Изобретение относится к металлургии, в частности к устройствам для набивки футеровки тигельных печей и емкостей цилиндрической формы.
Известно устройство для набивки футеровки, содержащее шаблон, виброплатформу, кольцевой уплотнитель с трамбующей поверхностью, соединенный вертикальными штангами с виброплатформой.
Однако в этом устройстве для засыпки каждого слоя футеровки необходимо перед его засыпкой удалять кольцевой уплотнитель из печи, что в конечном итоге приводит к ухудшению качества футеровки. Кроме того, данное устройство при различных величинах площади трамбующей поверхности дает различную степень уплотнения, а при выполнении верхней части тигля затруднен процесс загрузки огнеупорного порошка, что также влияет на качество футеровки.
Цель изобретения - повышение качества набивки путем оптимизации степени уплотнения.
Это достигается тем, что в известном устройстве трамбующая поверхность кольцевого уплотнителя имеет нивелиры-рыхлители, вертикальные штанги выполнены полыми с открытым нижним торцом, а кольцевой уплотнитель выполнен перфорированным, причем отношение внешнего диаметра шаблона в его цилиндрической части к внутреннему диаметру кольцевого уплотнителя находится в пределах от 1:0,005 до 1:1,02, а отношение внешнего диаметра кольцевого уплотнителя к внешнему диаметру шаблона в его цилиндрической части в пределах 1: 1,1 до 1:1,7, при этом в кольцевом уплотнителе между полыми штангами установлены дополнительные полые штанги по одной между каждыми двумя основными, длина которых равна половине длины основных штанг.
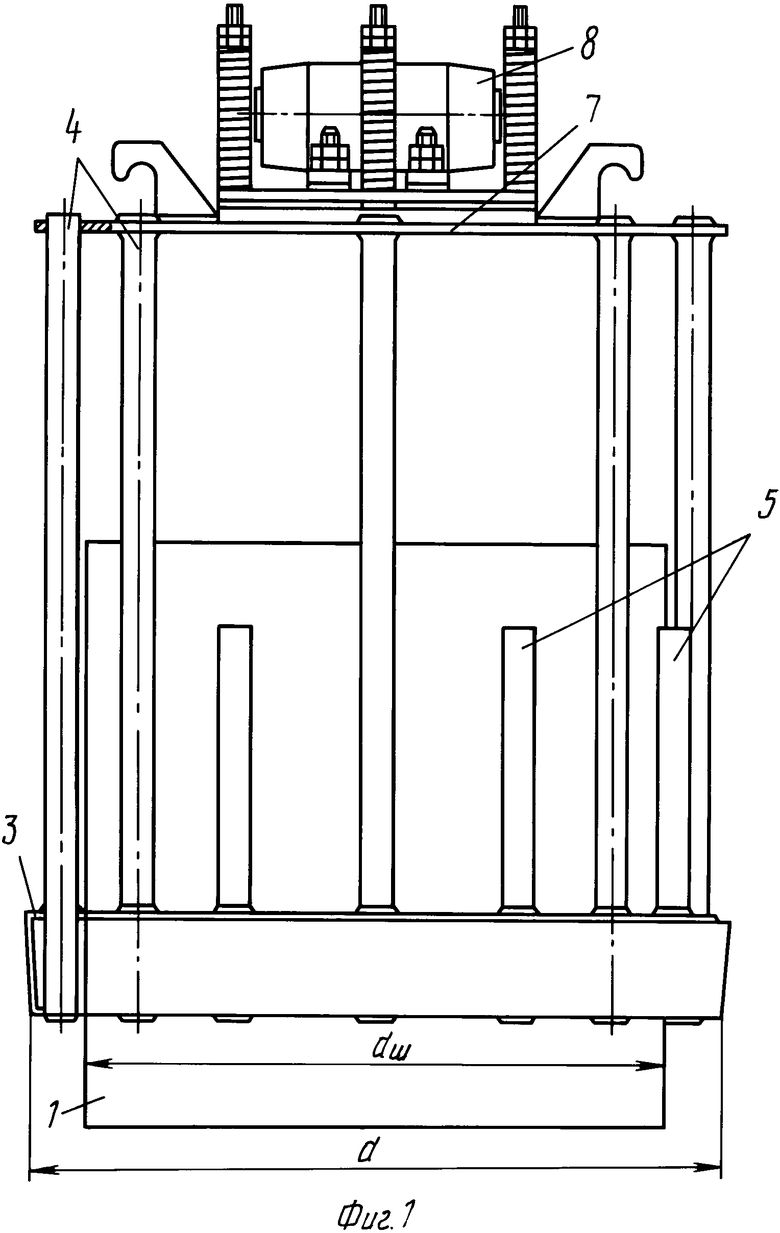
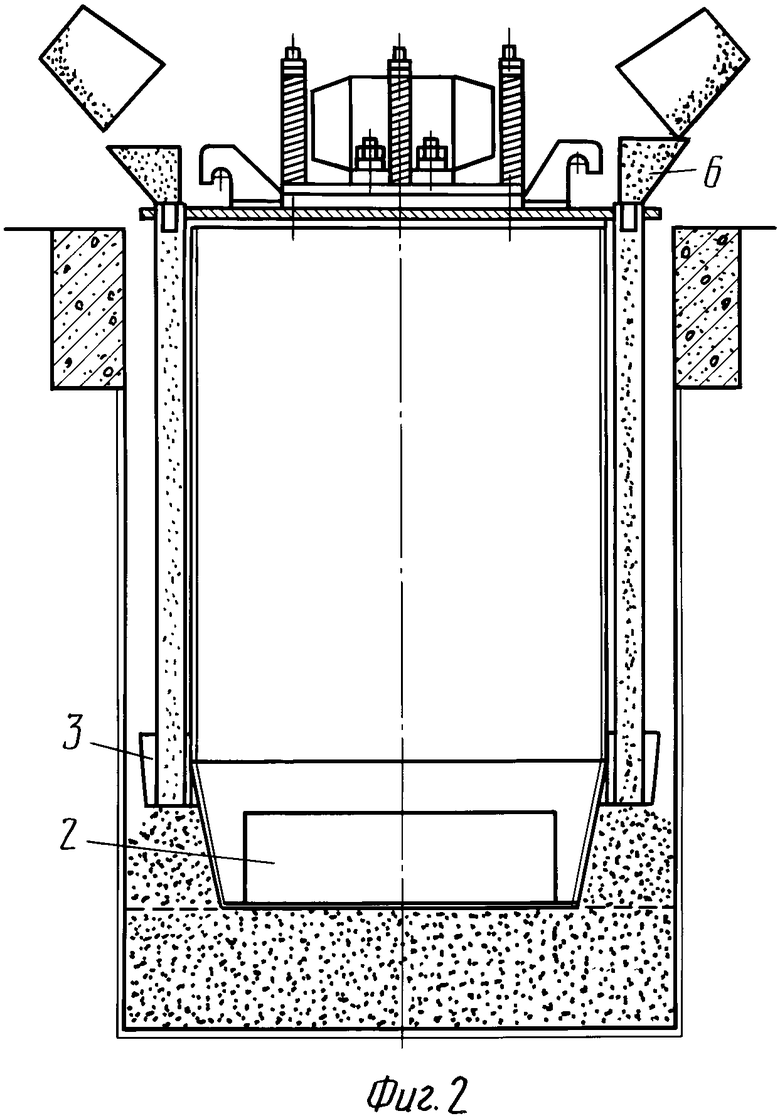
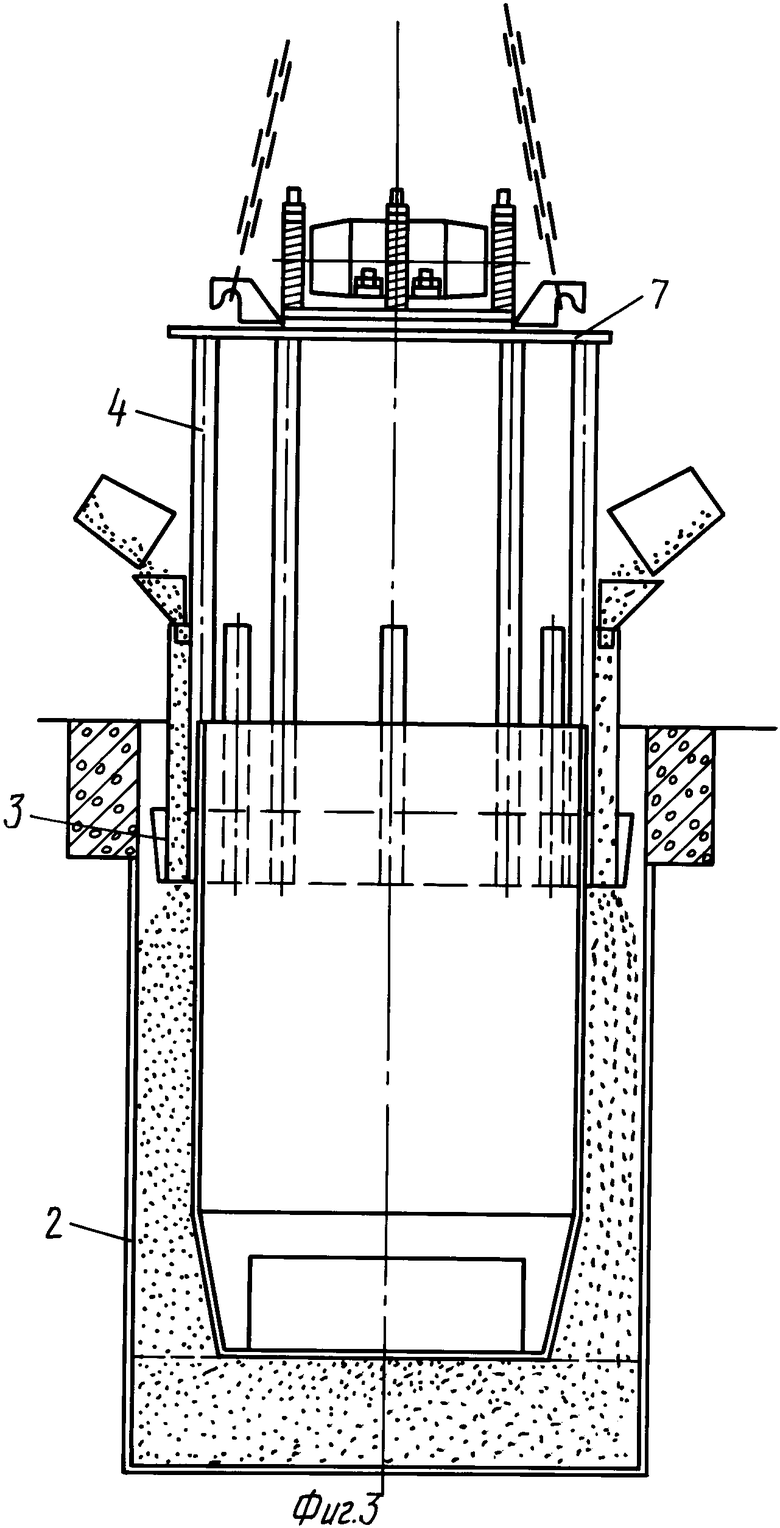
На фиг. 1 показан общий вид устройства; на фиг. 2 - устройство в начале работы; на фиг. 3 - в момент выполнения верхней части тигля.
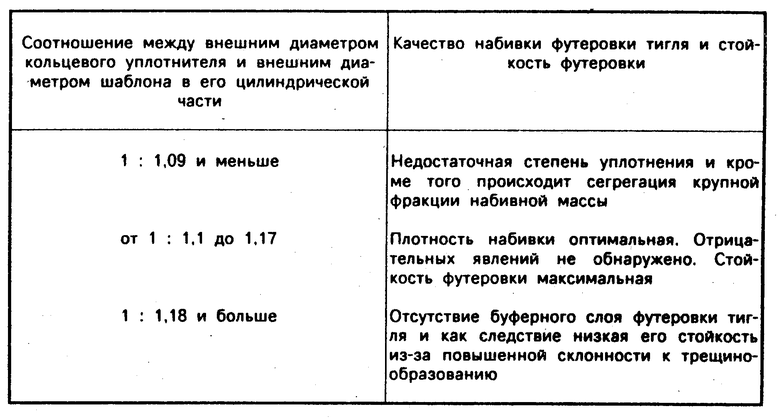
Устройство содержит шаблон 1, верхняя часть которого цилиндрическая, а нижняя - конусная, стартовые груз-блоки 2, кольцевой уплотнитель 3, уплотняющая поверхность которого перфорирована пропущенными через него полыми штангами 4. Полые штанги и кольцевой уплотнитель имеют неразъемное соединение. Полые штанги 4 расположены относительно шаблона 1 с зазором 4-16 мм. Между каждыми двумя полыми штангами 4 расположены дополнительные полые штанги 5, равные по длине половине длины штанг 4. Для засыпки футеровочного материала установлены бункера-дозаторы 6. На виброплатформе 7 установлен вибровозбудитель 8. Кольцевой уплотнитель снабжен нивелирами-рыхлителями, расположенными на его трамбующей поверхности. Экспериментально установлено, что отношение внешнего диаметра шаблона в его цилиндрической части к внутреннему диаметру кольцевого уплотнителя находится в пределах от 1:1,005 до 1:1,02, а отношение между внешним диаметром кольцевого уплотнителя и внешним диаметром шаблона в его цилиндрической части находится в пределах от 1: 1,1 до 1:1,17.
Преимущества такого соотношения видны из таблицы.
Дополнительные штанги питателя 5, установленные между основными, облегчают процесс заполнения массой при выполнении верхней части футеровки тигля. Футеровка печи с помощью указанного устройства осуществляется следующим образом.
На уплотненную футеровку подины устанавливают шаблон 1 и стартовые груз-блоки 2. После этого грузоподъемным механизмом, например мостовым краном, устройствo устанавливают в печь в рабочее положение, при котором кольцевой уплотнитель с полыми основными 4 и дополнительными штангами-питателями 5, расположенными снаружи шаблона 1. Затем через основные штанги-питатели 4 массу засыпают в полость вокруг шаблона, включают вибратор 8 и уплотняют футеровку. Закончив уплотнение, приподнимают мостовым краном устройство, засыпают и уплотняют следующий слой футеровки. Засыпку массы через основные штанги-питатели 4 осуществляют до тех пор, пока над верхней кромкой шаблона не появятся дополнительные штанги-питатели 5. Последующие порции массы засыпают через дополнительные штанги-питатели 5 (фиг. 3).
После окончания футеровки тигля устройство с печи удаляют и начинают спекание футеровки, используя стартовые блоки, установленные внутри шаблона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набивки футеровки | 1990 |
|
SU1747839A1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 2000 |
|
RU2195613C2 |
| УСТРОЙСТВО ДЛЯ ВИБРОУПЛОТНЕНИЯ ФУТЕРОВОЧНЫХ ПОРОШКОВ | 2001 |
|
RU2210709C2 |
| ИНДУКЦИОННАЯ ПЛАВИЛЬНАЯ ТИГЕЛЬНАЯ ПЕЧЬ ДЛЯ ИЗГОТОВЛЕНИЯ СЛИТКОВ И ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2222756C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕУПОРНОГО ТИГЛЯ | 2003 |
|
RU2246670C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2001 |
|
RU2215043C2 |
| БЛОК ДЛЯ СЪЕМА И УКЛАДКИ ГРУЗОВ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2014950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2022 |
|
RU2802219C1 |
| Устройство для футеровки ковшей | 1977 |
|
SU766742A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1992 |
|
RU2043825C1 |
Сущность изобретения: устройство содержит шаблон, виброплатформу, соединенную вертикальными штангами с кольцевым уплотнителем; штанги выполнены полыми, трамбующая поверхность кольцевого уплотнителя снабжена нивелирами-рыхлителями, а сам уплотнитель перфорирован, при этом устройство снабжено дополнительными полыми штангами. Отношение внешнего диаметра кольцевого уплотнителя к внешнему диаметру шаблона в его цилиндрической части находится в пределах от 1 : 1,1 до 1 : 1,17, при этом отношение внешнего диаметра шаблона в его цилиндрической части к внутреннему диаметру кольцевого уплотнителя находится в пределах от 1 : 1,005 до 1 : 1,02. Повышается качество набивки за счет оптимизации степени уплотнения. 3 ил.
УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ, содержащее шаблон, виброплатформу, кольцевой уплотнитель с трамбующей поверхностью, соединенный вертикальными штангами с виброплатформой, отличающееся тем, что трамбующая поверхность кольцевого уплотнителя имеет нивелиры-рыхлители, вертикальные штанги выполнены полыми с открытым нижним торцом, а кольцевой уплотнитель - перфорированным, причем соотношение внешнего диаметра шаблона в его цилиндрической части и внутреннего диаметра кольцевого уплотнителя находится в пределах 1 : 0,005 - 1,02, а соотношение внешнего диаметра кольцевого уплотнителя и внешнего диаметра шаблона в его цилиндрической части - в пределах 1 : 1,1 - 1,17, при этом в кольцевом уплотнителе между основными полыми штангами установлены дополнительные полые штанги по одной между каждыми двумя основными, длина которых равна половине длины основных штанг.
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
