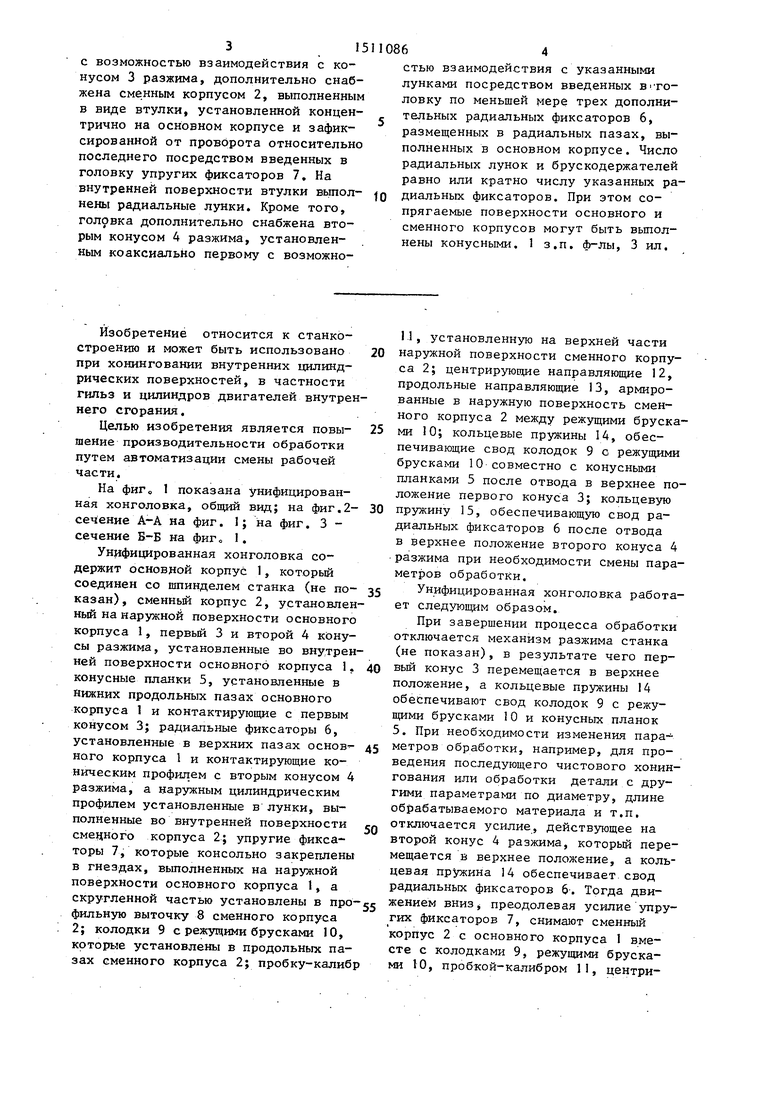
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1990 |
|
SU1821340A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2146594C1 |
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| Хонинговальная головка | 1982 |
|
SU1096088A1 |
| Хонинговальная головка | 1990 |
|
SU1743821A1 |
| ХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2208509C1 |
| Хонинговальная головка | 1990 |
|
SU1729737A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1996 |
|
RU2108902C1 |
| Хонинговальная головка | 1979 |
|
SU880702A1 |
| Хонинговальный станок | 1988 |
|
SU1682138A1 |
Изобретение относится к станкостроению при хонинговании внутренних цилиндрических поверхностей и позволяет повысить производительность обработки путем автоматизации смены рабочей части. Для этого унифицированная хонголовка, выполненная в виде корпуса 1 с размещенными в его пазах брускодержателях и с абразивными брусками, установленными с возможностью взаимодействия с конусом разжима 3, дополнительно снабжена сменным корпусом 2, выполненным в виде втулки, установленной концентрично на основном корпусе и зафиксированной от проворота относительно последнего посредством введенных в головку упругих фиксаторов 7. На внутренней поверхности втулки выполнены радиальные лунки. Кроме того, головка дополнительно снабжена вторым конусом разжима 4, установленным коаксиально первому с возможностью взаимодействия с указанными лунками посредством введенных в головку по меньшей мере трех дополнительных радиальных фиксаторов 6, размещенных в радиальных пазах, выполненных в основном корпусе. Число радиальных лунок и брускодержателей равно или кратно числу указанных радиальных фиксаторов. При этом сопрягаемые поверхности основного и сменного корпусов могут быть выполнены конусными. 1 з.п.ф-лы, 3 ил.
Изобретение относится к станкостроению и может быть использовано при хонинговании внутренних цилиндрических поверхностей, в частности гильз и цилиндров двигателей внутреннего сгорания,
Целью изобретения является повы- шение производительности обработки путем автоматизации смены рабочей части.
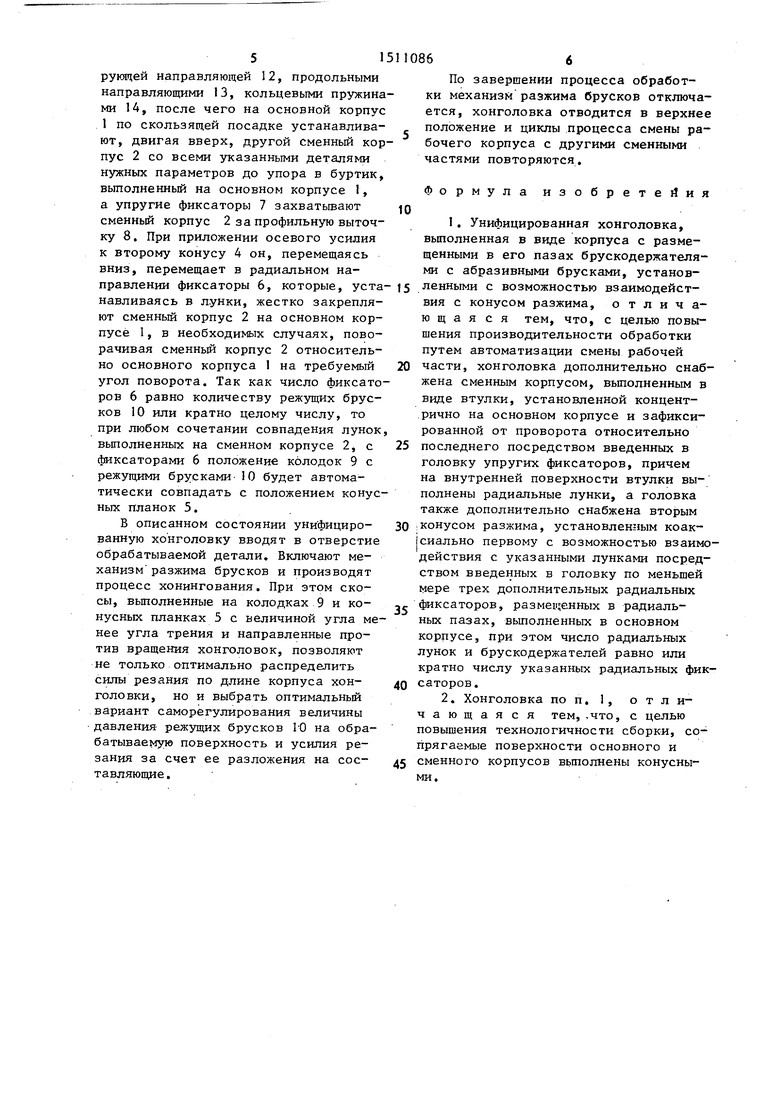
На фиго 1 показана унифицированная хонголовка, общий вид; на фиг.2- сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг 1.
Унифицированная хонголовка содержит основной корпус 1, который соединен со шпинделем станка (не по- казан), сменньй корпус 2, установленный на наружной поверхности основного корпуса 1, первьй 3 и второй 4 конусы разжима, установленные во внутренней поверхности основного корпуса 1, конусные планки 5, установленные в Нижних продольных пазах основного корпуса 1 и контактирующие с первым конусом 3; радиальные фиксаторы 6, установленные в верхних пазах основ- наго корпуса 1 и контактирующие коническим профилем с вторым конусом 4 разжима, а наружным цилиндрическим профилем установленные в лунки, выполненные во внутренней поверхности смежного корпуса 2; упругие фиксаторы 7, которые консольно закреплены в гнездах, выполненных на наружной поверхности основного корпуса 1, а скругленной частью установлены в про фильную выточку 8 сменного корпуса 2; колодки 9 с режущими брусками 10, которые установлены в продольных пазах сменного корпуса 2; пробку-калиб
11, установленную на верхней части наружной поверхности сменного корпуса 2; центрирующие направляющие 12, продольные направляющие 13, армированные в наружную поверхность сменного корпуса 2 между режущими брусками 10; кольцевые пружины 14, обеспечивающие свод колодок 9 с режущими брусками 10 совместно с конусными планками 5 после отвода в верхнее положение первого конуса 3; кольцевую пружину 15, обеспечивающую свод радиальных фиксаторов 6 после отвода в верхнее положение второго конуса 4 разжима при необходимости смены параметров обработки.
Унифицированная хонголовка работает следующем образом.
При завершении процесса обработки отключается механизм разжима станка (не показан), в результате чего пер- вьш конус 3 перемещается в верхнее положение, а кольцевые пружины 14 обеспечивают свод колодок 9 с режущими брусками 10 и конусных планок 5. При необходимости изменения параметров обработки, например, для проведения последующего чистового хонин- гования или обработки детали с другими параметрами по диаметру, длине обрабатываемого материала и т.п. отключается усилие, действующее на второй конус 4 разжима, который перемещается в верхнее положение, а кольцевая пружина 14 обеспечивает свод радиальных фиксаторов 6-, Тогда движением вниз, преодолевая усилие упругих фиксаторов 7, снимают сменный корпус 2 с основного корпуса 1 вместе с колодками 9, режущими брусками Ю, пробкой-калибром 11, центри515
рующей направляющей 12, продольными направляющими 13, кольцевыми пружинами 14, после чего на основной корпус 1 по скользящей посадке устанавливают, двигая вверх, другой сменный корпус 2 со всеми указанными деталями нужных параметров до упора в буртик, выполненный на основном корпусе I, а упругие фиксаторы 7 захватьшают сменньй корпус 2 за профильную выточку 8. При приложении осевого усилия к второму конусу 4 он, перемещаясь вниз, перемещает в радиальном на
правлении фиксаторы 6, которые, уста- 15 .ленными с возможностью взаимодейст- навливаясь в лунки, жестко закрепляют сменньй корпус 2 на основном корпусе 1, в необходимых случаях, поворачивая сменньй корпус 2 относительно основного корпуса 1 на требуемый 20 угол поворота. Так как число фиксаторов 6 равно количеству режущих брусков 10 или кратно целому числу, то при любом сочетании совпадения лунок, выполненных на сменном корпусе 2, с 25 фиксаторами 6 положение колодок 9 с режущими брусками-10 будет автоматически совпадать с положением конусных планок 5.
В описанном состоянии унифициро- 30 ванную хонголовку вводят в отверстие обрабатываемой детали. Включают механизм разжима брусков и производят процесс хонингования. При этом скосы, выполненные на колодках 9 и конусных планках 5 с величиной угла менее угла трения и направленные против вращения хонголовок, позволяют не только оптимально распределить силы резания по длине корпуса хон- головки, но и выбрать оптимальньй вариант саморегулирования величины давления- режущих брусков ГО на обрабатываемую поверхность и усилия резания за счет ее разложения на сое- д тавляющие.
35
40
ВИЯ с конусом разжима, о т л и ч а- ю щ а я с я тем, что, с целью повышения производительности обработки путем автоматизации смены рабочей части, хонголовка дополнительно снаб жена сменным корпусом, выполненным в виде втулки, установленной концент- рично на основном корпусе и зафиксированной от проворота относительно последнего посредством введенных в головку упругих фиксаторов, причем на внутренней поверхности втулки выполнены радиальные лунки, а головка также дополнительно снабжена вторым .конусом разжима, установленным коак- сиально первому с возможностью взаим действия с указанными лунками посред ством введенных в головку по меньшей мере трех дополнительных радиальных фиксаторов, разме11;енных в радиальных пазах, вьтолненных в основном корпусе, при этом число радиальных лунок и брускодержателей равно или кратно числу указанных радиальных фи саторов.
По завершении процесса обработки механизм разжима брусков отключается, хонголовка отводится в верхнее положение и циклы процесса смены рабочего корпуса с другими сменными частями повторяются.
Формула изобретейия
ВИЯ с конусом разжима, о т л и ч а- ю щ а я с я тем, что, с целью повышения производительности обработки путем автоматизации смены рабочей части, хонголовка дополнительно снабжена сменным корпусом, выполненным в виде втулки, установленной концент- рично на основном корпусе и зафиксированной от проворота относительно последнего посредством введенных в головку упругих фиксаторов, причем на внутренней поверхности втулки выполнены радиальные лунки, а головка также дополнительно снабжена вторым конусом разжима, установленным коак- сиально первому с возможностью взаимодействия с указанными лунками посредством введенных в головку по меньшей мере трех дополнительных радиальных фиксаторов, разме11;енных в радиальных пазах, вьтолненных в основном корпусе, при этом число радиальных лунок и брускодержателей равно или кратно числу указанных радиальных фиксаторов.
| Куликов С.И | |||
| и др | |||
| Прогрессивные методы хонингования | |||
| М,: Машиностроение, 1983, с | |||
| Пуговица | 0 |
|
SU83A1 |
