Изобретение относится к способу создания гермомешка для композиционных баллонов, реакторов, фильтров и т.д., работающих под давлением, позволяет повысить надежность изделий и может найти применение в автомобилях при переводе их на газовое топливо, в самолетах и в химических производствах.
Известен способ создания гермомешка для композиционных баллонов или резервуаров (далее - баллонов) из эластичного материала путем формирования уплотнительных элементов в виде пустотелых кольцевых элементов, герметично закрепленных внутри цилиндрической оболочки баллона (SU 929957 А, F 17 С 1/00, 23.05.82).
Такой способ приводит к созданию сложной, тяжелой и ненадежной конструкции баллонов.
Известен способ создания гермомешка для композиционных баллонов путем изготовления двух половин оболочек из эластичного материала, герметично сваренных между собой (FR 2096634 А1, F 17 С 1/00, 1971).
Недостатком такого способа является низкая надежность работы гермомешка из-за наличия сварного шва.
Другой известный способ создания гермомешка для композиционных баллонов, взятый за прототип предлагаемого изобретения, включает изготовление отрезка рукава из эластичного материала, например невулканизированной резины, формирование в пресс-формах отдельно днищ и уплотнительных кромок, склеивание деталей между собой внахлест или встык и вулканизацию (RU 2057272 С1, F 17 С 1/02, 27.03.96).
Недостатком данного известного способа является наличие в гермомешке для композиционных баллонов большого количества технологических стыков клееных, вулканизированных или сварных, что снижает надежность баллонов.
Задача изобретения - создать гермомешок с малым количеством технологических стыков и повысить надежность баллонов.
Для реализации поставленной задачи предлагается способ создания гермомешка для композиционных баллонов, включающий изготовление отрезка рукава из эластичного материала, например, из не вулканизированной резины, формирование в пресс-форме уплотнительной кромки и заднего днища, склеивание стыков и вулканизацию, отличительной особенностью которого является то, что отрезок рукава из эластичного материала длиной, меньше или равной внутренней длине композиционного баллона, заделывают с одного конца в герметичное донышко, размещают в пресс-форму с внутренними размерами, равными наружным размерам гермомешка, развальцовывают с другого конца, плотно закрепляют в горловине пресс-формы, раздувают и вулканизируют.
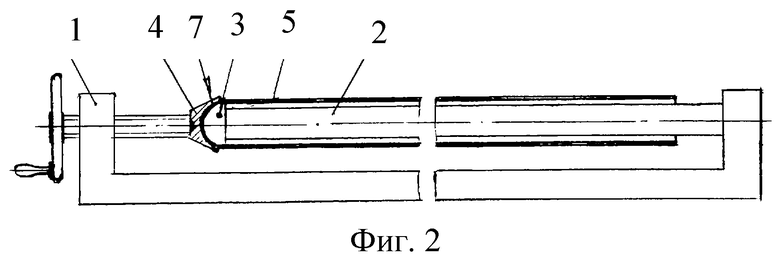
На фиг. 1 и 2 изображено приспособление для подготовки и формирования герметичного донышка в отрезке рукава из эластичного материала,
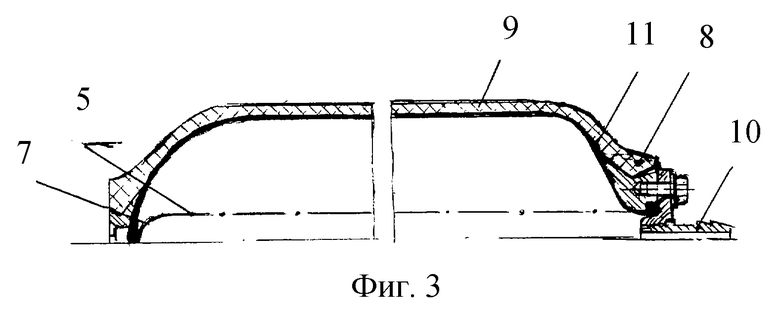
на фиг.3 изображена пресс-форма для формирования гермомешка для композиционных баллонов.
Приспособление 1 включает скалку 2, наконечник 3 и матрицу 4, отрезок рукава 5 из эластичного материала, лепестки 6 и герметичное донышко 7.
В качестве пресс-формы 8 показан корпус 9 композиционного баллона, отрезок рукава 5 из эластичного материала с герметичным донышком 7, фланец со штуцером 10, гермомешок 11 из эластичного материала.
При создании гермомешка 11 для композиционных баллонов изготавливают рукав из эластичного материала, например невулканизированной резины, определенной толщины, диаметром, близким к диаметру отверстия в горловине композиционного баллона, при помощи шнека или экструдера, выдавливанием через фильеру.
Затем рукав из эластичного материала разрезают поперек на отрезки рукава 5 определенной длины.
Отрезок рукава 5 из эластичного материала (фиг.1) длиной, меньше или равной внутренней длине композиционного баллона, одевают на штангу 2 приспособления 1 с таким расчетом, чтобы конец отрезка рукава 5 выступал за наконечник 3, выполненный сферической или другой формы. На этом отрезке рукава 5 делают прорези по образующей, длиной не более радиуса рукава. Образовавшиеся на конце отрезка рукава 5 лепестки 6 смачивают растворителем с двух сторон и в липком состоянии укладывают на поверхности наконечника 3 в любой последовательности с вытяжкой внахлест таким образом, чтобы прорези и отверстие на конце отрезка рукава 5 закрылись лепестками 6.
Утолщение от лепестков 6 придавливают матрицей 4 (фиг.2) до получения герметичного донышка 7 толщиной, равной или меньшей толщины рукава. Более качественно и быстро можно получить герметичное донышко 7, если отрезок рукава 5 после одевания на штангу 2 (фиг.1) вблизи наконечника 3 перерезать шнуром или проволокой, накинутой и сдавленной в виде "удавки".
Формирование гермомешка 11 для композиционных баллонов проводят в пресс-форме 8 (фиг.3), в качестве которой может быть взят корпус 9 композиционного баллона. Во внутреннюю полость пресс-формы 8 с размерами, равными наружным размерам гермомешка 11, размещают отрезок рукава 5 из эластичного материала с герметичным донышком 7, развальцовывают с другого конца, плотно закрепляют в горловине пресс-формы 8 при помощи фланца со штуцером 10.
Подачей воздуха или пара через штуцер 10 отрезок рукава 5 из эластичного материала с герметичным донышком 7 раздувают таким давлением, которое обеспечивает полное его прилегание к внутренней поверхности пресс-формы 8, что обеспечивает получение размеров гермомешка 11, и вулканизируют.
В менее ответственных случаях изготовления гермомешка 11 отрезок рукава 5 из эластичного материала с герметичным донышком 7 внутри пресс-формы 8 раздувают через технологический гермомешок, помещенный внутрь отрезка рукава 5. Затем полученную заготовку гермомешка 11 освобождают от пресс-формы 8 и технологического гермомешка, внутреннюю полость заготовки гермомешка 11 наполняют тальком и в нераздутом состоянии вулканизируют. После вулканизации гермомешок 11 для композиционных баллонов, извлеченный из пресс-формы 8, например, через горловину, проверяют на герметичность раздуванием воздухом и погружением в ванну с водой, затем просушивают, обсыпают тальком или смазывают антиадгезионной эмульсией и упаковывают.
В эксплуатации композиционного баллона заправку и расход рабочих продуктов производят через горловину.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ БАЛЛОН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2057272C1 |
| СОСУД ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2215216C2 |
| ЗАЩИТНАЯ ОДЕЖДА ВОДОЛАЗА | 2023 |
|
RU2822027C1 |
| БАЛЛОН РАЗДУВНОЙ (ВАРИАНТЫ) | 2004 |
|
RU2272659C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО БАЛЛОНА ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2698824C1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ СОЕДИНЕНИЯ КОНЦОВ РЕЗИНОТРОСОВЫХ ЛЕНТ | 1995 |
|
RU2097623C1 |
| ДИАФРАГМА С КОНУСНО-ЦИЛИНДРИЧЕСКИМИ ГОРЛОВИНАМИ, СПОСОБ И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2344533C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАРИНГЕАЛЬНОГО ВОЗДУХОВОДА (МАСКИ) | 1998 |
|
RU2137511C1 |
Изобретение предназначено для создания гермомешка для композиционных баллонов. Способ включает изготовление отрезка рукава из эластичного материала, например резины, формирование уплотнительной кромки и заднего днища, склеивание стыков и вулканизацию, при этом отрезок рукава из эластичного материала длиной, равной внутренней длине композиционного баллона, заделывают с одного конца в герметичное донышко, размещают в пресс-форму с внутренними размерами, равными наружным размерам гермомешка, развальцовывают с другого конца, плотно закрепляют в горловине пресс-формы, раздувают и вулканизируют. Технический результат - повышение надежности. 3 ил.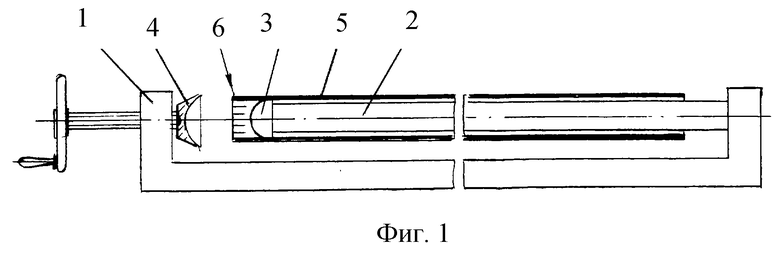
Способ создания гермомешка для композиционных баллонов, включающий изготовление отрезка рукава из эластичного материала, например резины, формирование уплотнительной кромки и заднего днища, склеивание стыков и вулканизацию, отличающийся тем, что отрезок рукава из эластичного материала длиной, равной внутренней длине композиционного баллона, заделывают с одного конца в герметичное донышко, размещают в пресс-форму с внутренними размерами, равными наружным размерам гермомешка, развальцовывают с другого конца, плотно закрепляют в горловине пресс-формы, раздувают и вулканизируют.
| RU 20572772 C1, 27.03.1996 | |||
| Комбинированный баллон | 1986 |
|
SU1399580A1 |
| Способ изготовления двухслойных сосудов давления | 1977 |
|
SU763645A1 |
| US 4925044 A, 15.05.1999 | |||
| GB 1100876 A, 24.01.1968. | |||
