Изобретение относится к технологии изготовления малогабаритных трубчатых переходников из разнородных металлов диаметром менее 15 мм.
Известен способ изготовления малогабаритных трубчатых переходников из разнородных материалов, при котором в наружной заготовке из более жаропрочного материала выполняют центральное отверстие, в которое устанавливают заготовку из менее жаропрочного материала в виде сплошного стержня, а по его торцам нажимные пробки из жаропрочного материала, после чего собранную заготовку нагревают в вакууме до температуры диффузионной сварки и с помощью пробок деформируют центральную заготовку по оси (а.с. СССР 706215, кл. В 23 К 20/14, 30.12.1979 г.).
В результате осевой деформации в горячем состоянии сплошного стержня происходит пластическое увеличение его диаметра и плотное прижатие к внутренней поверхности наружной втулки, что обеспечивает условия для протекания диффузионных процессов при температуре диффузионной сварки и образование диффузионного сварного соединения. После охлаждения сваренной заготовки из нее вытачивают малогабаритный переходник.
Основный недостатком этого способа изготовления малогабаритных переходников является его низкая производительность и большой расход материала наружной втулки, так как диаметр ее заготовки, как правило, превышает диаметр готового переходника в 3-4 раза, что необходимо для удержания сварочного давления при осевом деформировании внутреннего стержня.
Задачей, на решение которой направлено заявляемое изобретение, является увеличение производительности процесса диффузионной сварки малогабаритных переходников, а также снижение расхода материала наружной заготовки на один переходник при его диффузионной сварке.
Технический результат, получаемый при осуществлении заявляемого способа, состоит в повышении качества диффузионного соединения и его стабильности за счет более точного соблюдения рабочей температуры диффузионной сварки вследствие увеличения массы нагреваемой заготовки и ее тепловой инерционности.
Кроме этого, заявляемый способ позволяет гарантировать высокое качество диффузионного соединения в каждом переходнике за счет возможности проведения разрушающего контроля одного переходника из сваренной за одни режим группы.
Указанный технический результат достигается тем, что в известном способе изготовления малогабаритных трубчатых переходников из разнородных металлов в наружную заготовку устанавливают внутреннюю в виде стержня. На торцах стержня размещают пробки. Нагревают все до температуры сварки, сдавливают за счет силового перемещения пробок и выдерживают заданное время для обеспечения процесса диффузионной сварки. Сваренную заготовку механически обрабатывают до получения готового переходника;
- наружную заготовку выполняют в виде диска с отверстиями, в каждое из которых устанавливают стержень, сдавливают стержни по торцам одновременно между двумя нажимными пластинами, а перед механической обработкой сваренную заготовку разрезают на части, каждая из которых содержит один стержень;
- кроме того, стержни устанавливают на равных расстояниях от торцов диска;
- кроме того, в каждом отверстии диска выполняют кольцевые ступеньки высотой не менее 0,1 мм;
- кроме того, при сборке диска и нажимных пластин для диффузионной сварки их центрируют между собой с помощью сквозной шпильки.
Заявленный способ диффузионной сварки позволяет за одну загрузку вакуумную камеру и один нагрев сваривать сразу целую партию заготовок в виде диска, в который равномерно вварены внутренние заготовки переходников. После охлаждения диска с вваренными в него стержнями его разрезают на части, содержащие только один стержень в центре вырезанной части.
Из каждой вырезанной части вытачивают малогабаритный трубчатый переходник.
Сущность изобретения поясняется чертежами, где на фиг.1 показана собранная для диффузионной сварки сборка, установленная в высокочастотный нагреватель установки для диффузионной сварки в вакууме.
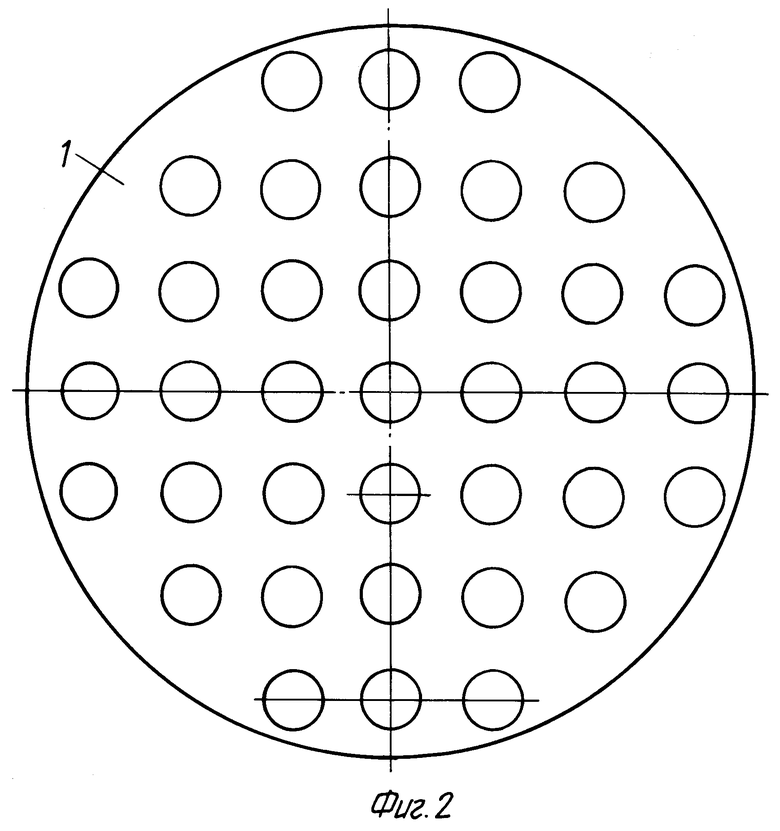
На фиг. 2 показана наружная заготовка в виде диска с отверстиями под внутренние стержни.
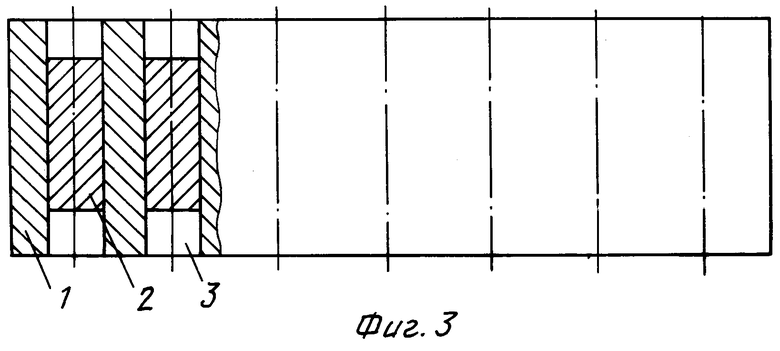
На фиг. 3 показана наружная заготовка в виде диска, в которую вварены диффузионной сваркой внутренние стержни, зажатые с торцов пробками.
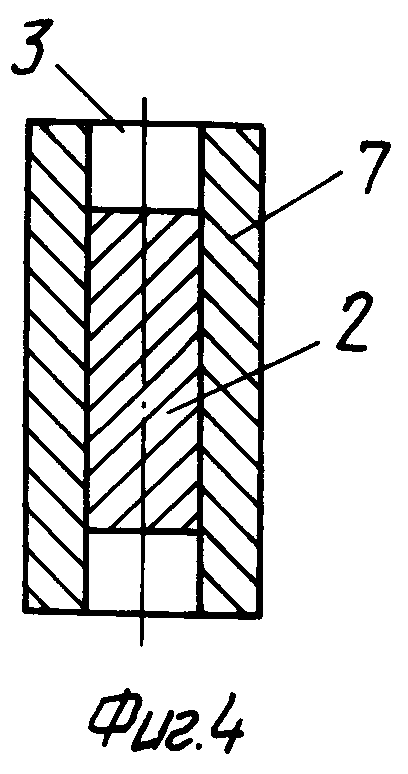
На фиг.4 показана вырезанная из диска часть с одним внутренним стержнем.
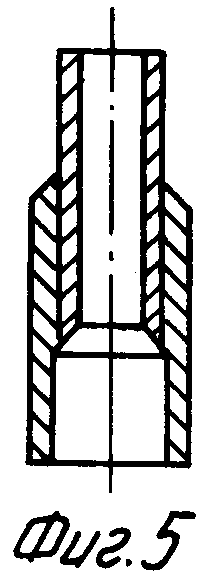
На фиг. 5 показан малогабаритный переходник, изготовленный из части с одним внутренним стержнем.
На фиг. 1-4 обозначены следующие детали: 1- наружная заготовка в виде диска с набором отверстий; 2 - внутренняя заготовка в виде стержня; 3 - пробка; 4 - нажимная пластина; 5 - шпилька; 6 - высокочастотный нагреватель; 7 - вырезанная часть с одним стержнем 2 и пробками 3.
Заявленный способ диффузионной сварки внахлестку малогабаритных трубчатых переходников осуществляется следующим образом.
Исходя из диаметров разнородных труб, которые предполагается сваривать между собой с помощью малогабаритного переходника, предварительно изготавливают внутренние стержни из материала охватываемой трубы такого диаметра, чтобы после процесса диффузионной сварки из стержня с определенным допуском можно было бы изготовить конец переходника, равный геометрическим параметрам трубы из материала, аналогичного материалу стержня.
После выбора материала и диаметра стержня рассчитывают его длину таким образом, чтобы из нее в готовом переходнике получилась расчетная длина нахлестки и необходимая длина свободного конца переходника.
Высота диска определяется как сумма длин двух пробок и стержня.
Материал диска выбирается из более жаропрочного материала свариваемых труб. Нажимные пробки изготавливают, как правило, из жаропрочных аустенитных сталей. Из таких же сталей изготавливают нажимные пластины, диаметры которых выбирают равными диаметру диска.
Диаметр диска выбирается в зависимости от количества малогабаритных переходников, которые необходимо получить за один процесс диффузионной сварки. При этом расчет расстояний между осями отверстий в диске ведут с учетом того, что каждая часть, вырезанная из сваренного диска и содержащая только один стержень, должна иметь припуск на механическую обработку не менее 1 мм на диаметр и не менее 3 мм на дисковую фрезу, с помощью которой будет разрезаться сам диск на заготовки с одним стержнем.
Пример конкретного выполнения способа.
Для групповой диффузионной сварки малогабаритных переходников с наружным диаметром 14 мм и длиной 35 мм из нержавеющей стали ОХ18Н10Т и циркониевого сплава с 2,5% Nb был изготовлен диск из нержавеющей стали диаметром 150 мм и высотой 40 мм. На торце диска разметили 37 центров будущих отверстий под установку циркониевых стержней диаметром 10,5 мм (см. фиг.1 и 2 ). Отверстия в диске диаметром 10,5 мм сверлили только на глубину 35 мм, а остальные 5 мм сверлили диаметром 10,2 мм, что необходимо для получения в отверстиях технологических ступенек высотой в 0,15 мм, в которые при сборке и сварке будут упираться торцы стержней, а на них при нагреве будет висеть диск (см. фиг. 1). Исходя из длины готового переходника, стержни из циркониевого сплава изготавливали длиной 30 мм и диаметром 10,5 мм в количестве 37 штук. Длину пробок выбрали равной 9 мм, чтобы величина будущей запрессовки каждой пробки не превышала 4 мм. Изготовили 37 штук пробок диаметром 10,5 мм и 37 штук диаметром 10,2 мм. Для обеспечения при диффузионной сварке одновременной запрессовки всех пробок были изготовлены нажимные пластины, при этом в центре пластин и диска для их центровки между собой при сварке были выполнены отверстия диаметром 12,5 мм, в которые при сборке установили сквозную шпильку, диаметром 12 м (см. фиг.1).
Все детали обезжирили, собрали, как показано на фиг.1, и установили на силовой шток (не показан) вакуумной камеры сварочной установки. После создания в камере рабочего вакуума сборку поместили в высокочастотный нагреватель и относительно медленно нагрели до температуры диффузионной сварки, чтобы температура нагрева была равномерной по всему сечению диска, и с помощью силового штока, упора и нажимных пластин запрессовали пробки в диск.
После запрессовки пробок многопозиционную заготовку выдержали при температуре диффузионной сварки в течение 2-3 минут и выключили нагрев.
После охлаждения сваренный диск освободили от нажимных пластин и центрирующей шпильки и с помощью дисковой фрезы толщиной 4 мм разрезали на фрезерном станке на 37 частей, содержащих только по одному стержню в центре заготовки (см. фиг.3-4). Из каждой заготовки на токарном станке изготовили готовые переходники (фиг.5).
Заявленный способ диффузионной сварки внахлестку малогабаритных трубчатых переходников в десятки раз увеличивает производительность вакуумных установок для диффузионной сварки и в несколько раз сокращает расход дорогостоящих материалов, а также повышает эксплуатационную надежность малогабаритных переходников за счет высокой стабильности качества каждого сварного соединения в достаточно большой партии переходников и высоконадежного его контроля. Например, достаточно подвергнуть всестороннему разрушающему контролю один готовый переходник из партии, изготовленной из одного диска, сваренного по одному режиму, чтобы быть уверенным в аналогичном качестве всех остальных 36 штук, как в случае приведенного примера.
Изобретение относится к технологии изготовления малогабаритных трубчатых переходников из разнородных металлов. В наружную заготовку устанавливают внутреннюю заготовку в виде стержня, на торцах которого размещают пробки. Нагревают до температуры сварки и сдавливают за счет силового перемещения пробок. Наружную заготовку выполняют в виде диска с отверстиями, в каждое из которых устанавливают стержень. Сдавливают стержни по торцам одновременно между двумя нажимными пластинами. Перед механической обработкой сваренную заготовку разрезают на части, каждая из которых содержит один стержень. Стержни могут быть установлены на равных расстояниях от торцов диска. В каждом отверстии диска могут быть выполнены технологические кольцевые ступеньки высотой не менее 0,1 мм. При сборке диска и нажимных пластин для диффузионной сварки их центрируют между собой с помощью сквозной шпильки. Способ позволяет значительно повысить качество диффузионного соединения. 3 з.п. ф-лы, 5 ил.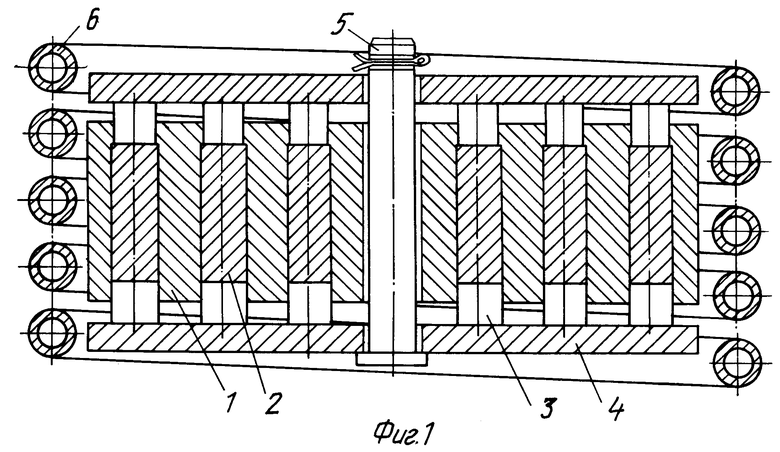
| Способ получения биметаллических труб диффузионной сваркой | 1978 |
|
SU706215A1 |
| СПОСОБ ДИФФУЗИОННОЙ СВАРКИ ТРУБ ВНАХЛЕСТКУ | 1999 |
|
RU2164198C1 |
| Установка для сварки давлением | 1986 |
|
SU1324804A1 |
| УСТРОЙСТВО ДЛЯ ВВЕДЕНИЯ КИНЕМАТИЧЕСКИХ ПОПРАВОК | 1966 |
|
SU216968A1 |
| US 5165591, 24.11.1992. | |||

