Изобретение относится к области сварочного производства и предназначено для использования в различных отраслях промышленности для ручной электродуговой резки металлов, а также для прошивки отверстий и удаления дефектных участков.
Известен состав электродного покрытия для электродуговой резки, содержащий оксиды железа в виде отхода абразивной зачистки стального проката, слюду, перовскитовый концентрат и угольную золу (А.с. СССР 1757832).
Недостатком аналога является низкая производительность резки и высокая стоимость электрода.
Наиболее близким к заявляемому является выбранный в качестве прототипа электрод для ручной электродуговой резки металлов, состоящий из стального стержня и покрытия, включающего железную окалину, содержащую 60-80% кислорода, и кварц. (А.с. СССР 1722754).
К существенным недостаткам прототипа можно отнести нестабильное горение дуги и неудовлетворительную производительность резки, кроме того кварц является не только дефицитным, но и сравнительно дорогостоящим компонентом электродных покрытий.
Технической задачей предлагаемого изобретения является повышение производительности электродуговой резки, удешевление электродов и улучшение качества резки.
Поставленная задача решается тем, что в электроде для ручной электродуговой резки металлов, состоящим из стального стержня и покрытия, включающего оксид железа в виде железной окалины, в состав покрытия введены отходы обмазочной массы сварочных электродов при следующем содержании компонентов, мас. %:
Отходы обмазочной массы сварочных электродов - 45÷55
Железная окалина - Остальное
Отходы обмазочной массы сварочных электродов вводятся в электродное покрытие для стабилизации горения дуги и защиты кромки реза от окисления и науглероживания, а также для разжижения металла и образующихся шлаков, которые легко удаляются газовым потоком из зоны реза. достигается это оптимальным соотношением компонентов, входящих в состав обмазочных сварочных электродов.
Отходы обмазочной массы содержат следующие компоненты, мас.%:
Рутил - 38÷42
Мрамор - 9÷15
Тальк - 8÷9
Слюда - До 15
Каолин - До 4
Целлюлоза - 1÷3
Ферромарганец - 11÷13
Сухой остаток связующего - 15÷17
Отходы обмазочных масс неизбежно образуются при изготовлении сварочных электродов. В настоящее время большое количество отходов обмазочной массы выбрасывается в отвал, ухудшая тем самым экологию окружающей среды, поэтому использование отходов обмазочной массы в качестве компонента покрытия экономически и экологически эффективно.
Отходы обмазочной массы сварочных электродов - дешевый компонент, который вводится в обмазку электродов для резки для снижения их себестоимости.
Введение в состав покрытия электродов для резки отходов обмазочной массы сварочных электродов позволяет существенно повысить термостойкость покрытия (стойкость против скалывания при нагреве электродного покрытия), что позволяет повысить силу тока при резке металла и связанную с этим производительность.
Предлагаемое покрытие позволяет получить стабильный процесс горения дуги большой мощности, а также обеспечивает надежную защиту места реза от воздействия воздуха (шлаковая и газовая защиты), что достигается компонентами, входящими в отходы обмазочной массы.
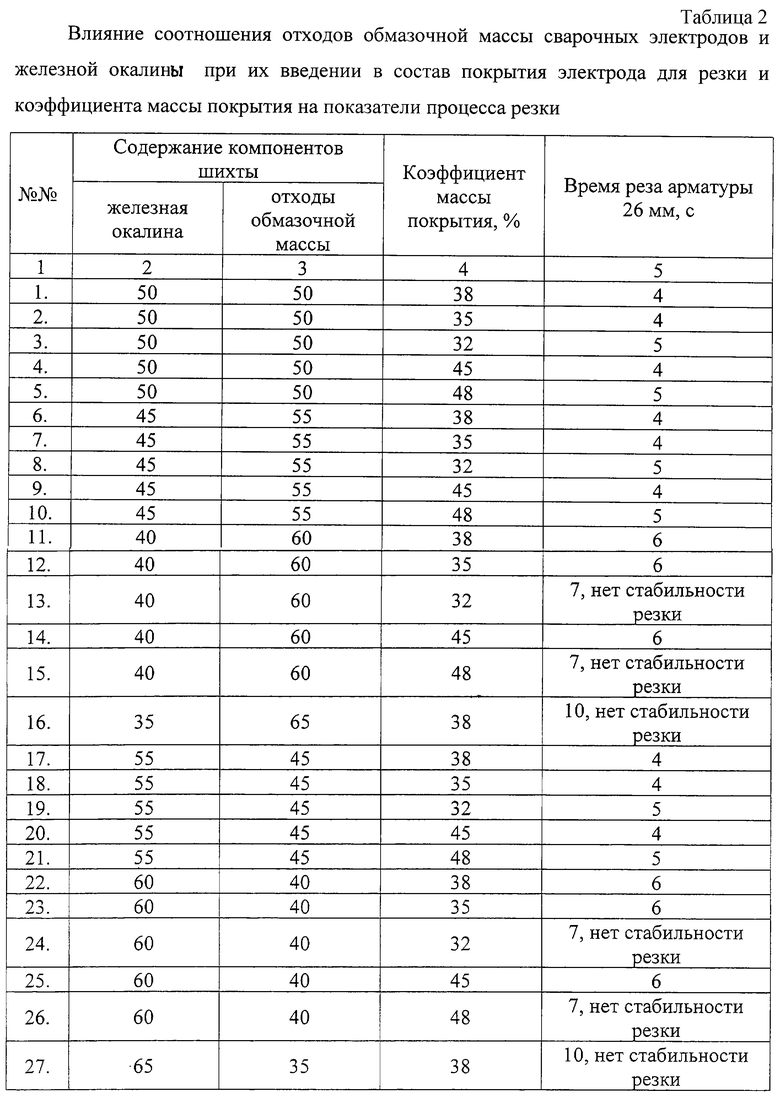
Максимальная производительность и качество резки соответствует содержанию отходов обмазочной массы сварных электродов 45-55%.
Уменьшение содержания отходов обмазочной массы менее 45% в покрытии электрода приводит к ухудшению технологических свойств обмазочной массы при опрессовке электродов, она становится недостаточно пластичной, что затрудняет ее скольжение по калибрующей фильере и приводит к неравномерности покрытия электрода, что в свою очередь не обеспечивает качественный рез и снижает производительность резки. Увеличение содержания отходов обмазочной массы свыше 55% в покрытии электрода ухудшает стабильность горения дуги, а также образуется большое количество шлака при плавлении покрытия, что ухудшает процесс резки, снижает его производительность.
Железная окалина применяется в составе электродного покрытия с целью стабилизации горения дуги. В качестве железной окалины могут быть использованы отходы окалины, образующиеся в окалиноломателе при бесконтактном (сухом) изготовлении стальной проволоки из катанки. В настоящее время неизбежно образующаяся железная окалина является потерей при производстве проволоки и утилизируется в виде металлолома, поэтому использование железной окалины в качестве компонента покрытия экономически эффективно. Данное обстоятельство позволяет реализовать безвозвратно теряемые отходы железной окалины, объем которых достаточен для организации промышленного производства любого количества электродов для резки.
Введение в состав покрытия железной окалины приводит к низким технологическим свойствам обмазочной массы при опрессовке электродов, поэтому для достижения хороших технологических свойств покрытия в состав введены отходы обмазочной массы.
Максимальная производительность и качество резки соответствует содержанию железной окалины 45÷55%.
Уменьшение содержания железной окалины менее 45% в покрытии электрода обуславливает снижение окислительного воздействия кислорода на ванну расплавленного металла, что снижает производительность резки.
Увеличение содержания железной окалины более 55% в покрытии электрода приводит к ухудшению стабилизации горения дуги, а также к плохой защите кромки реза от окисления. При этом имеет место снижение предельно допустимого тока и производительности резки.
Предлагаемый состав покрытия электродов для резки наилучшим образом удовлетворяет требованиям, предъявляемым к электродным материалам для выполнения резательных работ, так как при этом сочетается в наиболее полной степени термостойкость покрытия, определяющая соответствующее значение рабочего тока, с обеспечением оптимального окислительного воздействия на ванну расплавленного металла.
Наилучшие результаты по качеству и производительности теза, т.е. наиболее полное обеспечение выполнения технологических показателей резательных работ достигаются при коэффициенте массы покрытия электрода 35÷45%.
Увеличение коэффициента массы покрытия электрода более 45%, т.е. необоснованное увеличение толщины покрытия приводит к увеличению мощности дуги, как следствие к возрастанию напряжения дуги и возрастанию предельно допустимого тока.
Однако при этом не обеспечивается возможность повторного возбуждения дуги из-за увеличения высоты втулки, образующейся на конце электрода. Уменьшение коэффициента массы покрытия электрода менее 35%, т.е. уменьшение толщины покрытия электрода, приводит к уменьшению мощности дугового разряда, а следовательно к уменьшению производительности резки.
Режимы нагрузки стержня электрода по току, реализуемые при использовании предлагаемого электрода, аналогичны по показателям для других марок электродных материалов.
Так, например, для электрода диаметром 4 мм для переменного тока допустимое значение рабочего тока составляет 260÷300 А, соответственно для электродов диаметром 5 мм 420÷480 А, что обеспечивает высокую плотность тока в столбе дуги, чему способствует наличие втулки на конце электрода, которая препятствует возможности расширения столба дуги в радиальном направлении. Стабильное существование втулки на конце электрода способствует проникающей способности дугового разряда при использовании предлагаемых электродов и постоянно высокое давление дуги на ванну расплавленного металла обусловливают повышение производительности тезки. По сравнению с ранее применяемыми электродными материалами производительность резки возрастает более чем в 1,2 раза.
Повышение производительности резки, в свою очередь, обусловливает снижение удельного расхода электродов при выполнении резательных работ. В среднем расход потребляемых на резку электродов уменьшается на 20%.
Технико-экономическая эффективность предлагаемого решения определяется еще и тем, что отсутствие регламентирования состава металла стержня данного электрода позволяет использовать для его производства существенно более дешевые проволоки по сравнению со стоимостью проволок, используемых в настоящее время в качестве стержня штучных электродов.
Применение в качестве компонентов покрытия отходов смазочной массы сварочных электродов, образующихся неизбежно при их изготовлении и железной окалины, образующейся неизбежно при изготовлении проволоки, обеспечивает чрезвычайно низкую стоимость данного покрытия.
Таким образом, построение данного электрода на основе недефицитных и дешевых компонентов покрытия, а также вследствие существенного снижения стоимости металла, используемого для стержня электрода, позволяет снизить себестоимость их изготовления по сравнению с наиболее дешевыми электродами для резки металлов более чем в 1,5 раза.
Для определения технологических свойств электродов, производительности резки металла была изготовлена партия электродов с граничными, выходящими за границы и оптимальным соотношением компонентов входящих в состав покрытия электрода.
Для покрытия электрода использовали обмазочную массу сварочных электродов следующего состава, мас.%: рутил - 40; мрамор - 12; тальк - 8; слюда - 10; каолин - 3; целлюлоза - 1; ферромарганец - 11; сухой остаток связующего - 15.
Опытные электроды изготавливались по традиционной технологии методом опрессовки. Все компоненты покрытия электрода просеивались через сито 04, затем перемешивались в системе. Калиево-натриевое жидкое стекло добавлялось в количестве 20÷30% к массе сухой шихты. Жидкое стекло имело параметры, приведенные в табл.1.
Покрытие наносилось на стержни из проволоки Св-08 диаметром 4 мм, длиной 450 мм. После изготовления электроды проходили термообработку: сушились в камерной печи при температуре 80oС в течение 40 мин, затем прокаливались в камерной печи при температуре 180oС в течение 60 мин.
Для определения технологических свойств электродов, производительности резки резку металла выполняли на образцах арматуры толщиной 26 мм.
Режимы резки с применением электродов диаметром 4 мм составили: род тока переменный; напряжение холостого хода источника питания - 70 В; сила тока - 260÷300 А; положение резки - нижнее.
Результаты испытаний приведены в табл.2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ШИХТЫ ПОКРЫТИЯ ЭЛЕКТРОДОВ ДЛЯ СВАРКИ НИЗКОУГЛЕРОДИСТЫХ СТАЛЕЙ | 2008 |
|
RU2383418C1 |
| Электрод для ручной электродуговой резки металлов | 1990 |
|
SU1722754A1 |
| Состав электродного покрытия для электродуговой резки | 1991 |
|
SU1757832A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2004 |
|
RU2274534C2 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2007 |
|
RU2353493C2 |
| Состав сварочного материала для сварки стальных конструкций,металлизированных слоем алюминия | 1983 |
|
SU1113231A1 |
| СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО ЭЛЕКТРОДНЫХ ПОКРЫТИЙ | 2011 |
|
RU2464144C1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 2012 |
|
RU2510317C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2595077C2 |
| Состав электродного покрытия | 1987 |
|
SU1447623A1 |

Изобретение может быть использовано для резки металлов, прошивки отверстий и удаления дефектных участков. Электрод состоит из стального стержня и покрытия. Состав покрытия содержит отходы обмазочной массы сварочных электродов 45-55 мас. %, оксид железа в виде железной окалины - остальное. Данный состав позволяет улучшить качество резки и удешевить электроды. 2 табл.
Электрод для ручной электродуговой резки металла, состоящий из стального стержня и покрытия, включающего оксид железа в виде железной окалины, отличающийся тем, что в состав покрытия введены отходы обмазочной массы сварочных электродов при следующем содержании компонентов, мас. %:
Отходы обмазочной массы сварочных электродов - 45-55
Железная окалина - Остальное
| Электрод для ручной электродуговой резки металлов | 1990 |
|
SU1722754A1 |
| Состав электродного покрытия | 1977 |
|
SU712223A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ЭЛЕКТРОДУГОВОЙ РЕЗКИ МЕТАЛЛОВ | 0 |
|
SU336134A1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ РЕЗКИ МЕТАЛЛОВ ПОД ВОДОЙ | 1994 |
|
RU2113960C1 |

